用于成型出液力缓速器叶轮用蜡模系统的制作方法
1.本实用新型涉及液力缓速器叶轮浇注领域,特别地,涉及一种用于成型出液力缓速器叶轮用蜡模系统。
背景技术:
2.对于常在山区公路上行驶的大型客车,或在矿山、施工工地作业中的大吨位载重汽车,以及要求制动距离短、反应快速灵敏的特种军用车辆,除了安装必须的行车制动器外,液力缓速器作为一种安全可靠的高速辅助制动装置被广泛地应用。
3.液力缓速器的液压制动装置依靠内部的叶轮组对液流进行节流,继而对液压泵轴产生制动力矩来实现制动,即能量通过液体的节流转化为热能,它可从高速到零速之间任意工况点提供可靠的恒力矩制动。由于液力缓速器采用液力制动方式,以液压油作为传动介质,工作元件无机械磨损,且有循环冷却装置可以将液压油工作时产生的热量带走,冷却后的油液又返回到液力缓速器的工作腔参与循环工作,所以能够实现长时间的持续制动,而且制动平稳、噪声小、本身的结构体积小,是其他辅助制动装置难以做到的。
4.叶轮是液力缓速器中最关键的部件,通常带有双面不联通的均布叶片组。在采用如图1所示的蜡模系统进行熔模铸造制作过程中,制备出的叶轮存在的主要质量问题为:叶片的叶边因厚度小而充型完整性难以保证,因此制作难度较大、成品率较低,采用不锈钢制造的叶轮成品率一般仅有30%左右,而且还经常存在让步接受的情况。
技术实现要素:
5.本实用新型提供了一种用于成型出液力缓速器叶轮用蜡模系统,以解决采用现有的蜡模系统进行熔模铸造成型叶轮时存在的叶轮成型难度大、成品率低及工作效率低的技术问题。
6.本实用新型采用的技术方案如下:
7.一种用于成型出液力缓速器叶轮用蜡模系统,包括:用于成型出液力缓速器叶轮的叶轮蜡模本体,及用于成型出浇注通道的蜡模浇注系统;蜡模浇注系统包括浇口杯、主浇道及两组第一支浇道组;主浇道的一端连接浇口杯,其相对的另一端与叶轮蜡模本体的外环面相连;两组第一支浇道组分设于主浇道的两侧,且各第一支浇道组的一端连接主浇道,其相对的另一端与叶轮蜡模本体的外环面相连。
8.进一步地,主浇道沿叶轮蜡模本体的径线延伸;两组第一支浇道组关于主浇道对称设置,且各第一支浇道组与靠近叶轮蜡模本体的主浇道的底端相连。
9.进一步地,第一支浇道组包括第一支浇道及第一内浇口;第一支浇道的一端与主浇道的底端侧壁固定,其相对的另一端连接第一内浇口;第一内浇口与叶轮蜡模本体的外环面固定。
10.进一步地,第一支浇道为与叶轮蜡模本体的外环面平行间隔设置的弧线浇道。
11.进一步地,第一支浇道为沿直线延伸的直线浇道。
12.进一步地,蜡模浇注系统还包括两组第二支浇道组,两组第二支浇道组分设于主浇道的两侧,且各第二支浇道组的一端与主浇道相连,其相对的另一端连接叶轮蜡模本体的外环面。
13.进一步地,两组第二支浇道组关于主浇道对称设置;各第二支浇道组与主浇道的连接位置靠近浇口杯,且各第二支浇道组与叶轮蜡模本体外环面的连接位置远离主浇道。
14.进一步地,第二支浇道组包括第二支浇道及第二内浇口;第二支浇道的一端与主浇道的侧壁固定,其相对的另一端连接第二内浇口;第二内浇口与叶轮蜡模本体的外环面固定。
15.进一步地,第一内浇口与叶轮蜡模本体外环面的连接位置位于叶轮蜡模本体过中心点水平面的上方;第二内浇口与叶轮蜡模本体外环面的连接位置位于叶轮蜡模本体过中心点水平面的下方。
16.进一步地,第二支浇道为与叶轮蜡模本体的外环面平行间隔设置的弧线浇道;或者第二支浇道为沿直线延伸的直线浇道。
17.本实用新型具有以下有益效果:
18.采用本实用新型的蜡模系统成型的型壳进行金属液浇注前,为便于金属液的浇注充型,需要将型壳直立使主浇道30熔蜡后形成的空心主浇道竖直,然后再由浇口杯20熔蜡后形成的空心浇口杯处进行金属液的浇注。与现有技术相比,本实用新型蜡模系统的有益效果在于:将叶轮铸件中心厚大的热节部位作为浇铸系统的一个组成部分,同时利用重力场及金属液共同产生浇注压头,从而满足叶轮型腔两侧的同时充型;同时采用本实用新型的蜡模系统成型出的型腔,金属液以最直接的路径流入叶轮型腔外环中,进而进入到整个叶轮型腔中,金属液充型速度快,因此金属液与型壳的热量损失小,也进一步提高了金属液在叶片边缘型腔位置充型的完整性,解决采用现有蜡模系统成型出的型腔的叶边型腔位置充型不完整的技术问题;另外,本实用新型的蜡模系统结构简单,使用时可有效简化液力缓速器叶轮熔模铸造的成型工艺步骤,降低叶轮制备难度,同时提高叶轮成型质量及成品率。
19.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
20.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
21.图1是现有蜡模系统的主视结构示意图;
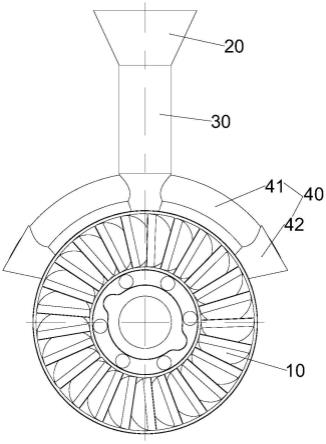
22.图2是本实用新型优选实施例的用于成型出液力缓速器叶轮用蜡模系统的主视结构示意图。
23.图例说明
24.10、叶轮蜡模本体;20、浇口杯;30、主浇道;40、第一支浇道组;41、第一支浇道;42、第一内浇口。
具体实施方式
25.以下结合附图对本实用新型的实施例进行详细说明,但是本实用新型可以由下述所限定和覆盖的多种不同方式实施。
26.参照图2,本实用新型的优选实施例提供了一种用于成型出液力缓速器叶轮用蜡模系统,包括:用于成型出液力缓速器叶轮的叶轮蜡模本体10,及用于成型出浇注通道的蜡模浇注系统。蜡模浇注系统包括浇口杯20、主浇道30及两组第一支浇道组40。主浇道30的一端连接浇口杯20,其相对的另一端与叶轮蜡模本体10的外环面相连。两组第一支浇道组40分设于主浇道30的两侧,且各第一支浇道组40的一端连接主浇道30,其相对的另一端与叶轮蜡模本体10的外环面相连。
27.采用本实用新型的蜡模系统成型的型壳进行金属液浇注前,为便于金属液的浇注充型,需要将型壳直立使主浇道30熔蜡后形成的空心主浇道竖直,然后再由浇口杯20熔蜡后形成的空心浇口杯处进行金属液的浇注。与现有技术相比,本实用新型蜡模系统的有益效果在于:将叶轮铸件中心厚大的热节部位作为浇铸系统的一个组成部分,同时利用重力场及金属液共同产生浇注压头,从而满足叶轮型腔两侧的同时充型;同时采用本实用新型的蜡模系统成型出的型腔,金属液以最直接的路径流入叶轮型腔外环中,进而进入到整个叶轮型腔中,金属液充型速度快,因此金属液与型壳的热量损失小,也进一步提高了金属液在叶片边缘型腔位置充型的完整性,解决采用现有蜡模系统成型出的型腔的叶边型腔位置充型不完整的技术问题;另外,本实用新型的蜡模系统结构简单,使用时可有效简化液力缓速器叶轮熔模铸造的成型工艺步骤,降低叶轮制备难度,同时提高叶轮成型质量及成品率。
28.可选地,如图2所示,主浇道30沿叶轮蜡模本体10的径线延伸。两组第一支浇道组40关于主浇道30对称设置,且各第一支浇道组40与靠近叶轮蜡模本体10的主浇道30的底端相连。当主浇道30沿叶轮蜡模本体10的径线延伸,且两组第一支浇道组40关于主浇道30对称设置时,可使叶轮型腔的两侧同时充型,进而提高金属液充型的稳定性及均匀性,最终提高叶轮的成型质量和成品合格率。
29.本可选方案中,如图2所示,第一支浇道组40包括第一支浇道41及第一内浇口42。第一支浇道41的一端与主浇道30的底端侧壁固定,其相对的另一端连接第一内浇口42。第一内浇口42与叶轮蜡模本体10的外环面固定。
30.优选地,第一支浇道41的第一实施例,如图2所示,第一支浇道41为与叶轮蜡模本体10的外环面平行间隔设置的弧线浇道。当第一支浇道41为与叶轮蜡模本体10的外环面平行间隔设置的弧线浇道时,其熔蜡后形成空心弧线浇道,由于其弧线形存在,从而可使浇注出的叶轮的应力进行有效释放,进而减少叶轮的变形,最终提高叶轮的成型质量。
31.优选地,第一支浇道41的第二实施例,图未示,第一支浇道41为沿直线延伸的直线浇道。当第一支浇道41为沿直线延伸的直线浇道时,第一支浇道41容易制备,且金属液充型速度快,因此金属液与型壳的热量损失小,也可进一步提高金属液在叶片边缘型腔位置充型的完整性。
32.可选地,图未示,蜡模浇注系统还包括两组第二支浇道组,两组第二支浇道组分设于主浇道30的两侧,且各第二支浇道组的一端与主浇道30相连,其相对的另一端连接叶轮蜡模本体10的外环面。通过设置两组第二支浇道组,可进一步提高金属液充型速度及充型均匀性,减少金属液与型壳的热量损失,进而进一步提高金属液在叶片边缘型腔位置充型
的完整性和叶轮各叶片成型的均匀性,最终提高叶轮的成型速率及合格率。
33.本可选方案中,图未示,两组第二支浇道组关于主浇道30对称设置。各第二支浇道组与主浇道30的连接位置靠近浇口杯20,且各第二支浇道组与叶轮蜡模本体10外环面的连接位置远离主浇道30。第二支浇道组的该种结构设置,可使由其熔蜡后成型出的中空第二支浇道组与由第一支浇道组熔蜡后成型出的第一中空支浇道组能够大致同时对叶轮型腔进行充型,从而进一步提高叶轮成型质量及成型合格率。
34.本可选方案的具体实施例中,图未示,第二支浇道组包括第二支浇道及第二内浇口。第二支浇道的一端与主浇道30的侧壁固定,其相对的另一端连接第二内浇口。第二内浇口与叶轮蜡模本体10的外环面固定。
35.优选地,图未示,第一内浇口42与叶轮蜡模本体10外环面的连接位置位于叶轮蜡模本体10过中心点水平面的上方。第二内浇口与叶轮蜡模本体10外环面的连接位置位于叶轮蜡模本体10过中心点水平面的下方。第一内浇口42和第二内浇口的该种布设方式,可使由第二支浇道熔蜡后成型出的中空第二支浇道与由第一支浇道熔蜡后成型出的第一中空支浇道能够大致同时对叶轮型腔进行充型,从而进一步提高叶轮成型质量及成型合格率。
36.优选地,第二支浇道的第一实施例,图未示,第二支浇道为与叶轮蜡模本体10的外环面平行间隔设置的弧线浇道。当第二支浇道为与叶轮蜡模本体10的外环面平行间隔设置的弧线浇道时,其熔蜡后形成空心弧线浇道,由于其弧线形存在,从而可使浇注出的叶轮的应力进行有效释放,进而减少叶轮的变形,最终提高叶轮的成型质量。
37.优选地,第二支浇道的第二实施例,图未示,第二支浇道为沿直线延伸的直线浇道。当第二支浇道为沿直线延伸的直线浇道时,第二支浇道容易制备,且金属液充型速度快,因此金属液与型壳的热量损失小,也可进二步提高金属液在叶片边缘型腔位置充型的完整性。
38.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1