一种钻石磨抛机的制作方法
1.本发明涉及钻石磨抛技术领域,特别涉及一种钻石磨抛机。
背景技术:
2.水钻的用途非常广泛,可以用作饰品、服装、鞋帽的配饰,水钻磨抛机是一种对水钻珠坯进行磨削和抛光的设备。
3.传统的水钻磨抛机每一个工位之间都需要人工用手装卸夹具,效率很低,随着科技的发展又出现了采用机械手夹持夹具的全自动水钻磨抛机,现有的全自动水钻磨抛机将用于对水钻珠坯进行磨削及抛光处理的磨轮及抛光轮分别设置成扇形结构,并统一拼凑在同一个圆环体上,通过对水钻珠坯进行回转式的多个面进行磨抛,形成具有一定亮度的水钻,但是,至少存在以下缺陷:1、对于不同规格或不同形状的水钻加工存在局限性;2、由于夹持有珠坯的夹具为直条结构,这样夹具的尺寸不能够设计成很长,故此一个夹具上同时能够夹持的珠坯颗数少,即,使得上述的水钻磨抛机在同一循环作业时其所能够加工的水钻数量少,产量低,自动化水平不高。
技术实现要素:
4.本发明的目的:为了克服现有技术的缺陷,本发明提供了一种钻石磨抛机,采用自动化加工,既增加了工作效率,又降低了人工成本,并且可以调节夹具的摆动角度以及夹具的高度,使得该设备适用于不同规格和不同形状的水钻进行加工。
5.本发明公开涉及一种钻石磨抛机,包括机架,其特征在于:所述机架上设有第一磨抛生产线和第二磨抛生产线,还包括有用于驱动夹具在第一磨抛生产线和第二磨抛生产线移送的夹具移送装置,第一磨抛生产线的初始位置为a点、第一磨抛生产线的结束位置为b点、第二磨抛生产线的初始位置为c点、第二磨抛生产线的结束位置为d点,a点与d点相对设置,b点与c点相对设置,形成一个框形流水线,a点和c点上均设有用于给夹具上胶粉的上粉工位,b点和d点上均设有用于将打磨好的水钻珠胚下料的下料工位,各上粉工位上均设有用于存储胶粉的胶粉盒以及用于驱动胶粉盒升降的胶粉盒驱动组件,各下料工位上均设有出料盒、转动设置在出料盒上的刷辊、驱动刷辊转动的刷辊驱动件以及驱动出料盒升降的出料盒驱动组件,还包括有用于将d点的夹具平转到a点的第一平转装置以及将b点的夹具平转到c点的第二平转装置,a点和b点之间设有用于打磨水钻珠胚的第一磨抛工位,第一磨抛工位与a点之间还设有用于水钻珠胚上料的上料工位,上料工位上设有用于水钻珠胚上料的上料装置,第一磨抛工位和b点之间设有第一换向工位,c点和d点之间设有用于打磨水钻珠胚的第二磨抛工位,第二磨抛工位和c点之间设有第二换向工位,第一换向工位和第二换向工位之间设有用于将第一换向工位的夹具翻转换向至第二换向工位的换向装置,第一磨抛工位和第二磨抛工位上均设有用于给水钻珠胚打磨的磨抛装置,各磨抛装置均包括用于装配夹具的第一夹具座、驱动第一夹具座升降的第一夹具座驱动件、沿x轴周向摆动设置在第一夹具座上用于装配夹具的摆块、驱动摆块摆动的摆块驱动件、沿y轴方向滑动设置在
机架上的磨抛座、驱动磨抛座滑动的磨抛座驱动件、直接或间接设于磨抛座上的打磨件以及设于磨抛座上用于驱动打磨件工作的打磨驱动件,还包括有用于给第一换向工位上的夹具加热的加热装置。
6.本发明的再进一步设置:摆块驱动件的输出端上设有与其同步转动的主动齿轮,摆块上设有与主动齿轮啮合的从动齿轮,所述摆块上位于从动齿轮的至少一侧设有刹车件以及驱动刹车件与从动齿轮相抵的刹车驱动件,刹车件可与从动齿轮相抵实现抱紧。
7.本发明的再进一步设置:换向装置包括换向架、支撑轴以及驱动支撑轴转动的支撑轴驱动件,换向架上位于第一换向工位位置一上一下设有两个相对设置用于装配夹具的第二夹具座,加热装置包括有加热棒以及驱动加热棒活动至第二夹具座位置的加热棒驱动件,其中至少一个第二夹具座可朝向另一个第二夹具座升降,换向架上还设有用于驱动第二夹具座升降的第二夹具座驱动件,换向架贯通设置有装配通道,支撑轴包括分体设置的两个轴体,两个轴体分别插设在装配通道的两端形成支撑结构,促使换向架悬空设置,两个轴体均中空设置形成穿线孔,换向架上位于装配通道的中部设有出线孔,出线孔位于两个轴体之间并与穿线孔导通设置,两个轴体经螺栓与换向架锁定,还包括有阻挡块和阻挡槽,阻挡块和阻挡槽两者其中一个位于轴体上,另一位于换向架上,阻挡块与阻挡槽相对的两侧壁相抵,限制轴体相对换向架转动。
8.本发明的进一步设置:夹具移送装置包括沿x轴方向设置的滑轨、驱动夹具在滑轨上滑动的摆动拨叉臂、驱动摆动拨叉臂沿x轴方向滑动的第一拨叉臂驱动组件以及驱动摆动拨叉臂摆动的第二拨叉臂驱动组件,摆块和第二夹具座上均设有用于装配夹具并与滑轨衔接的装配通槽,还包括有沿x轴方向滑动设置在机架上的拨叉臂安装架,第一拨叉臂驱动组件包括用于驱动拨叉臂安装架沿x轴方向滑动的第一拨叉臂驱动件以及设于拨叉臂安装架上的从动齿条,第一拨叉臂驱动件上设有传动齿轮,传动齿轮与从动齿条相啮合,并可带动从动齿条沿x轴往复滑动,第二拨叉臂驱动组件包括转动设置在拨叉臂安装架上的转轴以及驱动转轴转动的第二拨叉臂驱动件,第二拨叉臂驱动件的输出轴沿竖直方向设置,且第二拨叉臂驱动件的输出轴上还设有沿竖直方向设置的传动齿条,转轴上设有与传动齿条啮合的联动齿轮,转轴与联动齿轮同步转动。
9.本发明的再进一步设置:所述上料装置包括设于机架上用于存储水钻珠胚的储胚仓、升降设置在储胚仓内的上料条以及驱动上料条升降的上料条驱动件,储胚仓顶部呈开口设置,上料条顶部设有供水钻珠胚部分进入的定位槽。
10.本发明的再进一步设置:第一平转装置和第二平转装置均包括有设于机架上的平转座和驱动平转座转动的平转座驱动组件,平转座上设有用于装配夹具的第三夹具座,第三夹具座上亦设有装配通槽,第三夹具座上设有用于将夹具夹持在装配通槽上的夹持装置,夹持装置包括两个夹持结构并分别位于装配通槽的两端,各夹持结构均包括设置在转动设置在对应第三夹具座上的夹板以及驱动夹板转动夹持的夹持驱动件,夹板包括夹持端和传动端,传动端外侧面沿圆周方向间隔设置有若干锯齿,各锯齿配合形成齿盘,夹持驱动件输出端上一体或连接有伸缩齿条,伸缩齿条与齿盘相啮合,以使夹持端靠近或远离装配通槽。
11.本发明的进一步设置:还包括有密封设置并用于灌油的油箱,平转座驱动组件包括位于油箱外的平转驱动件以及位于油箱内的齿轮组,还包括有用于驱动齿轮组转动的第
一传动轴以及驱动平转座转动的第二传动轴,第一传动轴一端位于油箱外与平转驱动件输出端联动配合,另一端位于油箱内与齿轮组输入端联动配合,第二传动轴一端位于油箱外与平转座联动配合,另一端位于油箱内与齿轮组输出端联动配合。
12.本发明的再进一步设置:各磨抛座上沿x轴方向滑动设有用于安装打磨件的打磨件安装架以及驱动打磨件安装架滑动的安装架驱动件,打磨件与打磨驱动件输出端经皮带联动配合。
13.本发明的再进一步设置:所述储胚仓内还设有用于给夹具加热的加热管,加热管沿x轴方向设置并可同储胚仓上升至夹具位置。
14.本发明的进一步设置:各磨抛工位上均设有两组磨抛装置,各磨抛工位其中至少一组磨抛装置的打磨件包括有沿y轴方向依次设置的磨削件和抛光件。
15.综上所述本发明的具体有益效果是:1、采用框形流水线操作,可以实现全自动话操作,并且工作效率也比较高,人工成本也比较低;2、可以调节夹具的摆动角度以及夹具的高度,使得该设备适用于不同规格和不同形状的水钻进行加工;3、采用刹车件与从动齿轮抱紧,可以使其在使用的时候更加稳定,并且可以减少摆块转动复位力作用到主动齿轮上,从而延长摆块驱动件的使用寿命;4、换向架采用两个分体式轴体进行支撑,可以便于其安装,并且轴体的穿线孔与出线孔导通,可以便于走线;5、通过阻挡块和阻挡槽配合可以防止换向架转动时扭转力全部作用到螺栓上,从而防止螺栓扭断卡在换向架上;6、传动齿条沿竖直方向设置并且通过联动齿轮带动转轴进行转动,使得联动齿轮的此时,联动齿轮因重力复位会产生复位力,再通过传动齿条将力作用到第二拨叉臂驱动件的输出端上,使得第二拨叉臂驱动件的输出端受力的时候只会受到其轴向上的力,使得第二拨叉臂驱动件在使用的时候寿命更长。
附图说明
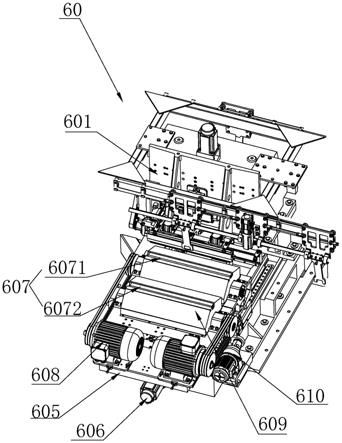
16.图1为本发明整体结构示意图;图2为本发明整体结构示意图;图3为本发明磨抛装置结构示意图;图4为本发明磨抛装置部分结构示意图;图5为本发明第一平转装置结构结构示意图;图6为本发明夹持装置结构示意图;图7为本发明刹车件与从动齿轮等部件配合图;图8为本发明加热装置结构示意图;图9为图4局部a放大图;图10为本发明换向装置结构示意图;图11为本发明齿轮组结构示意图;图12为图10局部b放大图;图13为本发明换向架结构示意图;图14为本发明支撑轴结构示意图;图15为图1局部v放大图;图16为本发明第二拨叉臂驱动组件结构示意图;
图17为图1局部d放大图;图18为本发明第一拨叉臂驱动组件结构示意图;图19为本发明上料装置结构示意图;图20为本发明上料装置部分结构示意图。
具体实施方式
17.以下结合附图对本发明的具体实施方式详细说明:在本发明的描述中,需要理解的是,术语“上”、“下”、“底”、“顶”、“前”、“后”、“内”、“外”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,本文所涉及的驱动件均可以是采用电机、电缸或者气缸等驱动源,具体安装方式属于本领域技术人员公知常识本文就不作详细介绍了,图1中箭头x方向为x轴方向,箭头y方向为y轴方向。
18.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“联接”、“连通”、“相连”、“连接”应做广义理解,例如,可以是固定连接,一体地连接,也可以是可拆卸连接;可以是两个元件内部的连通;可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
19.本发明公开涉及一种钻石磨抛机,包括机架1,本发明实施案例中,所述机架1上设有第一磨抛生产线和第二磨抛生产线,还包括有用于驱动夹具2在第一磨抛生产线和第二磨抛生产线移送的夹具移送装置3,第一磨抛生产线的初始位置为a点、第一磨抛生产线的结束位置为b点、第二磨抛生产线的初始位置为c点、第二磨抛生产线的结束位置为d点,a点与d点相对设置,b点与c点相对设置,形成一个框形流水线,a点和c点上均设有用于给夹具2上胶粉的上粉工位4,b点和d点上均设有用于将打磨好的水钻珠胚下料的下料工位5,各上粉工位4上均设有用于存储胶粉的胶粉盒41以及用于驱动胶粉盒41升降的胶粉盒驱动组件42(胶粉盒驱动组件42可以是采用电机、电缸或气缸等动力源,然后通过升降架带动胶粉盒41升降,或者直接带动胶粉盒41升降,具体控制以及安装方式属于本领域技术人员公知常识,本文就不做详细具体介绍了),各下料工位5上均设有出料盒51、转动设置在出料盒51上的刷辊52、驱动刷辊52转动的刷辊驱动件53以及驱动出料盒51升降的出料盒驱动组件54(出料盒驱动组件54可以是采用电机、电缸或气缸等动力源,然后通过升降架带动出料盒51升降,或者直接带动出料盒51升降,具体控制以及安装方式属于本领域技术人员公知常识,本文就不做详细具体介绍了),还包括有用于将d点的夹具平转到a点的第一平转装置6以及将b点的夹具2平转到c点的第二平转装置7,a点和b点之间设有用于打磨水钻珠胚的第一磨抛工位8,第一磨抛工位8与a点之间还设有用于水钻珠胚上料的上料工位9,上料工位9上设有用于水钻珠胚上料的上料装置10,第一磨抛工位8和b点之间设有第一换向工位20,c点和d点之间设有用于打磨水钻珠胚的第二磨抛工位30,第二磨抛工位30和c点之间设有第二换向工位40,第一换向工位20和第二换向工位40之间设有用于将第一换向工位20的夹具2翻转换向至第二换向工位40的换向装置50,第一磨抛工位8和第二磨抛工位30上均设有用于给水钻珠胚打磨的磨抛装置60,各磨抛装置60均包括用于装配夹具2的第一夹具座601、驱动第一夹具座601升降的第一夹具座驱动件602、沿x轴周向摆动设置在第一夹具座601上用
于装配夹具2的摆块603、驱动摆块603摆动的摆块驱动件604、沿y轴方向滑动设置在机架1上的磨抛座605、驱动磨抛座605滑动的磨抛座驱动件606、直接或间接设于磨抛座605上的打磨件607以及设于磨抛座605上用于驱动打磨件607工作的打磨驱动件608,摆块驱动件604可以调整第一夹具座601的高度,摆块驱动件604可以调整摆块603摆动的角度,从而间接的调节夹具2的高度和角度,使得该产品适用于不同规格和不同形状的水钻珠胚,换向装置50可以将第一磨抛生产线上的夹具2翻转至第二磨抛生产线上,在翻转的同时可以翻转水钻珠胚的方向,使其在第一磨抛生产线未加工的位置可以在第二磨抛生产线上进行加工,还包括有用于给第一换向工位20上的夹具2加热的加热装置70,加热装置70可以与给第一换向工位20上的夹具2进行加热,可以软化黏胶和融化胶粉。
20.采用上述技术方案其具体有益效果为:先在框形流水线上装好若干个夹具2(夹具2包括夹具针、驱动夹具针转动的蜗轮、蜗杆,第一夹具座601上设有用于驱动蜗杆转动的驱动组件,具体结构属于本领域技术人员公知常识,并且也不是本发明保护的重点,本文就不做一一详细介绍了),通过夹具移送装置3将夹具2在对应磨抛生产线上沿x轴方向进行移送,当夹具2通过第一换向工位20的时候,加热装置70给第一夹具2上的夹具针加热,然后通过夹具移送装置3将夹具2移送至b点的下料工位5上,然后通过第二平转装置7将夹具2转动至c点的上粉工位4上,然后再通过夹具移送装置3将夹具移送至d点位置,第一平转装置6带动夹具2转动至a点位置,a点位置的胶粉盒驱动组件42带动对应的胶粉盒41上升,使得夹具2上的夹具针粘上胶粉(当然也可以是a点位置不粘胶粉,然后在c点位置粘上胶粉,原理同上),此时,夹具针因热能将胶粉融化形成黏胶,进一步,a点位置的胶粉盒41复位,夹具移送装置3将夹具2移送至上料工位9,上料装置10将水钻珠胚递送至夹具针位置,然后夹具针上的黏胶对水钻珠胚进行粘附,黏胶冷却后会形成固定,然后通过夹具移送装置3将夹具2移送至第一磨抛工位8,并装配在摆块603上,进一步的,调节摆块603和磨抛座605的位置,使得打磨件607与水钻珠胚相抵,然后通过打磨驱动件608驱动打磨件607工作进行打磨或抛光,第一磨抛工位磨抛完毕后,夹具移送装置3将夹具2移送至第一换向工位20上,然后通过换向装置50对水钻珠胚进行换向,并翻转至第二磨抛生产线上,进一步的,夹具移送装置3将夹具2移送至第二磨抛工位30上继续磨抛,最后,夹具移送装置3将夹具2移送至d点位置,然后d点位置的出料盒驱动组件54带动出料盒51活动至夹具2下方,然后刷辊52与夹具2抵触,在通过刷辊驱动件53带动刷辊52转动将加工完毕的水钻刷下,当然也可以是通过b点位置进行下料。
21.摆块驱动件604的输出端上设有与其同步转动的主动齿轮6041,摆块603上设有与主动齿轮6041啮合的从动齿轮6031,所述摆块603上位于从动齿轮6031的至少一侧设有刹车件80以及驱动刹车件80与从动齿轮6031相抵的刹车驱动件90,刹车件80可与从动齿轮6031相抵实现抱紧。
22.采用上述技术方案其具体有益效果为:摆块驱动件604带动主动齿轮6041转动的时候会带动从动齿轮6031一起转动,从而可以带动摆块603进行摆动,实现夹具2的角度调节,调节完毕后通过主动齿轮6041和从动齿轮6031啮合可以防止其自行转动,并且通过刹车驱动件90可以驱动刹车件80伸出与从动齿轮6031相抵,从而进一步的防止从动齿轮6031转动,并且还可以增加摆块驱动件604的使用寿命。
23.换向装置50包括换向架501、支撑轴502以及驱动支撑轴502转动的支撑轴驱动件
503,换向架501上位于第一换向工位20位置一上一下设有两个相对设置用于装配夹具2的第二夹具座504,使用的时候,c点位置的夹具2通过胶粉盒41与胶粉盒驱动组件42配合粘上胶粉,然后支撑轴驱动件503带动支撑轴502转动,将第二夹具座504转动至第二换向工位40上,此时,两个第二夹具座504进行位置互换(即位于下方的第二夹具座504变换至位于上方,位于上方的第二夹具座504变换至位于下方),进一步的,夹具移送装置3将夹具2移送至第二换向工位40上,并位于上方的第二夹具座504上,然后再通过换向架501转动将第二夹具座504翻转复位至第一换向工位20,此时,粘有胶粉的第二夹具座504翻转变成位于下方的第二夹具座504,等待第一磨抛工位8上的夹具2的水钻珠胚部分打磨完毕后,夹具移送装置3将第一磨抛工位8上的夹具2移送至第一换向工位20上,并位于上方的第二夹具座504上,因加热装置70包括有加热棒701以及驱动加热棒701活动至第二夹具座504位置的加热棒驱动件702(加热棒701可以从市场上直接购买本文就不做详细具体介绍了,加热棒驱动件702设有两个,其中一个用于驱动加热棒701沿y轴方向滑移,另一个用于驱动加热棒701升降),然后加热棒驱动件702驱动加热棒701活动至第二夹具座504位置,加热棒701对第一换向工位20上位于下方的第二夹具座504上的夹具2进行加热,使得夹具2上的胶粉融化形成黏胶,其中至少一个第二夹具座504可朝向另一个第二夹具座504升降,换向架501上还设有第二夹具座驱动件505,第二夹具座驱动件505驱动其中至少一个第二夹具座504滑移,使得位于下方第二夹具座504上的夹具2与水钻珠胚黏合,然后加热棒701活动至位于上方第二夹具座504上的夹具2位置,对该夹具2进行加热使得黏胶融化,等待位于下方第二夹具座504上的夹具2其黏胶冷却固定,加热棒701复位,位于上方第二夹具座504上的夹具2经夹具移送装置3移送至b点的下料工位5上,然后b点的刷辊52对夹具2进行清洁处理,并通过第二平转装置7转到c点位置,进一步通过胶粉盒41和胶粉盒驱动组件42进行上粉,同时,换向架501转动至第二换向工位40上,此时,第一换向工位20上原位于下方的第二夹具座504翻转至上方,然后通过夹具移送装置3移送至第二磨抛工位30,同时,c点上粉工位4上的夹具2会进入到第二夹具座504上,然后再通过换向架501转动复位至第一换向工位20上,并继续位于下方的第二夹具座504上,以便于下一组夹具2上水钻珠胚位置的调换。
24.换向架501贯通设置有装配通道5011,支撑轴502包括分体设置的两个轴体5021,两个轴体5021分别插设在装配通道5011的两端形成支撑结构,两个轴体5021均中空设置形成穿线孔5022,换向架501上位于装配通道5011的中部设有出线孔5012,出线孔5012位于两个轴体5021之间并与穿线孔5022导通设置,两个轴体5021经螺栓与换向架501锁定,还包括有阻挡块506和阻挡槽507,阻挡块506和阻挡槽507两者其中一个位于轴体5021上,另一位于换向架501上,阻挡块506与阻挡槽507相对的两侧壁相抵,限制轴体5021相对换向架501转动,两个轴体5021将换向架501悬空使换向架501具有转动的避让空间,并且通过两个轴体5021配合支撑使其在支撑的时候更加稳定不易偏斜,支撑轴驱动件503驱动其中一个轴体5021转动的时候,因轴体5021与换向架501锁定,所以会带动换向架501一起转动,并且换向架501上需要装配一些电磁阀、传感器气缸等部件,采用分段式的两个轴体5021,使得导电线和气管可以从,穿线孔5022朝外的一侧进入,再从出线孔5012穿出,避免了单个支撑轴长度过长的情况发生,使其在铺线的时候更加方便,通过阻挡块506和阻挡槽507配合可以防止换向架501转动时扭转力全部作用到螺栓上,从而防止螺栓扭断卡在换向架501上。
25.夹具移送装置3包括沿x轴方向设置的滑轨31、驱动夹具2在滑轨31上滑动的摆动
拨叉臂32、驱动摆动拨叉臂32沿x轴方向滑动的第一拨叉臂驱动组件33以及驱动摆动拨叉臂32摆动的第二拨叉臂驱动组件34(摆动拨叉臂32与夹具2可以是通过限位槽和限位块配合实现摆动拨叉臂32带动夹具2沿x轴方向滑移,具体结构属于本领域技术人员公知常识本文就不做详细具体介绍了),摆块603和第二夹具座504上均设有用于装配夹具2并与滑轨31衔接的装配通槽100,最优选滑轨31采用多段式拼接,每个装配通槽100位于其中两段滑轨31之间并与其衔接,从而便于夹具2移送,还包括有沿x轴方向滑动设置在机架1上的拨叉臂安装架35,第一拨叉臂驱动组件33包括用于驱动拨叉臂安装架35沿x轴方向滑动的第一拨叉臂驱动件331以及设于拨叉臂安装架35上的从动齿条332,第一拨叉臂驱动件331上设有传动齿轮333,传动齿轮333与从动齿条332相啮合,并可带动从动齿条332沿x轴往复滑动,第二拨叉臂驱动组件34包括转动设置在拨叉臂安装架35上的转轴341以及驱动转轴341转动的第二拨叉臂驱动件342(第二拨叉臂驱动件342最优选采用气缓冲气缸,避免或减轻了活塞对缸盖的撞击,达到了缓冲的目的),第二拨叉臂驱动件342的输出轴沿竖直方向设置,且第二拨叉臂驱动件342的输出轴上还设有沿竖直方向设置的传动齿条343,转轴341上设有与传动齿条343啮合的联动齿轮344,转轴341与联动齿轮344同步转动。
26.采用上述技术方案其具体有益效果为:拨叉臂安装架35可以便于转轴341进行安装,并且通过拨叉臂安装架35整体滑移可以便于带动摆动拨叉臂32沿x轴方向滑移,转轴341转动的时候可以将摆动拨叉臂32转动至与夹具2配合,使其在使用的时候更加稳定,在需要驱动转轴341转动的时候,只需要通过第二拨叉臂驱动件342输出轴带动传动齿条343伸缩即可带动联动齿轮344转动,从而带动转轴341进行转动,从而实现摆动拨叉臂32位置的调节,转轴341带动摆动拨叉臂32转动的时候,因摆动拨叉臂32的重力会给转轴341一个转动复位的力,然后通过联动齿轮344和传动齿条343的啮合会限制转轴341自行转动,并且联动齿轮344给予传动齿条343的复位力不会偏斜,再通过传动齿条343将力作用到第二拨叉臂驱动件342的输出轴上,使得第二拨叉臂驱动件342输出轴受力的时候只会受到其轴向上的力,使得驱动件在使用的时候寿命更长。
27.所述上料装置10包括设于机架1上用于存储水钻珠胚的储胚仓101、升降设置在储胚仓101内的上料条102以及驱动上料条102升降的上料条驱动件103,储胚仓101顶部呈开口设置,上料条102顶部设有供水钻珠胚部分进入的定位槽(定位槽图中未示出)。
28.采用上述技术方案其具体有益效果为:储胚仓101可以用于存储水钻珠胚,然后位于储胚仓101的水钻珠胚可以部分进入到定位槽内,然后上料条驱动件103带动上料条102上升的时候会带动水钻珠胚一同上升,定位槽可以减少其掉落,使其在上料的时候更加稳定,最优选通过一升降板带动上料条102升降,上料板还可以与封堵在上料板与储胚仓101的衔接处,防止水钻珠胚从衔接处掉落,储胚仓101顶部呈开口设置可以便于水钻珠胚对接。
29.第一平转装置6和第二平转装置7均包括有设于机架1上的平转座2001和驱动平转座2001转动的平转座驱动组件2002,平转座2001转动可以便于b点位置的夹具2转动至c点,d点位置的夹具2转动至a点,平转座2001上设有用于装配夹具2的第三夹具座2003,第三夹具座2003上亦设有装配通槽100,可以便于第三夹具座2003上的夹具2与滑轨31衔接,第三夹具座2003上设有用于将夹具2夹持在装配通槽100上的夹持装置204,夹持装置204包括两个夹持结构并分别位于装配通槽100的两端,各夹持结构均包括设置在转动设置在对应第
三夹具座2003上的夹板2041以及驱动夹板2041转动夹持的夹持驱动件2042,夹板2041包括夹持端20411和传动端20412,传动端20412外侧面沿圆周方向间隔设置有若干锯齿,各锯齿配合形成齿盘,夹持驱动件2042输出端上一体或连接有伸缩齿条20421,伸缩齿条20421与齿盘相啮合,以使夹持端20411靠近或远离装配通槽100。
30.采用上述技术方案其具体有益效果为:夹持装置204可以将夹具2的两端进行夹持,从而防止夹具侧滑,使其在使用的时候更加稳定,并且夹持的时候具有位置校正的效果,进一步防止夹具偏移。
31.还包括有密封设置并用于灌油的油箱300,平转座驱动组件2002包括位于油箱外的平转驱动件20021以及位于油箱内的齿轮组20022(齿轮组20022包括传动齿轮、减速轮组和输出齿轮,传动齿轮套设在第一传动轴上并位于油箱300内,第一传动轴位于油箱300外的部分套设有与其同步转动的从动齿轮,平转驱动件20021的输出轴上套设有主动齿轮,主动齿轮与从动齿轮联动配合,输出齿轮套设在第二传动轴上并与其同步转动,传动齿轮经减速轮组与输出齿轮联动配合,传动齿轮、输出齿轮均采用斜齿轮,并且减速轮组中与传动齿轮和输出齿轮配合的齿轮亦为斜齿轮),还包括有用于驱动齿轮组20022转动的第一传动轴以及驱动平转座2001转动的第二传动轴,第一传动轴一端位于油箱外与平转驱动件20021输出端联动配合,另一端位于油箱内与齿轮组20022输入端联动配合,第二传动轴一端位于油箱外与平转座2001联动配合,另一端位于油箱内与齿轮组20022输出端联动配合。
32.采用上述技术方案其具体有益效果为:可以使得齿轮组20022浸泡在油箱300内,然后通过油浸泡可以减少噪音并增加润滑度,从而增加该产品的使用寿命,并且采用第一传动轴位于油箱300外的部分与平转驱动件20021联动,可以使其在维修的时候更加方便。
33.各磨抛座605上沿x轴方向滑动设有用于安装打磨件607的打磨件安装架609以及驱动打磨件安装架609滑动的安装架驱动件610,打磨件607与打磨驱动件608输出端经皮带联动配合。
34.采用上述技术方案其具体有益效果为:安装架驱动件610可以驱动打磨件安装架609沿x轴方向进行往复运动,从而可以避免打磨件607外表面产生凹槽,从而提高打磨件607的使用寿命,打磨的时候效果也更好,安装架驱动件610最优选采用电机,然后通过偏心摇杆机构带动打磨件安装架609往复滑移。
35.所述储胚仓101内还设有用于给夹具2加热的加热管1011,加热管1011沿x轴方向设置并可同储胚仓101上升至夹具2位置。
36.采用上述技术方案其具体有益效果为:当夹具2上的热量不足以融化胶粉的时候,通过加热管1011可以给夹具2加热,然后使得胶粉融化将水钻珠胚黏住。
37.各磨抛工位上均设有两组磨抛装置60,各磨抛工位其中至少一组磨抛装置60的打磨件607包括有沿y轴方向依次设置的磨削件6071和抛光件6072。
38.采用上述技术方案其具体有益效果为:可以在磨削件6071打磨后驱动抛光件6072靠近夹具2,然后通过抛光件进行抛光,可以节省一个抛光工位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1