一种装饰性墙砖的制备方法及装饰性墙砖与流程
1.本发明涉及建筑材料技术领域,尤其涉及一种装饰性墙砖的制备方法及装饰性墙砖。
背景技术:
2.近年来,随着人们对家居美观性的要求越来越高,墙砖作为各种建筑必需的组成部分,其装饰性成为了建筑行业的关注重点。目前,装饰性墙砖大都通过uv打印技术、丝网印刷进行表面装饰,但这两种技术均存在一定的问题。uv打印技术存在以下问题:a)成本高:设备价格高,且墨水的费用较普通水性墨水提高了一倍的价格;b)故障率较高:主要体现在民用或低端系列上,尤其是价格便宜的设备,维修频率高;c)印刷速度较慢,相比较丝网印刷,该技术速度慢,不适合大批量生产。
3.丝网印刷技术存在以下技术问题:a)难以印刷多色彩,一次只能印刷一种颜色,针对多色彩的印刷必须进行复杂、繁琐的套色,技术要求比较高,容易出现套色不准的现象,因而增加了产品的报废率,成本也相应提高。对于四种色彩以上或有渐变色的图案,基本无法做到;b)小批量生产成本高,制版和出菲林为丝网印刷必不可少的流程,如果产品量小,那么这些流程的成本相对偏高,因而不利于小批量生产;c)平整度限制,这种工艺针对平整度较高的产品打印效果更好,如果粗糙度高,效果较差。
4.然而现有技术也公开了遮挡喷涂技术,其是指对工件表面不需喷涂的区域进行遮挡,从而使中间未遮挡的区域得到喷涂沉积,未遮挡的区域一般为简单形状如长方形、正方形等,同时,遮挡喷涂的目标工件一般为结构钢等材质,遮挡喷涂所用的原材料成分一般为耐磨防腐粉末如铁基合金粉末和镍基合金粉末等,目的是提高工件表面的耐磨防腐性能,总之目前的喷涂技术并不适用于制备装饰性墙砖。
5.基于目前通过uv打印技术或丝网印刷技术制备装饰性墙砖存在的缺陷,有必要对此进行改进。
技术实现要素:
6.有鉴于此,本发明提出了一种装饰性墙砖的制备方法及装饰性墙砖,以解决或部分解决现有技术中存在的技术问题。
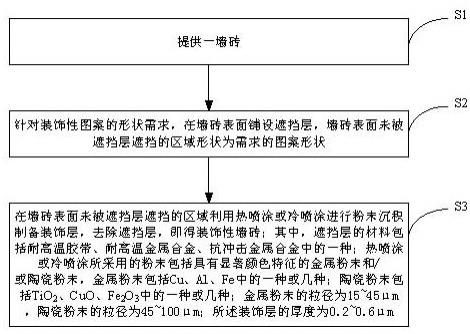
7.第一方面,本发明提供了一种装饰性墙砖的制备方法,包括以下步骤:提供一墙砖;针对装饰性图案的形状需求,在所述墙砖表面铺设遮挡层,所述墙砖表面未被遮挡层遮挡的区域形状为需求的图案形状;在墙砖表面未被遮挡层遮挡的区域利用热喷涂或冷喷涂进行粉末沉积制备装饰层,去除遮挡层,即得装饰性墙砖;其中,所述遮挡层的材料包括耐高温胶带、耐高温金属合金、抗冲击金属合金中的一种;
所述热喷涂或冷喷涂所采用的粉末包括具有显著颜色特征的金属粉末和/或陶瓷粉末,所述金属粉末包括cu、al、fe中的一种或几种;所述陶瓷粉末包括tio2、cuo、fe2o3中的一种或几种;所述金属粉末的粒径为15~45μm,所述陶瓷粉末的粒径为45~100μm;所述装饰层的厚度为0.2~0.6μm。当喷涂原料为金属粉末时,采用冷喷涂,冷喷涂工作压力为2~5mpa、温度为300~550℃、喷涂距离为30~50mm、喷枪移动速度为18~60mm/s;当喷涂材料为陶瓷粉末时,采用热喷涂,热喷涂功率为20~40kw,喷涂距离为100~150mm,喷枪移动速度为30~80mm/s;当喷涂材料为两种或两种以上金属粉末时,采用冷喷涂,送粉采用多送粉器(送粉器数量视粉末类型数量而定),不同粉末的送粉速率通过手动控制或预先设定程序自动调节每个单独送粉器送粉速率以实现不同区域喷涂的粉末含量的变化;冷喷涂工作压力为2~5mpa、温度为300~550℃、喷涂距离为30~50mm、喷枪移动速度为18~60mm/s。
8.在以上技术方案的基础上,优选的,所述的装饰性墙砖的制备方法,当喷涂的原料为al粉时,采用冷喷涂,冷喷涂的具体工艺为:冷喷涂工作压力为3~5mpa、温度为300~550℃、喷涂距离为30~40mm、喷枪移动速度为20~50mm/s。
9.在以上技术方案的基础上,优选的,所述的装饰性墙砖的制备方法,当喷涂的原料为cu粉时,采用冷喷涂,冷喷涂的具体工艺为:冷喷涂工作压力为3~4mpa、温度为450~550℃、喷涂距离为20~50mm、喷枪移动速度为18~60mm/s。
10.在以上技术方案的基础上,优选的,所述的装饰性墙砖的制备方法,当喷涂的原料为al粉和cu粉时,采用冷喷涂,冷喷涂的具体工艺为:冷喷涂工作压力为3~4mpa、温度为450~550℃、喷涂距离为30~50mm、喷枪移动速度为20~60mm/s。
11.在以上技术方案的基础上,优选的,所述的装饰性墙砖的制备方法,当制备的装饰层为混合颜色或渐变色时,采用的金属粉末为cu、al、fe中的两种或两种以上,并采用双送粉或多送粉方式,其中,不同粉末的送粉速率通过手动控制或预先设定程序自动调节每个单独送粉器送粉速率以实现不同区域喷涂的粉末含量的变化。
12.在以上技术方案的基础上,优选的,所述的装饰性墙砖的制备方法,当制备的装饰层为具有3d效果的浮雕装饰层时,喷枪在浮雕效果区域的移动速度为18~22mm/s;当制备的装饰层为不具有3d效果的装饰层时,喷枪的移动速度为45~55mm/s。
13.另外,本发明还提供了上述制备方法制备得到的装饰性墙砖。
14.本发明的一种装饰性墙砖的制备方法相对于现具有以下有益效果:(1)本发明的装饰性墙砖的制备方法,根据装饰性图案形状需求,在墙砖表面制备相应的装饰层,然后利用喷涂法制备形成特定图案的装饰层,可以根据装饰性需求选择相应的原材料种类和含量、以及喷涂工艺参数达到多种装饰性图案的呈现效果,灵活性强,且不受墙砖表面平整度限制;本发明的装饰性墙砖的制备方法,操作简单、生产效率高,适用于各种批量的产品生产,设备投入成本、原材料成本及设备运行成本较低,经济效益好;(2)本发明的装饰性墙砖的制备方法,相对于uv打印技术,生产效率非常高;相对于丝网印刷技术,能够在各种表面包括粗糙度较高的表面制备装饰性涂层,灵活性强,且小规模生产成本更低;本发明的装饰性墙砖的制备方法,所用的原料成分为al、cu、tio2等具有显著颜色特征的粉末,目的是在工件表面形成显著颜色特征的装饰性涂层,目的是增加墙砖的装饰性效果,而非传统的遮挡喷涂,提高结构钢的表面耐磨防腐性能。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1为本发明的装饰性墙砖的制备方法的工艺流程图;图2为本发明其中一个实施例中装饰性墙砖的制备方法的示意图;图3为本发明其中一个实施例中制备得到的装饰性墙砖的结构示意图。
具体实施方式
17.下面将结合本发明实施方式,对本发明实施方式中的技术方案进行清楚、完整的描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
18.本发明提供了一种装饰性墙砖的制备方法,如图1所示,包括以下步骤:s1、提供一墙砖;s2、针对装饰性图案的形状需求,在墙砖表面铺设遮挡层,墙砖表面未被遮挡层遮挡的区域形状为需求的图案形状;s3、在墙砖表面未被遮挡层遮挡的区域利用热喷涂或冷喷涂进行粉末沉积制备装饰层,去除遮挡层,即得装饰性墙砖;其中,遮挡层的材料包括耐高温胶带、耐高温金属合金、抗冲击金属合金中的一种;热喷涂或冷喷涂所采用的粉末包括具有显著颜色特征的金属粉末和/或陶瓷粉末,金属粉末包括cu、al、fe中的一种或几种;陶瓷粉末包括tio2、cuo、fe2o3中的一种或几种;金属粉末的粒径为15~45μm,陶瓷粉末的粒径为45~100μm;所述装饰层的厚度为0.2~0.6μm。
19.需要说明的是,本申请中墙砖的基体材料不作限定,例如可为陶瓷墙砖、釉面砖、彩釉砖等;本申请中装饰性图案形状具体可为五角星形、圆形、梯形、山水图案形等,具体可根据实际应用选择,墙砖表面未被遮挡层遮挡的区域形状为需求的图案形状,类似剪纸效果,确保最终形成的装饰层为所需图案形状;如当装饰性图案形状具体可为五角星形,则墙砖表面未被遮挡层遮挡的区域为五角星形;遮挡层的材料包括耐高温胶带、耐高温金属合金、抗冲击金属合金中的一种;具体的,耐高温胶带可以为特氟龙、pet等材质,耐高温金属合金可以为铁基合金、镍基合金等材质,抗冲击金属合金可以为钴基合金、铬基合金等材质;具体的,本申请中采用耐高温胶水将遮挡层粘贴于墙砖表面,通过酸溶液或碱溶液去除耐高温胶水和遮挡层,最终得到装饰性墙砖;金属粉末采用cu、al、fe等具有显著颜色装饰效果的元素,陶瓷粉末成分为tio2、cuo、fe2o3等具有显著颜色装饰效果的化合物;如采用陶瓷粉末及其复合物,则主要采用热喷涂,粉末粒度为45~100μm,形状为球形或近球形;如采用金属粉末及其复合物,则主要采用冷喷涂,粉末粒度为15~45μm,形状为球形或多角形;如装饰效果为3d立体效果,则需在图案凸出部位减小喷枪移动速度,以控制该处装饰层厚度,
最终形成3d立体效果;如装饰效果为渐变色,则需调整复合物粉末的配比逐渐变化,如cu和al粉末的含量分别调整从0~100%和100~0%,以达到装饰层颜色的渐变效果;装饰层厚度一般控制在0.2~0.6mm,既能保证装饰性效果的呈现,又能保证装饰层与墙砖基体的结合紧密,提高其使用寿命。
20.现有技术中的遮挡喷涂,指对工件表面不需喷涂的区域进行遮挡,从而使中间未遮挡的区域得到喷涂沉积,遮挡喷涂的实际应用中,未遮挡的区域一般为简单形状如长方形、正方形等,而本申请中的装饰性墙砖是指定未遮挡区域成五角形、椭圆形及各种图案形状,在喷涂之后,在工件表面达到装饰性效果,而非简单的遮挡作用;同时现有技术中遮挡喷涂所用的原材料成分一般为耐磨防腐粉末如铁基合金粉末和镍基合金粉末等,目的是提高工件表面的耐磨防腐性能,而本申请中喷涂所用的原料成分为al、cu、tio2等具有显著颜色特征的粉末,目的是在工件表面形成显著颜色特征的装饰性涂层,并可采用双送粉对粉末成分配比进行调节,以达到渐变色的装饰性效果;同时,现有技术中遮挡喷涂所形成的涂层厚度一般是固定单一的,而本申请中的装饰层厚度是需要根据目标装饰层的需求进行调整的,例如针对3d装饰效果需求,则必须调整喷枪在特定区域的喷涂移动速度,以达到厚度不同的3d浮雕效果;同时,现有技术中遮挡喷涂的目标工件一般为结构钢等材质,目的是提高结构钢的表面耐磨防腐性能,而本申请中的目标工件为建材领域的墙砖,目的是增加墙砖的装饰性效果。
21.在一些实施例中,当制备的装饰层为混合颜色或渐变色时,采用的金属粉末为cu、al、fe中的两种或两种以上,并采用双送粉或多送粉方式。
22.具体地,其中,不同金属粉末含量通过单独的送粉器进行程序设定自动调节送粉速率或者手动调节送粉器送粉速率,达到随时间推移不同粉末的送粉速率逐渐改变的效果,进而达到涂层中不同粉末含量逐渐改变的效果,视觉上显示出渐变色的装饰性效果。
23.可以理解,通过调节不同粉末的送粉速度,会使涂层中含各种粉末元素的含量发生改变,从而显示出的颜色也会随之改变。
24.在一些实施例中,当制备的装饰层为具有3d效果的浮雕装饰层时,喷枪在浮雕效果区域的移动速度为18~22mm/s;当制备的装饰层为不具有3d效果的装饰层时,喷枪的移动速度为45~55mm/s。在本申请实施例中,当制备的装饰层为不具有3d效果的一般装饰层时喷枪的移动速度为45~55mm/s,而制备的装饰层为具有3d效果的浮雕装饰层时,喷枪在特定位置如浮雕效果区域的移动速度为18~22mm/s,以达到3d凸出效果。
25.在一些实施例中,装饰性图案的形状为山水图案形状,制备装饰层的方法具体为:采用冷喷涂,冷喷涂的原料为球形cu粉,冷喷涂工作压力为3~4mpa、温度为450~550℃、喷枪移动速度为40~60mm/s,在山水图案中需要凸出的部分喷涂时控制喷枪移动速度为15~25mm/s。在本申请实施例中,如装饰图案为3d山水图案装饰墙砖,则需在山水图案凸出部位减小喷枪移动速度,以控制该处装饰层厚度,最终形成3d立体效果的山水图案装饰墙砖。
26.在一些实施例中,当喷涂的原料为al粉时,采用冷喷涂,冷喷涂的具体工艺为:冷喷涂工作压力为2~5mpa、温度为300~550℃、喷涂距离为30~50mm、喷枪移动速度为18~60mm/s。
27.在一些实施例中,当喷涂的原料为cu粉时,采用冷喷涂,冷喷涂的具体工艺为:冷喷涂工作压力为3~4mpa、温度为450~550℃、喷涂距离为20~50mm、喷枪移动速度为18~60mm/
s。
28.在一些实施例中,当喷涂的原料为al粉和cu粉时,采用冷喷涂,冷喷涂的具体工艺为:冷喷涂工作压力为3~5mpa、温度为450~550℃、喷涂距离为30~50mm、喷枪移动速度为18~60mm/s。
29.在一些实施例中,利用热喷涂或冷喷涂进行粉末沉积制备装饰层后,还对装饰层进行后处理;其中,所述后处理包括重熔、封孔、打磨、抛光中的一种或几种。具体的后处理方式可根据装饰层材料来确定,比如,当制备金属光泽装饰层时,则后处理方式为打磨抛光,提高平整度以突出金属光泽。
30.具体的,图2显示了其中一个实施例中装饰性墙砖的制备方法示意图,图2中1为喷涂喷枪、2为喷涂原料、3为遮挡层、4为墙砖、5为装饰层,其中,遮挡层3粘贴在墙砖4表面且未被遮挡层3遮挡的地方为五角星形状,使用喷涂喷枪1喷涂后制备得到五角星形状的装饰层5,然后去除遮挡层3,即得到如图3所示的装饰性墙砖。
31.在一些实施例中,通过热喷涂制备得到装饰层,具体的,热喷涂为等离子喷涂,等离子喷涂的原料为tio2、cuo、fe2o3中的一种或几种,等离子喷涂功率为20~40kw,喷涂距离为100~150mm,喷枪移动速度为30~80mm/s。
32.在一些实施例中,通过冷喷涂制备得到装饰层,具体的,冷喷涂的原料为为球形cu粉,cu粉的粒径为15~45μm,冷喷涂工作压力为3~4mpa、温度为450~550℃、喷涂距离为20~50mm、喷枪移动速度为18~60mm/s;若装饰性图案形状为山水图案,在山水图案中需要凸出的部分喷涂时控制喷枪移动速度为15~25mm/s,接着对装饰层进行抛光,最终得到呈现cu金属光泽的3d效果的山水图装饰墙砖。
33.在一些实施例中,通过冷喷涂制备得到装饰层,具体的,冷喷涂原料为al粉和cu粉,冷喷涂工作压力为3~5mpa、温度为450~550℃、喷涂距离为30~50mm、喷枪移动速度为18~60mm/s,喷涂时送粉方式为双送粉方式,随着时间的推移,逐渐改变两种粉末的含量,以达到渐变色的呈现效果,最终得到具有渐变色效果图案装饰性墙砖。
34.本发明的装饰性墙砖的制备方法,根据装饰性图案形状需求,在墙砖表面制备相应的装饰层,然后利用喷涂法制备形成特定图案的装饰层,可以根据装饰性需求选择相应的原材料种类和含量、以及喷涂工艺参数达到多种装饰性图案的呈现效果,灵活性强,且不受墙砖表面平整度限制;本发明的装饰性墙砖的制备方法,操作简单、生产效率高,适用于各种批量的产品生产,设备投入成本、原材料成本及设备运行成本较低,经济效益好。
35.以下进一步以具体的实施例说明本申请的装饰性墙砖的制备方法。
36.实施例1本申请实施例提供了一种装饰性墙砖的制备方法,包括以下步骤:s1、提供一墙砖;s2、在墙砖表面利用耐高温胶水铺设遮挡层,使得墙砖表面未被遮挡层遮挡的部分为五角星形状;其中,遮挡层为pet耐高温胶带;s3、采用冷喷涂在墙砖表面未被遮挡层遮挡的部分制备装饰层,其中,冷喷涂原料为纯al粉,冷喷涂工作压力为3.5mpa,温度为350℃、喷涂距离为40mm、喷枪移动速度为25mm/s,制备得到的装饰层厚度为0.3mm。去除遮挡层后,即得到带有银白色金属光泽五角星形状装饰层的墙砖。
37.其中,对于al粉,采用冷喷涂而非热喷涂及其它热沉积方式,可以避免al粉沉积过程中的氧化对颜色造成的暗淡现象;采用3.5mpa压力和350℃温度,可以保证在al粉不氧化的前提下,最大限度地增加al粉飞行速度,进而增加al粉与墙砖基体的结合力;喷涂距离40mm保证al粉在飞行最大速度时撞击墙砖基体,提高装饰层的内聚强度和与墙砖的结合力;喷枪移动速度25mm/s保证同一区域的沉积粒子数量,可以提高涂层的致密度;装饰层厚度0.3mm,既能保证涂层的颜色装饰效果,又能节省成本减少材料浪费。
38.该实施例,制备过程总体耗时不超过10分钟,喷涂耗时不超过5分钟,装饰层结合强度大于80mpa,颜色装饰效果显著,使用寿命至少可达3~5年,经济价值高。
39.实施例2本申请实施例提供了一种装饰性墙砖的制备方法,包括以下步骤:s1、提供一墙砖;s2、在墙砖表面利用耐高温胶水铺设遮挡层,使得墙砖表面未被遮挡层遮挡的部分为山水图案形状;其中,遮挡层为钢片;s3、采用冷喷涂法在墙砖表面未被遮挡层遮挡的部分制备装饰层,其中,冷喷涂的原料为球形cu粉,cu粉的粒径为15~45μm,冷喷涂工作压力为3.5mpa、温度为500℃、喷枪移动速度为50mm/s,在山水图案中需要凸出的部分如山峰、树木等区域喷涂时控制喷枪移动速度为20mm/s,在制备得到装饰层后对装饰层进行抛光,去除遮挡层后,得到呈现cu金属光泽的3d效果的山水图装饰墙砖。
40.其中,采用冷喷涂技术能够使装饰层与墙砖基体结合非常紧密,结合强度可达200mpa以上;采用15~45μm粒度的粉末可以提高粉末的沉积率,降低生产成本;冷喷涂工作压力为3.5mpa、温度为500℃可以使粉末撞击墙砖基体的速度极高,进而形成致密的装饰性涂层;喷枪移动速度为50mm/s,可以使装饰性涂层厚度为0.2
‑
0.3mm,达到金属光泽和颜色的显著效果;特殊部位的喷枪移动速度为20mm/s,可以使特殊部位的沉积时间增加,进而增加该部位的装饰性涂层厚度,形成具有3d效果的图案。
41.该实施例,制备过程总体耗时不超过10分钟,喷涂耗时不超过5分钟,装饰层结合强度大于80mpa,颜色装饰效果显著,使用寿命至少可达3~5年,经济价值高。
42.实施例3本申请实施例提供了一种装饰性墙砖的制备方法,包括以下步骤:s1、提供一墙砖;s2、在墙砖表面利用耐高温胶水铺设遮挡层,使得墙砖表面未被遮挡层遮挡的部分为黄昏落日图案形状;其中,遮挡层为钢片;s3、采用冷喷涂法在墙砖表面未被遮挡层遮挡的部分制备装饰层,其中,冷喷涂工作压力为3.5mpa、温度为300℃、喷涂距离为40mm、喷枪移动速度为50mm/s;冷喷涂原料为al粉和cu粉;采用双送粉器分别输送al粉和cu粉,同时混合喷涂;al粉送粉器初始速率为60g/min,cu粉送粉器初始速率为0,由于al粉呈现白色,所以此时喷涂的区域呈现为白色天空背景,随着喷涂区域往落日图案的中心移动,手动控制或预先设定程序自动调节al粉送粉器速率逐渐减小,手动控制或预先设定程序自动调节cu粉送粉器速率逐渐增加,由于cu呈现红褐色,所以此时喷涂的区域呈现由白色至红褐色渐变的图案,对应着落日边缘至中心的颜色渐变图案,当喷涂至落日正中心位置,手动控制或预先设定程序自动调节al粉送粉器
速率降至0,手动控制或预先设定程序自动调节cu粉送粉器速率增加至60g/min,此时的喷涂区域呈现落日正中心的红褐色,当喷涂继续进行,喷涂区域从落日中心往另一侧移动时,相应地,手动控制或预先设定程序自动调节al粉送粉器速率开始增加,而手动控制或预先设定程序自动调节cu粉送粉器速率开始减小,当喷涂区域移动至白天天空背景时,手动控制或预先设定程序自动调节al粉送粉器速率增至60g/min,手动控制或预先设定程序自动调节cu粉送粉器速率降至0。其中,al粉和cu粉的送粉器速率均可以通过冷喷涂设备控制系统预先设定程序进行自动调节或者人工手动调节,调节方式可根据装饰性图案的复杂程度和对图案精细度要求的高低来决定。
43.该实施例,制备过程总体耗时不超过10分钟,喷涂耗时不超过5分钟,装饰层结合强度大于80mpa,颜色装饰效果显著,使用寿命至少可达3~5年,经济价值高。
44.实施例4本申请实施例提供了一种装饰性墙砖的制备方法,包括以下步骤:s1、提供一墙砖;s2、在墙砖表面利用耐高温胶水铺设遮挡层,使得墙砖表面未被遮挡层遮挡的部分为具有一定间距的弯曲波浪条纹形状;其中,遮挡层为钢片;s3、采用冷喷涂法在墙砖表面未被遮挡层遮挡的部分制备装饰层,其中,冷喷涂工作压力为4mpa、温度为350℃、喷涂距离为40mm、喷枪移动速度为50mm/s;冷喷涂原料为fe粉、al粉和cu粉;采用三送粉器分别输送fe粉、al粉和cu粉,同时混合喷涂;当喷涂区域为黑白渐变色条纹时,手动控制或预先设定程序自动调节将fe粉送粉器速率由初始60g/min逐渐减至0,将al粉送粉器速率由初始0增至60g/min,将cu粉送粉器保持关闭,由于fe粉呈现黑色,al粉呈现白色,所以此时喷涂区域呈现出由黑色到白色的渐变图案;当喷涂区域为黑白红三色渐变条纹时,手动控制或预先设定程序自动调节将fe粉送粉器速率由60g/min逐渐减至10g/min,al粉送粉器速率由20g/min逐渐增至40g/min,cu粉送粉器由10g/min逐渐增至60g/min,此时喷涂区域呈现出黑、白、红三色渐变的图案。其中,每个送粉器速率的具体数值大小需要根据装饰性图案的颜色深浅特征来决定,例如浅红色区域对应的cu粉送粉器速率数值范围大约在20~30g/min,而深红色区域对应的cu粉送粉器速率数值范围大约在40~60g/min,类似地,灰色和黑色区域对应的fe粉送粉速率也不同。
45.该实施例,制备过程总体耗时不超过12分钟,喷涂耗时不超过8分钟,装饰层结合强度大于80mpa,颜色装饰效果显著,使用寿命至少可达3~5年,经济价值高。
46.实施例5本申请实施例提供了一种装饰性墙砖的制备方法,包括以下步骤:s1、提供一墙砖;s2、在墙砖表面利用耐高温胶水铺设遮挡层,使得墙砖表面未被遮挡层遮挡的部分为风车形状图案;其中,遮挡层为钢片;s3、采用热喷涂法在墙砖表面未被遮挡层遮挡的部分制备装饰层,其中,热喷涂技术为等离子喷涂,喷涂功率为30kw,喷涂距离为120mm,喷枪移动速度为60mm/s;喷涂原料为tio2陶瓷粉末;喷涂3分钟后,得到0.25mm厚度的涂层;去除遮挡层后,即得到白色风车形状图案的装饰层。
47.其中,采用等离子喷涂类型的热喷涂,可以保证tio2陶瓷粉末得到充分的熔化,提
高涂层的致密度和耐用性;采用30kw,既能保证tio2陶瓷粉末的熔化程度,又能避免过高功率造成的tio2陶瓷粉末相变问题;采用喷涂距离120mm,可以使tio2陶瓷粉末撞击基体时达到较高的飞行速度和熔融程度,提高涂层致密度和结合强度;采用喷枪移动速度60mm/s,可以保证喷涂区域的粒子数量,提高涂层致密度;涂层0.25mm厚度,既能发挥粉末颜色效果,又能节省原材料避免浪费。
48.该实施例,制备过程总体耗时不超过10分钟,喷涂耗时不超过5分钟,装饰层结合强度大于60mpa,颜色装饰效果显著,使用寿命至少可达5~8年,经济价值高。
49.实施例6本申请实施例提供了一种装饰性墙砖的制备方法,包括以下步骤:s1、提供一墙砖;s2、在墙砖表面利用耐高温胶水铺设遮挡层,使得墙砖表面未被遮挡层遮挡的部分为树叶形状图案;其中,遮挡层为钢片;s3、采用热喷涂法在墙砖表面未被遮挡层遮挡的部分制备装饰层,其中,热喷涂技术为等离子喷涂,喷涂功率为25kw,喷涂距离为120mm,喷枪移动速度为60mm/s;喷涂原料为fe2o3陶瓷粉末;喷涂3分钟后,得到0.25mm厚度的涂层;去除遮挡层后,即得到红棕色树叶形状图案的装饰层。
50.其中,采用等离子喷涂类型的热喷涂,可以保证fe2o3陶瓷粉末得到充分的熔化,提高涂层的致密度和耐用性;采用25kw,既能保证fe2o3陶瓷粉末的熔化程度,又能避免过高功率造成的tio2陶瓷粉末相变问题;采用喷涂距离120mm,可以使fe2o3陶瓷粉末撞击基体时达到较高的飞行速度和熔融程度,提高涂层致密度和结合强度;采用喷枪移动速度60mm/s,可以保证喷涂区域的粒子数量,提高涂层致密度;涂层0.25mm厚度,既能发挥粉末颜色效果,又能节省原材料避免浪费。
51.该实施例,制备过程总体耗时不超过10分钟,喷涂耗时不超过5分钟,装饰层结合强度大于60mpa,颜色装饰效果显著,使用寿命至少可达5~8年,经济价值高。
52.对比例1该实施例中提供了一种装饰性墙砖的制备方法,包括以下步骤:s1、提供一墙砖;s2、在墙砖表面利用耐高温胶水铺设遮挡层,使得墙砖表面未被遮挡层遮挡的部分为五角形形状图案;其中,遮挡层为钢片;s3、采用热喷涂法在墙砖表面未被遮挡层遮挡的部分制备装饰层,其中,热喷涂技术为等离子喷涂,喷涂功率为25kw,喷涂距离为120mm,喷枪移动速度为60mm/s;喷涂原料为al粉;喷涂3分钟后,得到0.25mm厚度的涂层;去除遮挡层后,即得到五角星形状图案的装饰层。
53.其中,由于al的熔点较低,而采用的热喷涂技术为等离子热源,提供的热量极高,焰流中心温度可达几千甚至上万度,因此al粉在喷涂过程中极易氧化,导致最终得到的装饰层因氧化铝的大量存在而呈现颜色暗淡,失去al粉本身的银白色金属光泽,进而失去颜色装饰效果。
54.对比例2该实施例中提供了一种装饰性墙砖的制备方法,包括以下步骤:
s1、提供一墙砖;s2、在墙砖表面利用耐高温胶水铺设遮挡层,使得墙砖表面未被遮挡层遮挡的部分为风车形状图案;其中,遮挡层为钢片;s3、采用冷喷涂在墙砖表面未被遮挡层遮挡的部分制备装饰层,其中,喷涂原料为tio2陶瓷粉末;冷喷涂工作压力为3.5mpa,温度为350℃,喷涂距离为40mm,喷枪移动速度为40mm/s。
55.其中,采用冷喷涂,主要依靠主气的极高动能加速粒子撞击基体得到涂层,而tio2陶瓷粉末的脆性较大,塑性低,仅仅依靠气体的动能加速而非高温熔化,难以得到tio2陶瓷粉末的有效沉积,会导致最终形成的涂层不完整、不连续,或者结合强度极低。
56.可见,本发明提供的装饰性墙砖的制备方法制备得到的墙砖,颜色装饰效果显著。
57.以上述仅为本发明的较佳实施方式而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1