一种700MPa级高韧性防爆钢板的制造方法与流程
0.50%,nb:0.008-0.030%,b:0.0008-0.0025%,ti≤0.020%,s≤0.03wt%、p≤0.110wt%、pb≤0.005wt%、as≤0.005wt%、sn≤0.005wt%、sb≤0.005wt%、bi≤0.005wt%,其余为fe及不可避免的杂质;
9.(2)将步骤(1)中的铸坯及时吊入缓冷坑进行缓冷操作;
10.(3)将步骤(2)缓冷之后的铸坯依次进行加热、轧制成所需尺寸规格的钢板,然后利用超快冷设备进行快速冷却至650
±
10℃;
11.(4)将步骤(3)快速冷却后的钢板进一步空气冷却至250-400℃后,将钢板吊入缓冷坑进行缓冷;
12.(5)将步骤(4)缓冷后的钢板进行探伤、抛丸、热处理,得到所述700mpa级高韧性防爆钢板。
13.优选的,所述700mpa级高韧性防爆钢板的厚度为6~50mm。
14.优选的,步骤(2)所述缓冷是将表面温度为750~850℃的铸坯吊入缓冷坑中缓冷72~120小时。
15.优选的,步骤(3)所述加热采用四段步进式加热炉,其中预热段温度为800
±
30℃、二段加热温度为1050
±
30℃、三段加热温度为1250
±
30℃、四段加热温度为1230
±
20℃,出钢温度为1050-1130℃。
16.优选的,步骤(3)所述轧制包括粗轧和精轧;所述粗轧的终轧温度1000℃~1050℃,终轧之后的中间坯采用空气冷却,然后进行精轧,精轧采用未再结晶区轧制,压缩比3-5倍,所述精轧的开轧温度900℃~970℃,终轧温度为790-840℃,然后经超快冷设备将钢板从750℃-800℃快速冷却至650
±
10℃。
17.优选的,步骤(4)所述缓冷是缓冷是将快速冷却至650
±
10℃的钢板经矫直进入冷床区域空气冷却,空冷至250-400℃之间吊入缓冷坑进行缓冷,缓冷至30~80℃上线剪切。
18.优选的,步骤(5)所述热处理热处理包括完全淬火、亚温淬火和回火(qlt热处理),所述完全淬火温度为880~910℃,亚温淬火温度为830~850℃,回火温度为500-650℃。
19.本发明的700mpa级新型高韧性防爆钢板(br700)包含以下成分:
20.碳:根据文献总结与生产经验,屈服强度600mpa级以上高强钢大多采用调质热处理,其组织为回火马氏体。为保证淬火马氏体的强度,钢板含c量通常高于0.1%。同时为提高钢板的淬透性,钢中通常加入适量的cr、mo、ni、b等合金元素。为兼顾强度与韧性,br700的c含量设计为0.09-0.16%。
21.锰:mn是良好的脱氧剂和脱硫剂,它能消除或减弱由于硫所引起的钢的热脆性,从而改善钢的热加工性能。通过mn的添加,可以降低ar3,抑制渗碳体等碳化物的粗化。mn有提高调质钢淬透性的作用,但mn是易偏析元素,含量不宜过高,br700 mn含量设计为1.00-1.40%。
22.铌:可以提高钢板淬透性,还可以显著提高奥氏体未再结晶温度,同时可以有效细化晶粒,0.01%可有效抑制晶粒长大。但当nb含量超过0.10%析出相粗大,延伸率将会恶化,br700 nb含量设计为0.008-0.030%。
23.钛:调质钢中ti的作用主要为固定钢中的氮,同时还起到细化晶粒和析出强化的作用。br700 ti含量设计为≤0.020%。
24.镍:提高钢的淬透性,提高钢板低温韧性,且不会引起焊接热影响区韧性恶化,但
由于成本较高,且国内资源不丰富,因此含量一般≤3%。br700 ni含量设计为0.07-0.30%。
25.铬:提高钢的淬透性、抗氢脆能力,又可以替代部分mn和mo,且偏析倾向小于mn,在提高钢板强度的同时不降低冲击韧性,br700 cr含量设计为0.10-0.60%。
26.钼:细化组织,促进马氏体/贝氏体形成,提高钢屈服强度。又可以与b协同作用提高钢板淬透性,br700 mo含量设计为0.10-0.50%。
27.硼:提高钢板淬透性,但含量较高后容易偏聚到晶界等缺陷处,降低材料韧性。br700 b含量设计为0.0008-0.0025%。
28.残余元素p、s及气体n、h、o均可降低钢板韧性,在生产中应尽可能降低其含量,br700要求p≤0.020%,s≤0.005%,n≤50ppm,h≤2ppm,o≤15ppm。
29.与现有技术相比,本发明具有以下有益效果:
30.本发明制备的700mpa级高韧性防爆钢低温韧性优异、性能稳定。屈服强度在720-800mpa之间,抗拉强度780-870mpa之间,断后延伸率a5≥15%,-40℃纵向冲击功达到了200j以上,典型值达到了220j以上,达到了防爆钢制造领域国际先进水平。本发明生产的700mpa级高韧性防爆钢板能有效抵抗8kg tnt埋爆测试,可达北约三级防护标准。
附图说明
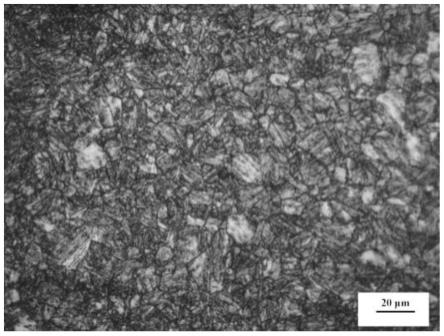
31.图1是实施例1制备的20mm厚度br700的金相组织照片;
32.图2是实施例1制备的20mm厚度br700的爆炸测试后的钢板3d扫描图。
具体实施方式
33.下面结合实施例对本发明作进一步说明。
34.实施例1
35.一种700mpa级高韧性防爆钢板(br700)的制造方法,步骤如下:
36.(1)以优质铁水和废钢为原料制备冶炼铁水,采用双渣法和留渣操作降低冶炼铁水中的p、s元素含量,在转炉吹炼中途倒出1/2的炉渣,然后加入新渣料重新造渣,另外在出钢过程中将本炉已经造好的高碱度、高温度和较高feo含量的终渣的1/3留在炉内,冶炼合格的钢水经lf精炼,并经连铸浇铸成厚度为320mm的铸坯;
37.所述铸坯中化学组分重量百分比如下:
38.c:0.12%,mn:1.05%,cr:0.50%,ni:0.25%,mo:0.30%,nb:0.023%,b:0.0015%,ti:0.013%,p:0.012%,s:0.002%,n:36ppm,h:0.8ppm,o:10ppm,pb:0.001wt%、as:0.0008wt%、sn:0.0002wt%、sb:0.001wt%、bi:0.001wt%;其余为fe及不可避免的杂质;
39.(2)表面温度为810℃的铸坯吊入缓冷坑进行缓慢冷却,实际缓冷时间为81小时;
40.(3)将步骤(2)缓冷之后的铸坯进行加热,控制出钢温度为1089℃,然后进行粗轧,粗轧终轧温度1025℃,中间坯空气冷却后进行精轧,精轧开轧温度910℃,终轧温度830℃,中间坯厚度80mm,未再结晶区压缩比为4倍;然后经超快冷设备将钢板从765℃快速冷却至656℃;
41.(4)将步骤(3)冷却后的钢板然后经矫直进入冷床区域空气冷却,空冷至330℃时
吊入了缓冷坑进行缓冷,缓冷至65℃上线剪切;
42.(5)将步骤(4)缓冷后的铸坯进行探伤、抛丸、热处理,所述热处理为qlt(完全淬火+亚温淬火+回火)热处理,其中完全淬火温度为889℃,亚温淬火温度为835℃,回火温度为560℃,得到厚度为20mm的700mpa级高韧性防爆钢板。
43.实施例1制备的br700成品性能如表1.
44.表1
45.板厚20mm屈服强度791mpa抗拉强度830mpa伸长率15.0%冲击尺寸10*10*55试样方向纵试验温度-40℃冲击1246.0j冲击2258.0j冲击3269.0j冲击ave257.6j
46.对比例1
47.对比例1的防暴钢钢种代号为s700,由以下质量百分比元素构成:c0.14%、si0.26%、mn1.15%、p0.009%、s0.001%、als0.03%、nb0.0036%、ni0.07%、ti0.008%、cr0.302%、mo0.165%、b0.0012%,余量为fe及不可避免的杂质。
48.实施例1制备的20mm厚度规格与国外先进指标各项对比结果见表2。强度、塑韧性一致,d=a冷弯与-10℃横向落锤性能均合格;国外某700mpa级防爆钢拉力试样出现断后分层现象,但对使用无影响。而纵向-40℃低温冲击功相对于国外某品牌更加优异,极大拓宽了使用环境。另外经过8kgtnt埋爆测试,变形量为260mm,表面无裂纹,可达北约三级防护标准。完全可代替国外相同强度级别防爆钢板,实现国产化。
49.表2
50.[0051][0052]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1