一种吸附剂活性炭颗粒制备自动化连续成型系统的制作方法
1.本发明涉及活性炭加工领域,特别涉及一种吸附剂活性炭颗粒制备自动化连续成型系统。
背景技术:
2.活性炭是用途极广的工业吸附剂,它是利用木炭、各种果壳和优质煤等作为原料,物理和化学方法对原料进行破碎、过筛、催化剂活化、漂洗、烘干和筛选等一系列工序加工制造而成,吸附剂活性炭块一般是由吸附剂活性炭颗粒挤压形成,吸附剂活性炭块在挤压成型的过程中,一般是将粉碎后的活性炭颗粒与专用的胶液进行搅拌混合,然后将其传送到成型模具内,再通过挤压的方式将活性炭挤压成要求的规格尺寸,从而将其加工成型的。为满足市场的需求,在对活性炭进行加工的过程中对活性炭进行成型加工处理就显得尤为重要。
3.现有活性炭颗粒加工成型过程中可能遇到以下问题:
4.一、现有活性炭颗粒加工技术在对活性炭进行成型加工的过程中,通常是活性炭进行连续加料,在对其的厚度进行调整时需要对加工零件进行频繁停机更换,从而增加制造成本,现有技术在对活性炭进行运输时,容易造成对部分材料进行撒落,从而造成对材料的浪费;
5.二、现有活性炭颗粒加工技术在对活性炭进行成型加工后,不能对装载箱内的活性炭进行前后抖动,从而造成装载箱内的活性炭出现堆积现象,并且不能对装载箱内的活性炭进行挤压,容易导致加工出的活性炭体积稀松,从而影响活性炭的使用效果,在活性炭加工成型后不能使活性炭快速从模具内推落,同时不能对成型后活性炭进行无动力运输,从而提高了对活性炭进行加工的成本。
技术实现要素:
6.为了解决上述问题,本发明提供了一种吸附剂活性炭颗粒制备自动化连续成型系统,包括底座、支撑板、传动机构、按压机构和抖动机构,所述的底座上端面前后对称设置有支撑板,支撑板之间设置有传动机构,按压机构位于传动机构的上方,且按压机构安装在支撑板之间,传动机构上设置有抖动机构;
7.所述的传动机构包括主动转辊、从动转辊、运输带、固定板、步进电机、l形板、梯形空心筒和隔板,所述的支撑板相对面且靠近支撑板左侧设置有主动转辊,支撑板相对面靠近支撑板右侧设置有从动转辊,主动转辊和从动转辊之间通过运输带相连接,主动转辊和从动转辊前后两端面分别与支撑板通过转动配合返方式相连接,主动转辊前端贯穿支撑板与步进电机输出轴相连接,支撑板前侧固定设置有固定板,固定板上端面通过电机架安装有步进电机,支撑板上端分别相对设置有l形板,l形板相对面共同安装有梯形空心筒,梯形空心筒内竖直安装有两个隔板,通过步进电机转动带动主动转辊转动,主动转辊与从动转辊相配合带动运输带进行步进式传送,并且向梯形空心筒内进行定量加入活性炭,通过隔
板能够使得梯形空心筒内的活性炭能够更加均匀的落入抖动机构内,l形板能够对梯形空心筒进行支撑,增加梯形空心筒的稳定性,通过传动机构能够对活性炭颗粒进行间歇式运输,从而提高对活性炭进行加工的效果。
8.所述的按压机构包括支板、导向板、回形架、推杆、推板、转动电机和转动凸轮,所述的支撑板上端且位于l形板左侧安装有支板,支板上端前后对称设置有导向板,导向板内通过滑动配合方式设置有回形架,回形架下端设置有推杆,且推杆下端穿过支板设置有推板,且推板与转载箱为对应设置,支板上端且位于回形架右侧通过电机座安装有转动电机,转动电机输出轴左端设置有转动凸轮,且转动凸轮位于回形架内。当转动电机转动时,能够带动转动凸轮进行旋转,然后转动凸轮使得回形架沿导向板进行上下滑动,并且能够带动推杆和推板进行上下对抖动机构内的活性炭进行按压,通过按压机构使得推板能够间歇式的对抖动机构内的活性炭进行按压,使得抖动机构内的活性炭更加平整,从而达到使用效果。
9.所述的抖动机构包括装载板、矩形滑槽、装载箱、固定块、压簧、抵紧板、滑动块、推动板、推动杆和伸缩弹簧,所述的运输带上等距离设置有装载板,装载板下端与运输带相连接,且装载板与运输带内部分别开设有矩形滑槽,装载板上端设置有装载箱,装载箱底部开设有柱形通孔,且柱形通孔与矩形滑槽为对应开设,装载箱前后两侧对称开设有滑动槽,装载板上端前后对称设置有固定块,固定块相对面分别通过压簧设置有抵紧板,抵紧板相对面设置有滑动块,且滑动块通过滑动配合方式位于滑动槽内,且抵紧板的高度高于固定块,装载箱内部设置有推动板,推动板底部设置有推动杆,且推动杆下端均通过滑动配合方式分别穿设柱形通孔和矩形滑槽,推动板与装载箱之间且位于推动杆外圈套设有伸缩弹簧。通过装载板能够对装载箱进行支撑,避免装载箱与运输带之间接触,固定块通过压簧能够对抵紧板进行支撑,使得抵紧板通过滑动块能够对装载箱始终保持抵紧,通过伸缩弹簧能够增加推动板与装载箱之间的灵活形。
10.作为本发明的一种优选技术方案,所述的主动转辊中部周向开设有放置槽,且放置槽为环形结构,主动转辊中部位于放置槽内套设有偏心轮,偏心轮内侧通过连杆与固定杆相连接,且固定杆前后两端固定安装在支撑板侧壁上,偏心轮远离连杆一端的弧度不能超过主动转辊直径。通过连杆与固定杆能够对偏心轮进行固定,避免偏心轮工作时发生移动,影响对偏心轮的使用效果。
11.作为本发明的一种优选技术方案,所述的底座上端且位于支撑板内侧设置有拨动块,且拨动块位于按压机构右侧,拨动块靠近抵紧板一侧为倾斜面。当运输带带动装载板、装载箱、固定块、压簧和抵紧板移动到拨动块时,抵紧板能够沿拨动块斜面进行滑动,从而使得抵紧板能够带动装载箱整体沿矩形滑槽进行前后滑动,当运输带带动装载板、装载箱、固定块、压簧和抵紧板移动到脱离拨动块时,通过压簧能够使得装载箱进行复位,从而达到对装载箱内的活性炭进行抖动的效果,通过拨动块能够使得装载箱内的活性炭更加均匀,从而增加对活性炭进行加工的效率。
12.作为本发明的一种优选技术方案,所述的回形架前后两端面均设置有凸起块,所述的导向板相对侧开设有与凸起块相对应的凹形槽,且凸起块位于凹形槽内。当回形架上下滑动时,通过凸起块与凹形槽能够对回形架起到导向的作用,同时能够对其进行限位,避免回形架滑动时发生偏移。
13.作为本发明的一种优选技术方案,所述的支撑板相对面且位于运输带左侧下端通过多个转轴设置有多个传动辊,且传动辊通过转动配合方式倾斜设置。当加工成型的活性炭块通过运输带到传动辊上时,通过传动辊能够对活性炭块进行无动力运输。
14.作为本发明的一种优选技术方案,所述的支撑板之间且位于装载箱上端设置有吹气机,且吹气机位于按压机构左侧。当步进电机带动运输带和装载箱移动到吹气机下端时,通过吹气机对装载箱内的成型的活性炭进行吹风,因此能够加快活性炭成型的速度,从而提高对活性炭加工的效率。
15.作为本发明的一种优选技术方案,所述的装载板下端左右对称设置有l形铰板,l形铰板之间通过销轴相连接,销轴外圈且位于l形铰板相背侧分别通过安装块与运输带相连接,l 形铰板与销轴之间为转动配合。通过l形铰板沿销轴转动,能够使得运输带带动装载板移动带转角处时,避免装载板进行掉落。
16.本发明的有益效果在于:
17.本发明能够解决现有活性炭颗粒加工技术在对活性炭进行成型加工的过程中存在以下问题:a、现有活性炭颗粒加工技术在对活性炭进行成型加工的过程中,通常是活性炭进行连续加料,在对其的厚度进行调整时需要对加工零件进行频繁停机更换,从而增加制造成本,现有技术在对活性炭进行运输时,容易造成对部分材料进行撒落,从而造成对材料的浪费;b、现有活性炭颗粒加工技术在对活性炭进行成型加工后,不能对装载箱内的活性炭进行前后抖动,从而造成装载箱内的活性炭出现堆积现象,并且不能对装载箱内的活性炭进行挤压,容易导致加工出的活性炭体积稀松,从而影响活性炭的使用效果,在活性炭加工成型后不能使活性炭快速从模具内推落,同时不能对成型后活性炭进行无动力运输,从而提高了对活性炭进行加工的成本。
18.一、本发明通过步进电机转动能够带动运输带进行间歇式移动,同时能够通过对梯形空心筒进行间歇加料,节约了对加工零件进行更换的效率,节约了制造成本,并且能够对装载箱内的活性炭加工厚度以及位移距离进行控制,避免运输带移动时,梯形空心筒还在对装载箱进行加料,从而造成对材料的浪费。
19.二、本发明通过拨动块能够对装载箱进行挤压,能够达到对装载箱进行前后抖动,从而使得装载箱内的活性炭更加均匀;通过按压机构能够对装载箱内的活性炭进行挤压,使得装载箱内的活性炭更加紧密,从而提高活性炭的使用效果;通过滑动凸轮能够增加推动杆的高度,从而能够将装载箱内加工成型的活性炭进行推出,从而加快活性炭的掉落速度;通过传动辊能够对加工成型的活性炭进行无动力运输,从而能够节约对成型活性炭进行运输成本。
附图说明
20.下面结合附图和实施例对本发明进一步说明。
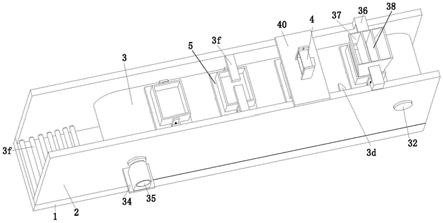
21.图1是本发明的结构示意图;
22.图2是本发明的剖视图(从前往后看);
23.图3是本发明的剖视图(从左往右看);
24.图4是本发明图2中a的局部放大图;
25.图5是本发明图4中b的局部放大图;
26.图6是本发明图3中c的局部放大图。
具体实施方式
27.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互结合。
28.如图1至图6所示,一种吸附剂活性炭颗粒制备自动化连续成型系统,包括底座1、支撑板2、传动机构3、按压机构4和抖动机构5,所述的底座1上端面前后对称设置有支撑板 2,支撑板2之间设置有传动机构3,按压机构4位于传动机构3的上方,且按压机构4安装在支撑板2之间,传动机构3上设置有抖动机构5;
29.所述的传动机构3包括主动转辊31、从动转辊32、运输带33、固定板34、步进电机35、 l形板36、梯形空心筒37和隔板38,所述的支撑板2相对面且靠近支撑板2左侧设置有主动转辊31,支撑板2相对面靠近支撑板2右侧设置有从动转辊32,主动转辊31和从动转辊 32之间通过运输带33相连接,主动转辊31和从动转辊32前后两端面分别与支撑板2通过转动配合返方式相连接,主动转辊31前端贯穿支撑板2与步进电机35输出轴相连接,支撑板2前侧固定设置有固定板34,固定板34上端面通过电机架安装有步进电机35,支撑板2 上端分别相对设置有l形板36,l形板36相对面共同安装有梯形空心筒37,梯形空心筒37 内竖直安装有两个隔板38,梯形空心筒37为从上往下逐渐减小设置。通过步进电机35转动带动主动转辊31转动,主动转辊31与从动转辊32相配合能够带动运输带33进行步进式传送,并且向梯形空心筒37内进行定量加入活性炭,通过隔板38能够使得梯形空心筒37内的活性炭能够更加均匀的落入抖动机构5内,l形板36能够对梯形空心筒37进行支撑,增加梯形空心筒37的稳定性,通过传动机构3能够对活性炭颗粒进行间歇式运输,从而提高对活性炭进行加工的效果。
30.所述的抖动机构5包括装载板51、矩形滑槽52、装载箱53、固定块54、压簧55、抵紧板56、滑动块57、推动板58、推动杆59和伸缩弹簧5a,所述的运输带33上等距离设置有装载板51,装载板51下端与运输带33相连接,且装载板51与运输带33内部分别开设有矩形滑槽52,装载板51上端设置有装载箱53,装载箱53底部开设有柱形通孔,且柱形通孔与矩形滑槽52为对应开设,装载箱53前后两侧对称开设有滑动槽,装载板51上端前后对称设置有固定块54,固定块54相对面分别通过压簧55设置有抵紧板56,抵紧板56相对面设置有滑动块57,且滑动块57通过滑动配合方式位于滑动槽内,且抵紧板56的高度高于固定块 54,装载箱53内部设置有推动板58,推动板58底部设置有推动杆59,且推动杆59下端均通过滑动配合方式分别穿设柱形通孔和矩形滑槽52,推动板58与装载箱53之间且位于推动杆59外圈套设有伸缩弹簧5a。通过装载板51能够对装载箱53进行支撑,避免装载箱53与运输带33之间接触,固定块54通过压簧55能够对抵紧板56进行支撑,使得抵紧板56通过滑动块57能够对装载箱53始终保持抵紧,通过伸缩弹簧5a能够增加推动板58与装载箱53 之间的灵活性。
31.所述的底座1上端且位于支撑板2内侧设置有拨动块3d,且拨动块3d位于按压机构4 右侧,拨动块3d靠近抵紧板56一侧为倾斜面。通过控制运输带33对抖动机构5进行传送,使得运输带33上的装载板51带动装载箱53进行移动,当装载箱53侧面的抵紧板56移动到拨动块3d时,通过抵紧板56能够沿拨动块3d斜面进行滑动,从而使抵紧板56能够带动装载箱
53整体沿矩形滑槽52进行向前滑动,当运输带33带动装载板51和装载箱53整体移动到脱离拨动块3d时,通过压簧55使得装载箱53进行复位,从而达到对装载箱53内的活性炭进行抖动的效果,使得装载箱53内的活性炭更加均匀。
32.所述的按压机构4包括支板40、导向板41、回形架42、推杆43、推板44、转动电机45 和转动凸轮46,所述的支撑板2上端且位于l形板36左侧安装有支板40,支板40上端前后对称设置有导向板41,导向板41内通过滑动配合方式设置有回形架42,回形架42下端设置有推杆43,且推杆43下端穿过支板40设置有推板44,且推板44与转载箱为对应设置,支板40上端且位于回形架42右侧通过电机座安装有转动电机45,转动电机45输出轴左端设置有转动凸轮46,且转动凸轮46位于回形架42内。当转动电机45转动时,能够带动转动凸轮46进行旋转,然后转动凸轮46使得回形架42沿导向板41进行滑动,并且能够带动推杆43和推板44进行上下对抖动机构5内的活性炭进行按压,通过按压机构4使得推板44能够间歇式的对抖动机构5内的活性炭进行按压,使得抖动机构5内的活性炭更加平整,从而达到使用效果。
33.所述的回形架42前后两端面均设置有凸起块42a,所述的导向板41相对侧开设有与凸起块42a相对应的凹形槽,且凸起块42a位于凹形槽内。当回形架42上下滑动时,通过凸起块42a与凹形槽能够对回形架42起到导向的作用,同时能够对其进行限位,避免回形架42 滑动时发生偏移。
34.所述的支撑板2之间且位于装载箱53上端设置有吹气机3f,且吹气机3f位于按压机构 4左侧。当步进电机35带动运输带33和装载箱53移动到吹气机3f下端时,通过吹气机3f 对装载箱53内的成型的活性炭进行吹风,因此能够加快活性炭成型的速度,从而提高对活性炭加工的效率。
35.所述的装载板51下端左右对称设置有l形铰板3g,l形铰板3g之间通过销轴相连接,销轴外圈且位于l形铰板3g相背侧分别通过安装块3h与运输带33相连接,l形铰板3g与销轴之间为转动配合。通过l形铰板3g沿销轴转动,能够使得运输带33带动装载板51移动带转角处时,避免装载板51进行掉落。
36.所述的主动转辊31中部周向开设有放置槽,且放置槽为环形结构,主动转辊31中部位于放置槽内套设有偏心轮3a,偏心轮3a内侧通过连杆3b与固定杆3c相连接,且固定杆3c 前后两端固定安装在支撑板2侧壁上,偏心轮3a远离连杆3b一端的弧度不能超过主动转辊 31直径。通过连杆3b与固定杆3c能够对偏心轮3a进行固定,避免偏心轮3a工作时发生移动,影响对偏心轮3a的使用效果。
37.所述的支撑板2相对面且位于运输带33左侧下端通过多个转轴3e设置有多个传动辊3f,且传动辊3f通过转动配合方式倾斜设置。当加工成型的活性炭块通过运输带33到传动辊3f 上时,通过传动辊3f能够对活性炭块进行无动力运输。
38.工作时,通过步进电机35转动带动主动转辊31转动,主动转辊31与从动转辊32相配合能够带动运输带33进行步进式传送,且运输带33在步进电机35的带动下每次移动的距离与按压机构4之间的间距相等;
39.通过向梯形空心筒37内进行搅拌好的活性炭的定量加料,空心筒37内的隔板38能够使得活性炭均匀的滑落到装载箱53内,以便活性炭能够均匀堆积在装载箱53内,防止活性炭堆积过高造成掉落的现象;
40.通过控制运输带33对抖动机构5进行传送,使得运输带33上的装载板51带动装载
箱 53进行移动,当装载箱53侧面的抵紧板56移动到拨动块3d时,通过抵紧板56能够沿拨动块3d斜面进行滑动,从而使抵紧板56能够带动装载箱53整体沿矩形滑槽52进行向前滑动,当运输带33带动装载板51和装载箱53整体移动到脱离拨动块3d时,通过压簧55使得装载箱53进行复位,从而达到对装载箱53内的活性炭进行抖动的效果,避免装载箱53内的活性炭发生堆积,影响对活性炭的加工效果;
41.当控制运输带33使装载箱53移动到按压机构4下端时,通过转动电机45转动,带动转动凸轮46旋转,通过转动凸轮46旋转使得回形架42沿导向板41上下滑动,当回形架42滑动时能够带动推杆43和推板44上下移动,使得推板44能够对装载箱53内的活性炭进行按压,以便装载箱53内的活性炭能够被压平,使得装载箱内的活性炭更加紧密,提高活性炭的成型效果和密实度;
42.然后当步进电机35带动运输带33和装载箱53移动到吹气机3f下端时,通过吹气机3f 对装载箱53内的成型的活性炭进行吹风,使得活性炭能够速度成型,从而缩短活性炭的成型时间;
43.当活性炭加工成型后,运输带33带动装载箱53运输到左端时,此时推动杆59与偏心轮 3a相接触,推动杆59在偏心轮3a的导向作用下能够带动推动杆59伸出,推动杆59带动推动板58将装载箱53内成型的活性炭顶出,使得成型后的活性炭移动到传动辊3f上,传动辊 3f能够对活性炭块自动输送。
44.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1