钢坯高低温交替入炉减空步的加热炉加热方法与流程
1.本发明涉及冶金技术领域,具体而言,涉及钢坯高低温交替入炉减空步的加热炉加热方法。
背景技术:
2.特殊钢棒材被广泛应用于汽车、机械等行业;特殊钢棒材钢种牌号多,常用的包括优质碳素结构钢、合金结构钢、轴承钢、齿轮钢、弹簧钢、易切削钢和工模具钢等,不同用户对于同钢种牌号的产品质量要求差异大,为满足用户的个性化需求,需要相应的配置不同的冶金规范码,一般来说,钢厂为了满足多样的用户需求,配置的产品冶金规范码少则一千多个。为满足用户对于特殊钢棒材产品的质量要求,在产品质量设计过程中需针对钢种成分、组织性能要求等设计钢坯的加热工艺,即一个或多个冶金规范码会对应一种加热工艺控制标准(简称“加热法”),一座特殊钢加热炉拥有数十种或上百种“加热法”,为解决加热炉不同“加热法”之间相邻装炉不能兼容的矛盾,相关技术的解决思路一是增加工艺空步,但带来的问题是导致生产效率的大幅度降低和能耗的明显增加,二是“加热法”优先级排位低的作为交接坯,其跟随执行优先级排位高的“加热法”,带来了不能严格执行加热工艺标准的问题,甚至可能增加加热质量控制风险。
技术实现要素:
3.本发明的目的在于提供一种钢坯高低温交替入炉减空步的加热炉加热方法,该方法能够减少加热炉炉内钢坯之间的工艺空步,实现特殊钢加热炉钢坯加热质量优质、生产能力高效、能耗降低的目标。
4.本发明是这样实现的:
5.本发明提供一种钢坯高低温交替入炉减空步的加热炉加热方法,包括:根据钢种脱碳要求、出炉温度要求、出炉温度窄带化要求、高温段时间窄带化控制要求、以及加热要求,划分加热工艺中的钢坯入炉优先级;其中,
6.钢种划分为以下6种优先级:
7.优先级1级:有脱碳要求、且出炉温度和高温段时间有窄带化控制要求的第一类低温钢;
8.优先级2级:出炉温度≥1220℃的第一类高温钢;
9.优先级3级:出炉温度≤1180℃、且出炉温度有窄带化控制要求的第二类低温钢;
10.优先级4级:出炉目标温度控制在1180~1200℃范围的第二类高温钢;
11.优先级5级:出炉温度和高温段时间非窄带化控制要求的低合金钢或中高碳结构钢;
12.优先级6级:出炉温度和高温段时间非窄带化控制的低中碳结构钢;
13.通过钢种优先级的划分,控制不同的入炉顺序,使高温钢和低温钢按照预设顺序入炉。
14.在可选的实施方式中,钢坯高低温交替入炉减空步的加热炉加热方法采用步进梁式加热炉进行,步进梁式加热炉在炉长方向自装料端至出料端划分为预热段、一加热段、二加热段和均热段,满炉无空步装载时,预热段的装炉支数为n1,一加热段的装炉支数为n2,二加热段的装炉支数为n3,均热段的装炉支数为n4;
15.控制不同的入炉顺序,使高温钢和低温钢按照预设顺序入炉的步骤,包括:
16.根据各段的装炉支数,控制各优先级的钢种之间的间隔步数。
17.在可选的实施方式中,根据各段的装炉支数,控制各优先级的钢种之间的间隔步数的步骤,具体包括:
18.当优先级1级的第一类低温钢装在前时,将优先级2级的第一类高温钢与优先级1级的第一类低温钢间隔至少n2+n3+n4步数;
19.当优先级2级的第一类高温钢装在前时,将优先级1级的第一类低温钢与优先级2级的第一类高温钢间隔至少n3+n4步数。
20.在可选的实施方式中,根据各段的装炉支数,控制各优先级的钢种之间的间隔步数的步骤,具体还包括:
21.将优先级3级的第二类低温钢与优先级2级的第一类高温钢相隔至少n3和n4两者中数字更大的步数。
22.在可选的实施方式中,根据各段的装炉支数,控制各优先级的钢种之间的间隔步数的步骤,具体还包括:
23.将优先级4级的第二类高温钢中有温度窄带化要求的钢种与优先级2级的第一类高温钢相隔至少n3和n4两者中数字更大的步数。
24.在可选的实施方式中,控制不同的入炉顺序,使高温钢和低温钢按照预设顺序入炉的步骤,具体还包括:
25.将优先级4级的第二类高温钢中非温度窄带化要求的钢种与优先级2级的第一类高温钢相邻装炉。
26.在可选的实施方式中,钢坯高低温交替入炉减空步的加热炉加热方法还包括:
27.将加热工艺相近的优先级1级的第一类低温钢和优先级3级的第二类低温钢相邻装炉。
28.在可选的实施方式中,钢坯高低温交替入炉减空步的加热炉加热方法还包括:
29.将优先级5级的低合金钢或中高碳结构钢、以及优先级6级的低中碳结构钢作为高温钢和低温钢的工艺过渡钢种入炉。
30.在可选的实施方式中,优先级1级的代表钢种包括:60si2mn、c70s6、smnb3h-1;
31.优先级2级的代表钢种包括:gcr15、h13、sae5120h-m、qc10;
32.优先级3级的代表钢种包括:8620h、20crmnti、lgb38mnv、sae8620h;
33.优先级4级的代表钢种包括:44smn28、20mncr5h、46mnvnbs5;
34.优先级5级的代表钢种包括:40cr、42crmo、65mn、55、20cr;
35.优先级6级的代表钢种包括:45、20、06a。
36.在可选的实施方式中,将相邻规格的优先级2级的钢种gcr15和h13集中安排装炉。
37.本发明具有以下有益效果:
38.本发明的钢坯高低温交替入炉减空步的加热炉加热方法,依据钢种脱碳要求、出
炉温度要求、出炉温度窄带化要求、高温段时间窄带化控制要求、以及加热要求,划分加热工艺中的钢坯入炉优先级顺序,并通过钢种优先级的划分,控制不同的入炉顺序,使高温钢和低温钢按照预设顺序入炉,以实现加热炉高低温工艺的灵活切换和不同加热工艺的精准控制,同时减少加热炉炉内钢坯之间的工艺空步,实现特殊钢加热炉钢坯加热质量优质、生产能力高效、能耗降低的目标。
具体实施方式
39.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
40.本发明提供一种钢坯高低温交替入炉减空步的加热炉加热方法,包括:
41.根据钢种脱碳要求、出炉温度要求、出炉温度窄带化要求、高温段时间窄带化控制要求、以及加热要求,划分加热工艺中的钢坯入炉优先级;其中,
42.钢种划分为以下6种优先级:
43.优先级1级:有脱碳要求、且出炉温度和高温段时间有窄带化控制要求的第一类低温钢;
44.优先级2级:出炉温度≥1220℃的第一类高温钢;
45.优先级3级:出炉温度≤1180℃、且出炉温度有窄带化控制要求的第二类低温钢;
46.优先级4级:出炉目标温度控制在1180~1200℃范围的第二类高温钢;
47.优先级5级:出炉温度和高温段时间非窄带化控制要求的低合金钢或中高碳结构钢;
48.优先级6级:出炉温度和高温段时间非窄带化控制的低中碳结构钢;
49.通过钢种优先级的划分,控制不同的入炉顺序,使高温钢和低温钢按照预设顺序入炉。
50.这样一来,能够实现高低温钢的直接入炉,以实现加热炉高低温工艺的灵活切换和不同加热工艺的精准控制,同时减少加热炉炉内钢坯之间的工艺空步,实现特殊钢加热炉钢坯加热质量优质、生产能力高效、能耗降低的目标。
51.需要说明的是,本发明的钢坯高低温交替入炉减空步的加热炉加热方法,以满足加热炉生产过程的“优质、高效、低耗”的组织原则,避免生产组织过程的混乱,先对数十种或上百种“加热法”进行分类,即区分生产过程中的加热工艺“优先级”,通过本发明的加热炉加热方法建立钢坯“加热法”标准框架,建立“加热法”与“冶金规范码”清晰的对应关系,抛弃所谓加热炉加热过程“交接坯”可以不严格执行“加热法”的理念,为加热炉现场提供清晰的加热工艺执行标准和装炉规则,解决特殊钢加热炉常见的加热工艺标准不清晰、加热工艺优先级分级混乱的问题,确保加热工艺“优先级”中需窄带化控制的“加热法”现场严格精准的执行,最大限度减少加热炉炉内钢坯之间的工艺空步,实现特殊钢加热炉钢坯加热质量优质、生产能力高效、能耗降低的目标。
52.还需要说明的是,优先级1级的第一类低温钢的出炉温度和高温段时间的窄带化控制,是指:将该优先级的钢种的出炉温度范围以及高温时间范围控制的较窄,例如:出炉
温度为1090-1110℃,高温段时间为85-130min;优先级3级的第二类低温钢的出炉温度的窄带化控制,是指:将该优先级钢种的出炉温度范围控制的较窄,例如:出炉温度为1140-1170℃;出炉温度的非窄带化控制,可以是指出炉温度为1100~1250℃;高温段时间的非窄带化控制,可以是指高温段时间为85~240min。
53.优先级1级的代表钢种包括:60si2mn、c70s6、smnb3h-1;
54.优先级2级的代表钢种包括:gcr15、h13、sae5120h-m;
55.优先级3级的代表钢种包括:8620h、20crmnti、lgb38mnv;
56.优先级4级的代表钢种包括:44smn28、20mncr5h、46mnvnbs5;
57.优先级5级的代表钢种包括:40cr、42crmo、65mn;
58.优先级6级的代表钢种包括:45、20、06a。
59.本发明的钢坯高低温交替入炉减空步的加热炉加热方法采用步进梁式加热炉进行,步进梁式加热炉在炉长方向自装料端至出料端划分为预热段、一加热段、二加热段和均热段,满炉无空步装载时,预热段的装炉支数为n1,一加热段的装炉支数为n2,二加热段的装炉支数为n3,均热段的装炉支数为n4,各个段的装炉支数是该段不空步时的步数。
60.本发明的钢坯高低温交替入炉减空步的加热炉加热方法的装炉规则包括:
61.1、同优先级的钢种可以集中安排装炉计划,其中,相邻规格的2级钢gcr15、h13等加热时间长的第一类高温钢种可以集中安排装炉计划,这样可减少待加热时间,提升加热效率。上述集中安排装炉,可以是指gcr15、h13等加热时间长的第一类高温钢种可以顺次装炉加热。
62.2、当优先级1级的第一类低温钢装在前时,将优先级2级的gcr15、h13等低温加热工艺时间长的第一类高温钢与优先级1级的第一类低温钢间隔至少n2+n3+n4步数,其中,一加热段步数n2即是该段不空步时的最大装炉支数,二加热段步数n3即是该段不空步时的最大装炉支数,均热段步数n4即是该段不空步时的最大装炉支数;当优先级2级的第一类高温钢装在前时,将优先级1级的第一类低温钢与优先级2级的第一类高温钢间隔至少n3+n4步数。这样一来,能够使低温钢与低温加热工艺长的高温钢混装的步数精确控制,避免各个优先级的钢种相互影响,通过间隔步数调整则不需要工艺空步调整,提升加热效率,避免加热工艺调整对钢坯加热质量影响,例如:当优先级1级在前装炉时,优先级2级的第一类高温钢需要足够时间的预热,将优先级2级的第一类高温钢与优先级1级的第一类低温钢间隔至少n2+n3+n4步数,则可以确保优先级1级的钢种加热温度满足出炉工艺要求后可以快节奏出炉,确保优先级1级的第一类低温钢高温段时间窄带化控制要求,最终满足脱碳有效控制等加热质量要求。
63.3、将优先级3级的第二类低温钢与优先级2级的第一类高温钢相隔至少n3和n4两者中数字更大的步数。如此,也可以通过步数的精确控制,避免各个优先级的钢种相互影响,通过间隔步数调整则不需要工艺空步调整,提升加热效率,避免加热工艺调整对钢坯加热质量影响。
64.4、将优先级4级的第二类高温钢中有温度窄带化要求的钢种与优先级2级的第一类高温钢相隔至少n3和n4两者中数字更大的步数;将其它优先级4级(优先级4级的第二类高温钢中非温度窄带化要求的钢种)与优先级2级的第一类高温钢相邻装炉。如此,可以通过步数的精确控制,避免各个优先级的钢种相互影响,通过间隔步数调整则不需要工艺空
步调整,提升加热效率,避免加热工艺调整对钢坯加热质量影响。
65.5、将加热工艺相近的优先级1级的第一类低温钢和优先级3级的第二类低温钢相邻装炉。加热工艺相近的优先级1级的第一类低温钢和优先级3级同属低温钢,相邻装炉有利于减少加热炉高低温工艺间的频繁调整,有利于加热工艺的稳定控制和降低加热炉消耗。
66.6、将优先级5级的低合金钢或中高碳结构钢、以及优先级6级的低中碳结构钢作为高温钢和低温钢的工艺过渡钢种入炉,即将优先级5级和优先级6级的非窄带化控制钢种作为高温钢和低温钢的工艺过渡钢使用,以确保各个优先级钢种的加热质量,并有利于节省能耗。优先级5级和优先级6级的非窄带化控制钢种作为高低温钢种的间隔钢种有利于窄带化控制高低温钢种加热工艺的精准控制。
67.以下结合实施例对本发明的特征和性能作进一步的详细描述。
68.实施例1
69.钢坯规格:280
×
280
×
9000mm
70.加热炉:侧进侧出步进梁式加热炉、有效长度36000mm、有效宽度9700mm、步距371mm。步进梁式加热炉在炉长方向自装料端到出料端划分为预热段(不供热段)、一加热段、二加热段、均热段,满炉装载时各段的装炉支数分别是:预热段35(n1)支、一加热段19(n2)支、二加热段22(n3)支、均热段20(n4)支。
71.轧制棒材规格:55mm、50mm。
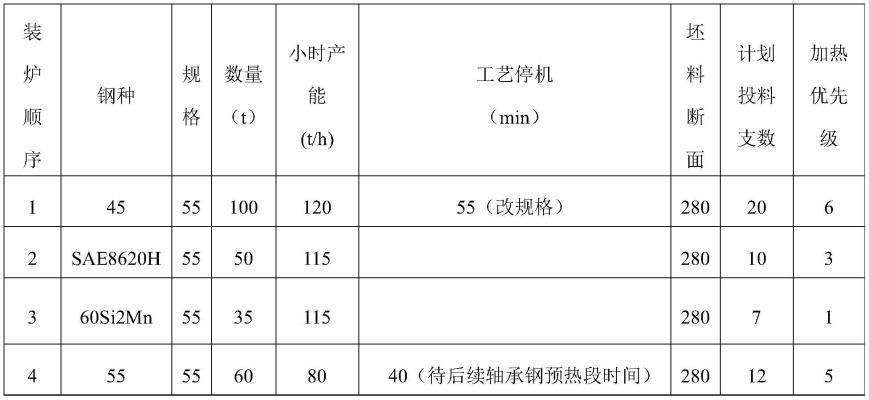
72.表1各个优先级钢种的装炉顺序等参数
73.[0074][0075]
注:装炉序号4-9因出钢节奏受后续轴承钢和模具钢在低温段较长工艺时间影响机时产量低。
[0076]
优先级6级的45钢种,改55规格的时间安排上工艺空16步,以便于在开始改规格停机时,后续优先级1级钢60si2mn还未进入高温段。
[0077]
同优先级的(装炉序号10、11、12、13都是优先级2级的第一类高温钢)集中安排装炉,相邻规格(55、50规格)的优先级2级钢qc10、gcr15、h13(装炉序号10、11、12、13)加热时间长的第一类高温钢种集中安排装炉,这样可减少待加热时间,提升加热效率。
[0078]
优先级1级的第一类低温钢装在前(装炉序号3),须与优先级2级的gcr15、qc10、h13等低温加热工艺时间长的高温钢相隔至少19+22+20=61步,该实施例中装炉序号3(优先级1级)与装炉序号10(优先级2级)实际相隔了至少64步,满足大于或等于61步的要求,确保优先级1级的第一类低温钢出钢节奏不受后续二级钢低温加热工艺影响,可以按加热工艺要求的节奏快速出钢;优先级2级的gcr15、h13等第一类高温钢装在前,须与优先级1级的第一类低温钢(装炉序号16)相隔至少22+20=42步,该实施例中装炉序号13(优先级2级)与装炉序号16(优先级1级)相隔至少44步,满足大于或等于42步的要求,确保1级钢进入高温段后不停机待前面二级钢的高温加热时间。
[0079]
优先级3级的第二类低温钢(装炉序号2)须与优先级2级的第一类高温钢(装炉序号10)相隔至少22步,该实施例中实际相隔至少71步,满足大于或等于22步的要求,确保加热温度按工艺要求窄带化控制。
[0080]
优先级4级的温度窄带化控制的第二类高温钢(装炉序号6)须与优先级2级的第一类高温钢(装炉序号10)相隔至少22步,该实施例中实际相隔至少25步,满足大于或等于22步的要求,其它优先级4级的第二类高温钢(装炉序号9)优先安排与优先级2级的高温钢(装炉序号10)相邻装炉。
[0081]
加热工艺相近的优先级1、3级低温钢(装炉序号2、3)优先安排相邻装炉。
[0082]
优先级5、6级属于出炉温度非窄带化控制的工艺过渡钢,装炉安排作为高低温钢的间隔钢种(装炉序号4、5、7、8、14、15),以便于高低温钢加热工艺的调整切换。
[0083]
优先级1级的加热工艺
[0084]
弹簧钢等有脱碳要求的且出炉温度和高温段时间需窄带化控制的第一类低温钢。弹簧钢60si2mn是含硅易脱碳钢,要求总脱碳层深度≤0.8%d(d为直径),为满足脱碳要求,要求较低的钢坯出炉温度,同时需严格控制其高温段加热时间,具体加热工艺见表2。
[0085]
表2钢坯规格(mm)280
×
280
[0086][0087][0088]
履带链轨节钢smnb3h-1,要求总脱碳层深度≤0.3mm,为满足脱碳要求,要求较低的钢坯出炉温度,同时需严格控制其高温段加热时间,具体加热工艺见表3。
[0089]
表3钢坯规格(mm)280
×
280
[0090][0091]
优先级2级的加热工艺
[0092]
出炉目标温度≥1220℃的第一类高温钢。轴承钢gcr15是高碳铬轴承钢,为控制低温加热裂纹风险,工艺要求较低的加热炉低温段(预热段和一加热段)炉温和需要较长的低温加热工艺时间,为满足碳化物带状要求,工艺要求较高的钢坯出炉温度和较长的高温扩散时间,具体加热工艺见表4。
[0093]
表4钢坯规格(mm)280
×
280
[0094][0095]
模具钢h13,为控制低温加热裂纹风险,工艺要求较低的加热炉低温段(预热段和一加热段)炉温和需要较长的低温加热工艺时间,该钢种合金含量高,轧制变形抗力大,为满足轧制工艺要求,需要较高的钢坯出炉温度和较长的高温均热时间,具体加热工艺见表5。
[0096]
表5钢坯规格(mm)280
×
280
[0097][0098][0099]
优先级3级的加热工艺
[0100]
出炉温度≤1180℃且出炉温度需窄带化控制的第二类低温钢。以280方齿轮钢20crmnti为例,要求成品表面布氏硬度hrb179~219。为满足成品表面硬度的要求,要求窄带化控制钢坯出炉温度,具体加热工艺见表6。
[0101]
表6钢坯规格(mm)280
×
280
[0102][0103]
优先级4级的加热工艺
[0104]
出炉目标温度控制在1180~1200℃范围的第二类高温钢。易切削钢44smn28牌号为高含硫钢,钢种特性决定此类钢坯出炉温度需窄带化控制,防止轧制过程中因钢温过低出现爆头或因钢温过高出现打滑,具体加热工艺见表7。
[0105]
表7钢坯规格(mm)280
×
280
[0106][0107]
齿轮钢20mncr5h为第二类高温钢,属含氮钢,具体加热工艺见表8。
[0108]
表8钢坯规格(mm)280
×
280
[0109][0110]
优先级5级的加热工艺
[0111]
出炉温度和高温段时间非窄带化控制的低合金或中高碳结构钢,可以作为高低温钢之间的工艺过渡坯。低合金钢40cr具体加热工艺见表9。
[0112]
表9钢坯规格(mm)280
×
280
[0113][0114]
低合金钢42crmo具体加热工艺见表10。
[0115]
表10钢坯规格(mm)280
×
280
[0116][0117]
优先级6级的加热工艺
[0118]
出炉温度和高温段时间非窄带化控制的低中碳结构钢,可以作为高低温钢之间的工艺过渡坯。低合金钢45、20钢具体加热工艺见表11。
[0119]
表11钢坯规格(mm)280
×
280
[0120][0121]
对比例1
[0122]
钢坯规格、加热炉结构尺寸和轧制规格同以上实施例。
[0123]
装炉顺序见表12。
[0124]
表12
[0125][0126]
注:装炉序号3-8因出钢节奏受后续轴承钢和模具钢在低温段较长工艺时间影响机时产量低。
[0127]
同优先级的(装炉序号10、11、12、13都是优先级2级第一类高温钢)、集中安排装炉,相邻规格(55、50规格)的2级钢qc10、gcr15、h13(装炉序号9、10、11、12)加热时间长的第一类高温钢种集中安排装炉,这样可减少待加热时间,提升加热效率。
[0128]
优先级1级的第一类低温钢装在前(装炉序号2),与优先级2级的gcr15、qc10、h13等低温加热工艺时间长的高温钢相隔48步,不满足大于或等于61步的要求,受后续二级钢低温加热工艺影响,不能按加热工艺要求的节奏快速出钢,且会产生40min左右的待2级钢的低温加热时间,会造成其高温段时间超工艺要求的上限时间130min;优先级2级的gcr15、h13等第一类高温钢装在前,与优先级1级的第一类低温钢(装炉序号14)相隔20步,不满足大于或等于42步的要求,1级钢进入高温段后需按前面二级钢慢节奏出钢,也会造成其高温段时间超工艺要求的上限时间130min。
[0129]
对比例2
[0130]
钢坯规格、加热炉结构尺寸和轧制规格同以上实施例。
[0131]
装炉顺序见表13。
[0132]
表13
[0133][0134][0135]
注:装炉序号3-8因出钢节奏受后续轴承钢和模具钢在低温段较长工艺时间影响机时产量低;装炉序号11改规格停机时间33min。
[0136]
同优先级的(装炉序号10、11、12、13都是优先级2级第二类高温钢)、集中安排装炉,相邻规格(55、50规格)的2级钢gcr15、qc10、h13(装炉序号9、10、11、12)加热时间长的第一类高温钢种集中安排装炉,这样可减少待加热时间,提升加热效率。
[0137]
优先级1级的第一类低温钢装在前(装炉序号2),为保证其能按加热工艺要求的节奏快速出炉,要求装炉序号为2、3、4、5、6、7、8、9的每个钢种之间安排工艺空2步,一共工艺空步14步,则其与优先级2级的gcr15、qc10、h13等低温加热工艺时间长的高温钢相隔62步,满足大于或等于61步的要求,能按加热工艺要求的节奏快速出钢;优先级2级的gcr15、h13等第一类高温钢装在前,与优先级1级的第一类低温钢(装炉序号14)相隔20步,不满足大于或等于42步的要求,为保证其高温段时间不超工艺要求的上限时间,安排装炉序号13的40cr适当工艺空步15步左右。
[0138]
比较实施例和对比例1、2的各个试验例
[0139]
实施例中装炉序号2为试验例1,实施例中装炉序号3为试验例2,实施例中装炉顺序9为试验例3,实施例中装炉序号10为试验例4,实施例中装炉序号14为试验例5,实施例中装炉序号16为试验例6;对比例1中的装炉需要2为试验例7,对比例1中的装炉序号8为试验例8,对比例1中的装炉序号9为试验例9,对比例1中的装炉序号13为试验例10,对比例1中的装炉序号14为试验例11,对比例2中的装炉序号2为试验例12,对比例2中的装炉序号8为试验例13,对比例2中的装炉序号9为试验例14,对比例2中的装炉序号13为试验例15,对比例2中的装炉序号14为试验例16;结果见表14。
[0140]
表14
[0141]
[0142][0143]
从表14结果来看,采用本发明的钢坯高低温交替入炉减空步的加热炉加热方法来装炉,能满足加热优先级1级的第一类低温钢的高温段时间的窄带化控制标准,按对比例1的方法,加热优先级1级钢高温段时间则会超出工艺规定的上限时间标准,造成60si2mn脱碳比超过要求的技术标准0.8%、smnb3h-1的脱碳层厚度超过要求的技术标准0.3mm;按对比例2的方法,加热优先级1级钢高温段时间虽然也能满足工艺规定的上限时间标准,但会增加不少工艺空步,显著降低加热炉加热能力,且增加煤气单耗10%以上。
[0144]
综上所述,本发明的钢坯高低温交替入炉减空步的加热炉加热方法,能够减少加热炉炉内钢坯之间的工艺空步,实现特殊钢加热炉钢坯加热质量优质、生产能力高效、能耗降低的目标。
[0145]
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1