一种铝型材在线淬火装置的制作方法
1.本实用新型属于铝型材在线淬火领域,涉及一种铝型材在线淬火装置。
背景技术:
2.市场大规格大米重型材少,淬火设备淬火方式单一,针对米重大小不同,上下左右四个方向上壁厚不同的型材无法选择适合的淬火方式导致型材淬火后弯曲较大。上下左右四个方向水量不可调控,且四个方向水管路均为单一管路在同一侧的水量不可调节,沿挤出方向前后采用同一水管路水量相同造成前端淬火效果不好,后段水量较大造成浪费。沿挤压机方向上下左右四个方向上的风量水量相同,当对壁厚不均的型材淬火时型材淬火后形变较大。风嘴及喷嘴距离型材表面相对固定不能根据型材外形变换调整,影响型材淬火性能。停机换棒时风量水量无暂停,造成同一型材前后性能存在差异。牵引机无法靠近挤压机,需人工辅助牵引较长距离。设备整体结构繁琐重量较大。各个部分动作不连贯,无法自动化控制。穿水淬火时后部辊面同型材下表面高度差较大损伤型材。
技术实现要素:
3.有鉴于此,本实用新型的目的在于提供一种铝型材在线淬火装置,将风冷、喷雾、喷淋、穿水淬火方式集成到一起,以便适应不同米重大小、不同截面形状型材。
4.为达到上述目的,本实用新型提供如下技术方案:一种铝型材在线淬火装置,设置在基础预埋板上,其特征在于:包括框架,以及在框架上沿型材挤压方向依次设置的导正装置、前段淬火装置以及后段淬火装置;
5.前段淬火装置包括可升降的前段上部组件以及设置在导正装置之后型材挤出方向的下方的前段下部组件;后端淬火装置包括设置在前段淬火装置后端的后段上部组装以及设置在后段上部组装下方的后段下部组装,该后段下部组装为可摆动结构。
6.可选的,前段上部组件设置在导正装置之后型材挤出方向的上方,将前段风冷及水冷相关管路及分段集成到上部组件中。
7.可选的,前段上部组件的外部还配备可升降挡水罩,防止使用水冷时水花外溅。
8.可选的,前段下部组件设置在导正装置之后型材挤出方向的下方,主要集成前段下部的风冷、喷雾、喷淋及穿水模式时穿水槽的支撑、水冷模式下水的回收,挤出不同规格型材时调整辊面高度。
9.可选的,前段淬火装置中的喷淋在沿着挤压方向又分为三段供水组,且三段供水组的喷淋水量依次减小。
10.可选的,前段淬火装置还包括设置在框架上的第一前段侧风机组件与前段上风机组件,以及设置在预埋基础之上的前段下风机组件与第二前段侧风机组件;第一前段侧风机组件、前段上风机组件与第二前段侧风机组件均连接到前段上部组件上进行供风,前段下风机组件连接到前段下部组件上进行供风。
11.可选的,前段上部组件的两侧且固定在框架组件上有风刀装置,该风刀装置随前
段上部组件升降,水冷淬火及穿水淬火时防止淬火后的水沿型材流动流向挤压机,防止型材表面形成水渍。
12.可选的,后段上部组装设置在前段水冷淬火段的后端上方,升降结构形式同前段上部组件相同。
13.可选的,后端淬火装置还包括固定在预埋基础之上的后段下风机组件以及设置在框架上的后段上风机组件,后段下风机组件与后段上风机组件分别连接到后段上部组装与后段下部组件上供风。
14.可选的,基础预埋板上设置有气动管路组装、排水泵组件、第一供水组、第二供水组、第三供水组;基础预埋板上的基础坑内设置有可升降穿水槽组件,可升降穿水槽组件内部设置高压喷嘴用于搅拌水流。
15.本实用新型的有益效果在于:本实用新型一种铝型材在线淬火装置,风冷分前后两段,每段均分上下左右四个方向并配有变频风机调节风量。前段风冷包含喷淋喷雾淬火,喷淋淬火沿挤压方向分三段,每段总体水量可单独控制,每段又分成14路环型材布置,每路流量均可单独开关调控,更能适应异形型材的淬火。喷雾淬火不分段,共分8路环型材布置,每路流量均可单独控制。当挤压机停机时,风冷水冷淬火可沿挤压方向分段停止,防止同一型材前后段因淬火时间长短不同出现性能差异。上部风箱(包含水冷喷嘴)设计成可升降结构形式,允许牵引机靠近挤压机牵引同时可调整上风箱风嘴及喷嘴距离型材表面的距离,确保达到最好的淬火效果。精简结构降低设备整体重量。各个部件极限位置增加检测信号,提高设备自动化程度,减少人工干预。后段下部组装设计为可摆动结构减小穿水淬火时形成的高度差。
16.本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
17.为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作优选的详细描述,其中:
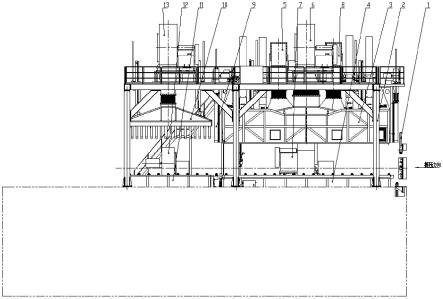
18.图1为本实用新型一种铝型材在线淬火装置的结构总图;
19.图2为图1的左视图;
20.图3为图2的a-a剖视图。
21.附图标记:导正装置1、框架组件2、前段上部组件3、前段下部组件4、第一前段侧风机组件5、前段上风机组件6、前段下风机组件7、第二前段侧风机组件8、风刀装置9、后段上部组装10、后段下部组装11、后段下风机组件12、后段上风机组件13、第一供水组14、第二供水组15、第三供水组16、排水泵组件17、气动管路组装18、可升降穿水槽组件19。
具体实施方式
22.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外
不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本实用新型的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
23.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本实用新型的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
24.本实用新型实施例的附图中相同或相似的标号对应相同或相似的部件;在本实用新型的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本实用新型的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
25.请参阅图1~图3,为一种铝型材在线淬火装置,设置在基础预埋板上,其特征在于:包括框架,以及在框架上沿型材挤压方向依次设置的导正装置1、前段淬火装置以及后段淬火装置;前段淬火装置包括可升降的前段上部组件3以及设置在导正装置1之后型材挤出方向的下方的前段下部组件4;后端淬火装置包括设置在前段淬火装置后端的后段上部组装10以及设置在后段上部组装10下方的后段下部组装11,该后段下部组装11为可摆动结构,前段上部组件3设置在导正装置1之后型材挤出方向的上方,将前段风冷及水冷相关管路及分段集成到上部组件中,前段上部组件3的外部还配备可升降挡水罩,防止使用水冷时水花外溅,前段下部组件4设置在导正装置1之后型材挤出方向的下方,主要集成前段下部的风冷、喷雾、喷淋及穿水模式时穿水槽的支撑、水冷模式下水的回收,挤出不同规格型材时调整辊面高度,前段淬火装置中的喷淋在沿着挤压方向又分为三段供水组,且三段供水组的喷淋水量依次减小,前段淬火装置还包括设置在框架上的第一前段侧风机组件5与前段上风机组件6,以及设置在预埋基础之上的前段下风机组件7与第二前段侧风机组件8;第一前段侧风机组件5、前段上风机组件6与第二前段侧风机组件8均连接到前段上部组件3上进行供风,前段下风机组件7连接到前段下部组件4上进行供风,前段上部组件3的两侧且固定在框架组件2上有风刀装置9,该风刀装置9随前段上部组件3升降,水冷淬火及穿水淬火时防止淬火后的水沿型材流动流向挤压机,防止型材表面形成水渍,后段上部组装10设置在前段水冷淬火段的后端上方,升降结构形式同前段上部组件3相同,后端淬火装置还包括固定在预埋基础之上的后段下风机组件12以及设置在框架上的后段上风机组件13,后段下风机组件12与后段上风机组件13分别连接到后段上部组装10与后段下部组件11上供风。
26.在本实施例中,第一供水组14、第二供水组15以及第三供水组16分别设置在水泵之内,固定在基础预埋板之上,并分别为前、中、后段喷淋及喷雾供水。
27.在本实施例中,排水泵组件17,设置在水泵间之内,固定在基础预埋板之上,将热水池水循环至冷却塔冷却。
28.在本实施例中,气动管路组装18设置在框架组件2及水泵间内,为各个气动阀门,气缸等执行元件提供气源,为水冷模式切换为风冷模式时的水管路进行反吹。
29.在本实施例中,可升降穿水槽组件19设置在基础坑之内,型材穿水淬火(中段喷淋泵供水)时使用,内部设置高压喷嘴用于搅拌水流,提升淬火效果。不使用时可降至基础之下,节省空间。
30.本实用新型在使用时:首先选择型材的淬火方式(风冷、喷雾、喷淋、穿水)。
31.喷淋/喷雾淬火方式—型材挤出—出口导正装置1进给—牵引机靠近牵引—牵出前段淬火区域
‑‑
前风刀下降并启动
‑‑
前段上风箱及防水罩下降—后风刀下降并启动—喷淋、喷雾淬火启动—牵引出后部风冷—后部上风箱下降上下风机启动;
32.风冷淬火方式—型材挤出—出口导正装置1进给—牵引机靠近牵引—牵出前段淬火区域
‑‑
前风刀下降并启动
‑‑
前段上风箱下降上下左右风机启动
‑‑
后风刀下降并启动—牵引出后部风冷—后部上风箱下降上下风机启动;
33.穿水淬火方式—前段下部组件4下降
‑‑
穿水槽移动就位—型材挤出—出口导正装置1进给—人工辅助引料
‑‑
前后风刀下降并启动
‑‑
牵引机靠近牵引—后风刀下降并启动—穿水电机启动;
34.本实用新型的整体结构分前段水冷淬火和后段加强风冷;水冷淬火段沿挤压方向将喷淋淬火分成三段,每段分14路环型材布置且每路均设置开关阀及调节阀,用于调节喷淋水量,将喷雾淬火分成8路环型材布置且每路均设置开关阀及调节阀,用于调节喷淋水量。前段上部组件3设计成整体可升降形式,可调节风嘴、喷嘴距离型材表面距离,同时牵引机可靠近挤压机前梁牵引型材。后段下部组装11设计为可摆动结构。风冷的前后段单独控制,风嘴各个方向的风机单独控制,喷淋淬火的前中后段单独控制。
35.同时,多种淬火方式可选择,可适用不同截面不同米重大小的异形型材,多段可调节多管路可调节,风冷、喷淋、喷雾淬火各段各支路风量水量可调可控,针对固定模具可记忆风水量,各个动作均有反馈信号,自动化程度高,安全性好。停机换棒时可分段启停,保证同一型材性能的一致性。牵引机可靠近挤压机前梁牵引型材,减少人工参与。穿水淬火时通过调整辊面高度可防止型材同辊面形成较大高度差损伤型材。
36.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1