基于伺服控制的玻璃拉丝设备的制作方法
1.本实用新型涉及玻璃纤维技术领域,尤其涉及基于伺服控制的玻璃拉丝设备。
背景技术:
2.超细无碱连续玻璃纤维纱具有强度高、化学稳定性好、耐化学腐蚀、生产成本低等特点,因此在工业上得到了广泛应用。传统的玻璃纤维的生产是将刚由热熔状玻璃冷凝成丝状的玻璃纤维原丝,绕在高速拉丝机机头的“绕丝筒”上缠绕成丝,再连同绕丝筒一起送入140
°
c左右的“干燥炉”内进行干燥固化定型处理,最后用专用设备将原丝从绕丝筒上退解合股而成商品纱。
3.在上述传统的玻璃拉丝设备中,玻璃纤维原丝的冷却方式较为单一,大多采用自然风冷,冷却速度慢,生产效率低下;且现有的玻璃拉丝设备在绕丝筒缠绕成卷的过程中,当绕丝筒绕制完成后需要人工观察后再手动停下旋转电机,费时费力,且可能出现发现不及时导致绕制过多的情况。
技术实现要素:
4.基于背景技术中提出的技术问题,本实用新型提出了基于伺服控制的玻璃拉丝设备。
5.本实用新型提出的基于伺服控制的玻璃拉丝设备,包括底座和顶板,所述顶板的顶部安装有熔化炉,所述熔化炉的底部连通有出料管,所述出料管的底部安装有冷却板,所述冷却板内部中空,所述冷却板的一侧上方连通有进水管,所述冷却板的一侧下方连通有出水管,所述底座的顶部中部设有绕制机构,所述绕制机构的下方设有伸缩结构,所述伸缩结构上安装有按钮,所述底座顶部一侧安装有警示灯,所述警示灯和按钮电性连接,所述底座一侧安装有冷风机,所述冷风机的出风口连通有出风管,所述出风管的管端侧面安装有喷嘴,所述喷嘴设有多个,多个所述喷嘴均对准冷却板的下方。
6.优选地,所述顶板位于底座的正上方,所述底座的顶部四角均竖直焊接有支撑柱,四个所述支撑柱的顶端分别焊接于顶板的底部四角。
7.优选地,所述出料管贯穿顶板并和顶板固定连接,所述出料管设有多个,多个所述出料管在熔化炉底部横向均匀分布,所述出料管和冷却板连通。
8.优选地,所述绕制机构包括旋转电机,所述底座的顶部中部一侧安装有安装座,所述旋转电机水平安装于安装座顶部,所述旋转电机的输出轴顶端水平安装有转杆,所述底座的顶部中部另一侧安装有支撑板。
9.优选地,所述转杆另一端转动连接于支撑板内部,所述转杆上安装有绕线盘,所述绕线盘的数量和出料管的数量相同,多个所述绕线盘在转杆上横向均匀分布。
10.优选地,所述伸缩结构的数量和绕线盘的数量相同,所述伸缩结构包括套筒和横板,所述横板位于绕线盘的正下方,所述套筒竖直焊接于底座的顶部。
11.优选地,所述套筒内部插接有伸缩杆,所述伸缩杆的顶端从套筒内部伸出并和横
板的底部中心处焊接,所述套筒的内底部和伸缩杆的底端之间竖直焊接有弹簧,所述弹簧设有两个,所述按钮安装于套筒的顶部。
12.本实用新型中的有益效果为:
13.1、该基于伺服控制的玻璃拉丝设备,通过设置有冷却板,出料管出料的玻璃纤维丝进入冷却板内部,通过进水管往冷却板内部提供冷凝水,冷凝水对玻璃纤维丝进行浸泡吸热,加速其冷却,冷却速度更快。
14.2、该基于伺服控制的玻璃拉丝设备,通过设置有冷风机和喷嘴,当玻璃纤维丝从冷却板内导出后,启动冷风机产生冷风,冷风经出风管有多个喷嘴喷向玻璃纤维丝,不仅可以对其进行风冷,且可以将其表面残留的水渍进行风干,经过两道冷却工序,冷却效果更好,且防止其表面水渍影响后续绕制加工。
15.3、该基于伺服控制的玻璃拉丝设备,通过设置有伸缩结构、按钮和警示灯,当绕线盘在绕制玻璃纤维丝过程中,绕线盘上玻璃纤维丝的直径增大,玻璃纤维丝逐渐挤压横板使其向下移动,横板带动伸缩杆向套筒内部移动挤压弹簧,直至绕线盘上的玻璃纤维丝绕制完毕时,横板挤压按钮,则警示灯亮起且自动控制旋转电机停止工作,提醒工作人员绕制完成卸下绕线盘,无需人工观察后再手动停下旋转电机,省时省力,避免出现发现不及时导致绕制过多的情况。
16.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
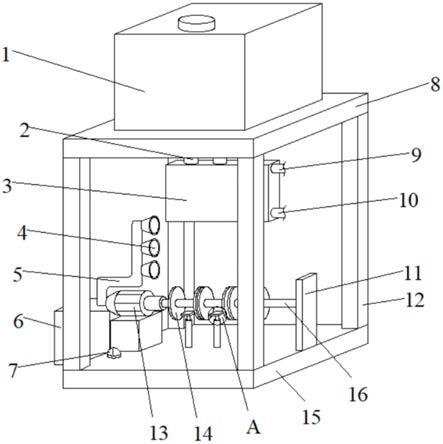
17.图1为本实用新型提出的基于伺服控制的玻璃拉丝设备的结构示意图;
18.图2为本实用新型提出的基于伺服控制的玻璃拉丝设备的a处放大图;
19.图3为本实用新型提出的基于伺服控制的玻璃拉丝设备的伸缩结构示意图;
20.图4为本实用新型提出的基于伺服控制的玻璃拉丝设备的局部正视截面图。
21.图中:1、熔化炉;2、出料管;3、冷却板;4、喷嘴;5、出风管;6、冷风机;7、警示灯;8、顶板;9、进水管;10、出水管;11、支撑板;12、支撑柱;13、旋转电机;14、绕线盘;15、底座;16、转杆;17、横板;18、按钮;19、伸缩杆;20、套筒;21、弹簧。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
23.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.参照图1
‑
4,基于伺服控制的玻璃拉丝设备,包括底座15和顶板8,顶板8的顶部安装有熔化炉1,熔化炉1的底部连通有出料管2,出料管2的底部安装有冷却板3,冷却板3内部中空,冷却板3的一侧上方连通有进水管9,冷却板3的一侧下方连通有出水管10,底座15的顶部中部设有绕制机构,绕制机构的下方设有伸缩结构,伸缩结构上安装有按钮18,底座15
顶部一侧安装有警示灯7,警示灯7和按钮18电性连接,底座15一侧安装有冷风机6,冷风机6的出风口连通有出风管5,出风管5的管端侧面安装有喷嘴4,喷嘴4设有多个,多个喷嘴4均对准冷却板3的下方。当玻璃纤维丝从冷却板3内导出后,启动冷风机6产生冷风,冷风经出风管5有多个喷嘴4喷向玻璃纤维丝,不仅可以对其进行风冷,且可以将其表面残留的水渍进行风干,经过两道冷却工序,冷却效果更好,且防止其表面水渍影响后续绕制加工。
25.本实用新型中,顶板8位于底座15的正上方,底座15的顶部四角均竖直焊接有支撑柱12,四个支撑柱12的顶端分别焊接于顶板8的底部四角。
26.本实用新型中,出料管2贯穿顶板8并和顶板8固定连接,出料管2设有多个,多个出料管2在熔化炉1底部横向均匀分布,出料管2和冷却板3连通。熔化炉1融化玻璃从出料管2进行拉丝出料,出料管2出料的玻璃纤维丝进入冷却板3内部,通过进水管9往冷却板3内部提供冷凝水,冷凝水对玻璃纤维丝进行浸泡吸热,加速其冷却,冷却速度更快。
27.本实用新型中,绕制机构包括旋转电机13,底座15的顶部中部一侧安装有安装座,旋转电机13水平安装于安装座顶部,旋转电机13的输出轴顶端水平安装有转杆16,底座15的顶部中部另一侧安装有支撑板11。
28.本实用新型中,转杆16另一端转动连接于支撑板11内部,转杆16上安装有绕线盘14,绕线盘14的数量和出料管2的数量相同,多个绕线盘14在转杆16上横向均匀分布。旋转电机13带动转杆16转动,转杆16带动绕线盘14转动,进行玻璃纤维丝的绕制。
29.本实用新型中,伸缩结构的数量和绕线盘14的数量相同,伸缩结构包括套筒20和横板17,横板17位于绕线盘14的正下方,套筒20竖直焊接于底座15的顶部。
30.本实用新型中,套筒20内部插接有伸缩杆19,伸缩杆19的顶端从套筒20内部伸出并和横板17的底部中心处焊接,套筒20的内底部和伸缩杆19的底端之间竖直焊接有弹簧21,弹簧21设有两个,按钮18安装于套筒20的顶部。当绕线盘14在绕制玻璃纤维丝过程中,绕线盘14上玻璃纤维丝的直径增大,玻璃纤维丝逐渐挤压横板17使其向下移动,横板17带动伸缩杆19向套筒20内部移动挤压弹簧21,直至绕线盘14上的玻璃纤维丝绕制完毕时,横板17挤压按钮18,则警示灯7亮起且自动控制旋转电机13停止工作,提醒工作人员绕制完成卸下绕线盘14,无需人工观察后再手动停下旋转电机13,省时省力,避免出现发现不及时导致绕制过多的情况。
31.工作原理:熔化炉1融化玻璃从出料管2进行拉丝出料,出料管2出料的玻璃纤维丝进入冷却板3内部,通过进水管9往冷却板3内部提供冷凝水,冷凝水对玻璃纤维丝进行浸泡吸热,加速其冷却,冷却速度更快;当玻璃纤维丝从冷却板3内导出后,启动冷风机6产生冷风,冷风经出风管5有多个喷嘴4喷向玻璃纤维丝,不仅可以对其进行风冷,且可以将其表面残留的水渍进行风干,经过两道冷却工序,冷却效果更好,且防止其表面水渍影响后续绕制加工;当绕线盘14在绕制玻璃纤维丝过程中,绕线盘14上玻璃纤维丝的直径增大,玻璃纤维丝逐渐挤压横板17使其向下移动,横板17带动伸缩杆19向套筒20内部移动挤压弹簧21,直至绕线盘14上的玻璃纤维丝绕制完毕时,横板17挤压按钮18,则警示灯7亮起且自动控制旋转电机13停止工作,提醒工作人员绕制完成卸下绕线盘14,无需人工观察后再手动停下旋转电机13,省时省力,避免出现发现不及时导致绕制过多的情况。
32.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用
新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1