一种流水线玻璃激光飞行切割设备的制作方法
1.本发明属于玻璃超快激光加工领域,具体涉及一种流水线玻璃激光飞行切割设备。
背景技术:
2.玻璃的生产属于流水线工艺,前序工作和后续工作衔接紧密,如果发生一次停电,则整个工序都停止了。因此,流水线中的玻璃需要在流水线上进行加工来满足后一道工序的使用,玻璃的飞行切割就成为至关重要的一种加工方法。
3.现有的玻璃切割大都采用玻璃刀具进行切割分块,刀具切玻璃输出接触式加工,容易产生裂纹,良品率不高;随着激光加工技术在工业中的应用越来越广泛,其在玻璃切割的方向也取得了优异的表现。超快激光通过聚焦头聚焦获得具有高峰值功率密度的光斑,通过特殊的切割头可实现重复性聚焦/散焦过程,形成稳定穿孔。通过直线电机控制玻璃相对于激光束进行运动来生成等间距的众多丝孔,通过优化丝孔间距产生沿直径方向的微裂纹。随后通过co2激光使玻璃裂纹处产生热膨胀使裂纹延展使玻璃裂开。
4.然而,玻璃的飞行切割对设备的稳定性,切割的平稳性都提出了更高的要求。如何将上述精密的加工方法应用于实际的流水线生产还存在一些技术难题,比如如何保证加工效率、如何保证加工稳定性和质量等等。
技术实现要素:
5.本发明的目的是克服现有技术存在的缺陷,提供一种流水线玻璃激光飞行切割设备。
6.实现本发明目的的技术方案是:一种流水线玻璃激光飞行切割设备,具有机架、高速玻璃流水传送机构、玻璃横切机构、玻璃纵切机构、废料回收机构;所述高速玻璃流水传送机构设置在机架上,所述玻璃纵切机构和玻璃横切机构分别设置在高速玻璃流水传送机构两端上方,所述废料回收机构设置在高速玻璃流水传送机构传送下料方向的一端。
7.进一步的,所述玻璃横切机构包括直线模组、横切红外皮秒激光器、横切co2激光器、横切切割头、横切裂片头、45度反射镜和滑块;所述直线模组水平安装在高速玻璃流水传送机构上方,且与高速玻璃流水传送机构的运动方向存在一个角度,所述滑块安装在直线模组上,所述横切切割头、横切裂片头安装在滑块上,所述横切红外皮秒激光器和横切co2激光器安装在机架上,所述横切红外皮秒激光器射出的红外皮秒激光飞行光路经由若干个45度反射镜反射后射入横切切割头,所述横切co2激光器射出的co2激光飞行光路经由若干个45度反射镜反射后射入横切裂片头。
8.进一步的,所述横切切割头通过横切切割头高度调节机构高度可调地安装在滑块上,所述横切裂片头通过横切裂片头角度及高度调节机构角度与高度可调地内装在滑块上。
9.进一步的,所述玻璃纵切机构共有两组,并列设置在高速玻璃流水传送机构上方,
所述玻璃纵切机构包括纵切红外皮秒激光器、纵切co2激光器、纵切切割头、纵切裂片头、45度反射镜和复合式调节机构;所述纵切红外皮秒激光器和纵切co2激光器安装在机架上,所述纵切切割头和纵切裂片头沿高速玻璃流水传送机构运动方向前后并列安装在复合式调节机构上,所述复合式调节机构固定在机架上,所述纵切红外皮秒激光器射出的红外皮秒激光飞行光路经由若干个45度反射镜反射后射入纵切切割头,所述纵切co2激光器射出的co2激光飞行光路经由若干个45度反射镜反射后射入纵切裂片头。
10.进一步的,所述废料回收机构包括导向机构、下压滚轮和废料回收箱;所述导向机构和高速玻璃流水传送机构同向设置在流水线下方,所述下压滚轮共有两组,分别设置在高速玻璃流水传送机构末端两侧,所述废料回收箱固定在高速玻璃流水传送机构末端下方。
11.采用上述技术方案后,本发明具有以下积极的效果:
12.(1)本发明巧妙地利用一个直线模组实现常规操作中的xy轴运动平台、龙门结构平台的方案,节省了硬件成本。通过独特的控制方法,实现单轴飞行切割。
13.(2)本发明通过可调角度裂片头以及两片45度反射镜片实现裂片光斑位置的任意调节,从而可以使飞行切割和裂片适应于不同高速玻璃流水线速度和切割速度,在改变高速玻璃流水线速度和切割速度时,只需要调节裂片头光斑位置,即可实现保证可调角度裂片头的出光打在切割头1切出的轨迹上,进而实现切割裂片同步进行。
14.(3)本发明为了保证切割质量和良品率,分别采用直线模组的分速度v2和超速流水线的速度v0实时反馈控制红外皮秒激光器的出光频率和co2激光器的出光功率,进而保证玻璃收到的激光脉冲和能量不随着直线模组和高速玻璃流水线速度的加减速和速度波动影响,保证加工质量一致。
15.(4)本发明采用横切和纵切三套激光器和切割头,保证高速玻璃流水线的效率要求,可同时实现玻璃流水线的横切、纵切、废料回收,充分满足玻璃流水线的产能及加工效率、加工质量要求,开创玻璃流水线加工新手段。
附图说明
16.为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明,其中
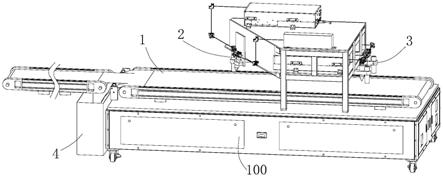
17.图1为本发明整体示意图;
18.图2为本发明玻璃横切机构的具体结构示意图;
19.图3为本发明玻璃纵切机构的具体结构示意图;
20.图4为本发明废料回收机构的具体结构示意图;
21.图5为本发明玻璃横切飞行速度合成原理。
具体实施方式
22.见图1,本发明具有机架100、用于玻璃传送的高速玻璃流水传送机构1、用于将流水线上的玻璃垂直于流水线方向切断的玻璃横切机构2、用于将玻璃沿着高速玻璃流水线方向将两边飞边切断的玻璃纵切机构3、用于将玻璃横切后的玻璃废料进行压断和回收的废料回收机构4、设置在设备内控制整体运行的整机控制系统;高速玻璃流水传送机构1设
置在机架100上,玻璃纵切机构3和玻璃横切机构2分别设置在高速玻璃流水传送机构1两端上方,废料回收机构4设置在高速玻璃流水传送机构1传送下料方向的一端。
23.见图2和图5,玻璃横切机构2包括直线模组21、横切红外皮秒激光器22、横切co2激光器23、横切切割头24、横切裂片头25、45度反射镜200和滑块26。直线模组21水平安装在高速玻璃流水传送机构1上方,且与高速玻璃流水传送机构1的运动方向存在一个角度,用来保证直线模组21运动时,直线模组21的运动速度v与高速玻璃流水线的速度v0的速度差与高速玻璃流水线速度v0正交。滑块26安装在直线模组21上,横切切割头24、横切裂片头25安装在滑块26上,横切红外皮秒激光器22和横切co2激光器23安装在机架100上,横切红外皮秒激光器22射出的红外皮秒激光飞行光路经由若干个45度反射镜200反射后射入横切切割头24,横切co2激光器23射出的co2激光飞行光路经由若干个45度反射镜200反射后射入横切裂片头25。横切裂片头25可使co2激光精确打在横切切割头24切出的切缝上。
24.横切切割头24通过横切切割头高度调节机构27高度可调地安装在滑块26上,横切裂片头25通过横切裂片头角度及高度调节机构28角度与高度可调地内装在滑块26上。横切裂片头25通过横切裂片头角度及高度调节机构28调节高度和角度,可使横切裂片头25与横切切割头24形成特定角度,从而改变横切裂片头25的co2光斑相对于横切切割头24光斑的位置,该位置的具体调节原则为:在确定切割速度和高速玻璃流水线速度的情况下,保证飞行切割过程中,横切裂片头25的出光光斑能精确打在横切切割头24切割出的轨迹上。横切裂片头角度及高度调节机构28上安装有3个45度反射镜200,45度反射镜200常规只允许激光的入射角度和出射角度与反射面成45度,通过空间中组合的45度反射镜200可实现co2激光飞行光路12相对于横切切割头24形成任意角度,进而保证横切裂片头25的光斑和横切切割头24的光斑间的距离不受切割头尺寸的影响,进而可以满足各种飞行切割速度要求。
25.玻璃横切机构2的直线模组21带动横切切割头24和横切裂片头25进行切割和裂片,在切割和裂片同步进行,横切切割头24和横切裂片头25的安装位置保证玻璃先被切割后被裂片;通过整机控制系统的编码器实时将高速玻璃流水线速度v0反馈给整机控制系统,整机控制系统保证直线模组21的运动速度v沿着高速玻璃流水线方向的分速度v1与高速玻璃流水线速度v0相同,进而保证横切切割头24和横切裂片头25相对于高速玻璃流水线的运动速度只有正交于高速玻璃流水线的分量v2,通过整机控制系统可精确计算出运动速度v2,其之间的关系满足:v0=v1、v=v1+v2;通过速度v2控制横切红外皮秒激光器22的出光频率和横切co2激光器23的出光功率,进而保证在直线模组21加减速过程中横切红外皮秒激光器22产生的脉冲点间距均匀及横切co2激光器23在玻璃上产生的热量均匀,从而实现玻璃切割的位置比较输出控制和玻璃裂片的能量跟随控制。直线模组21的安装方向与高速玻璃流水线的运动方向有一定角度,从而可以通过单个直线模组21实现飞行切割,切割时直线模组21从前端运动之后端完成飞行切割和裂片,随后快速运动回切割起点准备下一次切割;整机控制系统通过高速玻璃流水线的编码器反馈控制每次飞行切割的开始和飞行切割的速度。
26.见图3,玻璃纵切机构3共有两组,并列设置在高速玻璃流水传送机构1上方,玻璃纵切机构3包括纵切红外皮秒激光器31、纵切co2激光器32、纵切切割头33、纵切裂片头34、45度反射镜200和复合式调节机构35;纵切红外皮秒激光器31和纵切co2激光器32安装在机架100上,纵切切割头33和纵切裂片头34沿高速玻璃流水传送机构1运动方向前后并列安装
在复合式调节机构35上,复合式调节机构35固定在机架100上,纵切红外皮秒激光器31射出的红外皮秒激光飞行光路经由若干个45度反射镜200反射后射入纵切切割头33,纵切co2激光器32射出的co2激光飞行光路经由若干个45度反射镜200反射后射入纵切裂片头34。
27.两个复合式调节机构35之间的距离可根据需要的纵向玻璃尺寸调节;复合式调节机构35可调节纵切切割头33和纵切裂片头34的高度,从而适应不同厚度的玻璃的切割和裂片;纵切裂片头34在高速玻璃流水线运动方向上安装于纵切切割头33的正后方,保证高速玻璃流水线上的玻璃先经过切割头后经过裂片头,通过高速玻璃流水线和纵切切割头33、纵切裂片头34的相对运动,实现玻璃飞边的切割和裂片。高速玻璃流水线的速度v0实时反馈给控制系统,控制系统根据v0控制纵切红外皮秒激光器31的出光频率和纵切co2激光器32的出光功率,从而避免高速玻璃流水线速度波动的干扰,实现玻璃切割的位置比较输出控制和玻璃裂片的能量跟随控制。
28.见图4,废料回收机构4包括导向机构41、下压滚轮42和废料回收箱43;导向机构41和高速玻璃流水传送机构1同向设置在流水线下方,下压滚轮42共有两组,分别设置在高速玻璃流水传送机构1末端两侧,废料回收箱43固定在高速玻璃流水传送机构1末端下方。
29.废料回收机构4的导向机构41将切断的玻璃飞边向两边分离,飞边下方的高速传送带镂空,使得玻璃飞边由于自身重量向下弯曲,再通过下压滚轮42将其这段调入废料回收箱43中实现回收。
30.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1