一种建筑玻璃幕墙全自动加工工艺的制作方法
1.本发明涉及建筑幕墙技术领域,具体为一种建筑玻璃幕墙全自动加工工艺。
背景技术:
2.在玻璃制造过程中,为了强化玻璃,需要对成型后的玻璃板进行加热,已消除成型后玻璃产生的应力。现有技术中的玻璃加热装置通常包括加热炉,加热炉顶部设有加热元件,加热炉底部设有放置待加热玻璃支撑板,使用时,将待加热玻璃水平放置在支撑板上,然后开启加热元件对待加热玻璃进行加热。
3.中国专利公开号cn105293879a公开了一种建筑幕墙玻璃制造用加热装置,本发明的建筑幕墙玻璃制造用加热装置结构简单,设计合理,方便使用,成本低,实现了对放置在玻璃固定板上的玻璃的均匀加热,能够设定加热时间,加热效率高;
4.但是该设备在使用时,需要工作人员先将待加热玻璃放置在玻璃固定板上,并通过螺帽调整螺栓的位置,使得螺栓靠近第二挡板的一端紧贴待加热玻璃,从而将待加热玻璃固定在玻璃固定板上,这种加工方式较为繁琐,工人的劳动强度高,不能实现自动化有效夹持,使得工作效率低下,而且工人将玻璃搬抬并放在夹持点时,极易发生破碎风险。
技术实现要素:
5.针对现有技术的不足,本发明提供了一种建筑玻璃幕墙全自动加工工艺,解决了现有对成型后玻璃产生的应力消除加工设备,加工方式较为繁琐,工人的劳动强度高,不能实现自动化有效夹持,使得工作效率低下,而且工人将玻璃搬抬并放在夹持点时,极易发生破碎风险的问题。
6.为实现以上目的,本发明通过以下技术方案予以实现:一种建筑玻璃幕墙全自动加工工艺,具体包括以下步骤:
7.步骤一、工件放置
8.将单块的玻璃幕墙在传送机构的输入部上,然后通过启动传送机构运行;
9.步骤二、转运夹持
10.传送机构运行时,玻璃幕墙被传动至全自动夹持传动设备处,全自动夹持传动设备对玻璃幕墙进行六面限位夹持;
11.步骤三、应力消除
12.然后加热机构对玻璃幕墙进行加热,并消除成型后玻璃产生的应力;
13.步骤四、材料输出
14.成型后玻璃产生的应力消除后,全自动夹持传动设备转动放置在传送机构的输出端,并停止对玻璃的夹持,随后传送机构的输出部将玻璃幕墙进行带出;
15.上述所提及到全自动夹持传动设备包括加热箱架,所述加热箱架包括底架、加热主箱和两组侧腔盖,两组所述侧腔盖的中部之间转动连接有主转轴,所述主转轴的两侧均通过十字传动支架转动连接有转动夹具构件,所述十字传动支架与主转轴的两侧固定连
接,所述转动夹具构件与十字传动支架支杆处的中部转动连接,所述转动夹具构件包括槽型卡板以及设置在槽型卡板后侧的方管,所述槽型卡板的中部、左侧和右侧分别设有玻璃前后侧边抵压组件、玻璃右侧边抵挡组件和玻璃左侧边扣合组件;
16.所述玻璃前后侧边抵压组件包括抵板条,所述抵板条的一侧固定连接有第一抵柱,所述方管后侧的中部固定连接有转动管,且第一抵柱贯穿于转动管的中部,所述抵板条另一侧的两端固定连接有第一玻璃抵压头,所述方管的中部固定连接有抵压隔板,且第一玻璃抵压头贯穿于抵压隔板并延伸至槽型卡板的中部,所述第一抵柱与抵压隔板之间夹设有第一弹簧;
17.所述玻璃右侧边抵挡组件包括第二玻璃抵压头,所述第二玻璃抵压头通过第一限位滑动组件与槽型卡板的右侧滑动连接,且第二玻璃抵压头与槽型卡板之间夹设有第二弹簧;
18.所述玻璃左侧边扣合组件包括第一推动齿杆和两组第二推动齿杆,且第一推动齿杆和第二推动齿杆均与方管内部的左侧滑动连接,所述第一推动齿杆的左端固定连接有第二抵柱,且第二抵柱贯穿于方管的左端,所述第二抵柱与方管之间夹设有第三弹簧,所述方管内腔左端的上下两侧均转动连接有半齿轮铰杆,且半齿轮铰杆的齿牙处与第一推动齿杆处啮合传动,所述半齿轮铰杆的前侧固定连接有转动抵压头,所述半齿轮铰杆的铰接端通过铰杆与第二推动齿杆的左端铰接,两侧所述第二推动齿杆相对一侧的齿牙处均啮合有抵压齿轮,且抵压齿轮与方管处转动连接,所述抵压齿轮的前侧固定连接有凸轮件,且凸轮件的贯穿于槽型卡板处,所述槽型卡板处位于凸轮件处贯穿有第三玻璃抵压头,且第三玻璃抵压头与槽型卡板之间夹设有第四弹簧,所述凸轮件设于第三玻璃抵压头与槽型卡板之间;
19.所述凸轮件又包括传动圆轮和抵压圆轮,所述抵压圆轮通过抵压滑杆与传动圆轮处滑动连接,且抵压滑杆与传动圆轮之间夹设有第五弹簧,所述传动圆轮的内侧开设有弧形滑槽,所述弧形滑槽处滑动连接有弧形调节锥牙,且抵压滑杆的左端与弧形调节锥牙的内侧压接,所述弧形调节锥牙的前侧贯穿于传动圆轮并固定连接有调节定位杆,所述调节定位杆与传动圆轮之间夹设有第六弹簧,所述传动圆轮前侧的外围设有定位齿圈,且调节定位杆的外端与定位齿圈的内侧压接。
20.优选的,所述侧腔盖内侧立板的中部固定连接有玻璃前后侧抵压环,所述玻璃前后侧抵压环前表面的左右两侧均开设有弧形凹槽,且第一抵柱与玻璃前后侧抵压环的前面压接。
21.优选的,所述侧腔盖壳环侧的外围固定连接有玻璃左侧抵压环,所述玻璃左侧抵压环内圈的左右两侧均固定连接有弧形凸块,且第二抵柱与玻璃左侧抵压环的内圈处压接。
22.优选的,所述侧腔盖的内侧还设有驱动辅助构件,所述驱动辅助构件包括多组辅助传动半齿轮,所述辅助传动半齿轮通过齿轮传动杆与十字传动支架支杆处的外侧转动连接。
23.优选的,所述齿轮传动杆远离辅助传动半齿轮的一端固定连接有第一传动齿轮,所述转动管的远离方管的一端固定连接有第二传动齿轮,且第一传动齿轮与第二传动齿轮啮合传动。
24.优选的,所述侧腔盖壳环侧内围的上部开设有弧形齿轨,且弧形齿轨与辅助传动半齿轮啮合传动,所述辅助传动半齿轮的后侧固定连接有传动抵杆,所述弧形齿轨处固定连接有传动档杆,且传动抵杆与传动档杆压接。
25.优选的,所述加热箱架处后侧的一组侧腔盖的外侧设有主驱机构,所述主驱机构包括驱动电机、十字间歇调节头和间歇转动离心轴,且十字间歇调节头与主转轴的后端固定连接,所述十字间歇调节头与间歇转动离心轴传动连接,且驱动电机的输出端与间歇转动离心轴固定连接。
26.优选的,所述侧腔盖与加热主箱的两侧连通,且加热机构设于加热主箱的上部,所述加热主箱的左右两侧还设有进出料口,且传送机构设于加热主箱的左右两侧并穿过进出料口处。
27.有益效果
28.本发明提供了一种建筑玻璃幕墙全自动加工工艺。与现有技术相比具备以下有益效果:
29.(1)、该建筑玻璃幕墙全自动加工工艺,通过在第一抵柱贯穿于转动管的中部,第一玻璃抵压头贯穿于抵压隔板并延伸至槽型卡板的中部,第二玻璃抵压头通过第一限位滑动组件与槽型卡板的右侧滑动连接,第二抵柱贯穿于方管的左端,半齿轮铰杆的前侧固定连接有转动抵压头,且抵压齿轮与方管处转动连接,凸轮件设于第三玻璃抵压头与槽型卡板之间,通过第一抵柱推动抵板条使第一玻璃抵压头抵压在玻璃幕墙前后两侧的侧边处,第一推动齿杆与半齿轮铰杆啮合转动,从而转动抵压头抵压在玻璃幕墙的左侧,抵压齿轮带动凸轮件抵压第三玻璃抵压头并抵压在玻璃幕墙表面的侧边,通过六面抵压,实现设备对玻璃幕墙的稳定夹持,使设备带动玻璃幕墙转动的过程中,避免玻璃幕墙因夹持不稳定而破碎。
30.(2)、该建筑玻璃幕墙全自动加工工艺,通过在抵压滑杆与传动圆轮之间夹设有第五弹簧,传动圆轮的内侧开设有弧形滑槽,抵压滑杆的左端与弧形调节锥牙的内侧压接,调节定位杆与传动圆轮之间夹设有第六弹簧,且调节定位杆的外端与定位齿圈的内侧压接,通过调节定位杆带动弧形调节锥牙转动,弧形调节锥牙使传动圆轮和抵压圆轮之间的轴距发生变化,松开抵压滑杆使其抵压在定位齿圈的内侧,即可对不同厚度的玻璃幕墙进行夹持,提高设备的功能性,减少厂家运营成本。
31.(3)、该建筑玻璃幕墙全自动加工工艺,通过在玻璃前后侧抵压环前表面的左右两侧均开设有弧形凹槽,玻璃左侧抵压环内圈的左右两侧均固定连接有弧形凸块,辅助传动半齿轮通过齿轮传动杆与十字传动支架支杆处的外侧转动连接,第一传动齿轮与第二传动齿轮啮合传动,且弧形齿轨与辅助传动半齿轮啮合传动,且传动抵杆与传动档杆压接,利用传动档杆通过传动抵杆推动辅助传动半齿轮翻转,辅助传动半齿轮的与弧形齿轨处啮合,第一传动齿轮又与第二传动齿轮啮合转动,从而使转动夹具构件翻转一周,使得加热机构对玻璃幕墙进行加热并均匀的消除成型玻璃的应力,结构设计合理,且方便使用。
32.(4)、该建筑玻璃幕墙全自动加工工艺,通过在十字间歇调节头与主转轴的后端固定连接,十字间歇调节头与间歇转动离心轴传动连接,且驱动电机的输出端与间歇转动离心轴固定连接,利用驱动电机通过带动间歇转动离心轴转动,间歇转动离心轴转动的过程中,间歇转动离心轴间歇推动十字间歇调节头,从而使得十字间歇调节头带动侧腔盖做间
歇转动,使得夹持设备与传送机构进行有效配合,方便玻璃幕墙有一定的时间实现进料出料,进一步增强设备之间的配合性。
附图说明
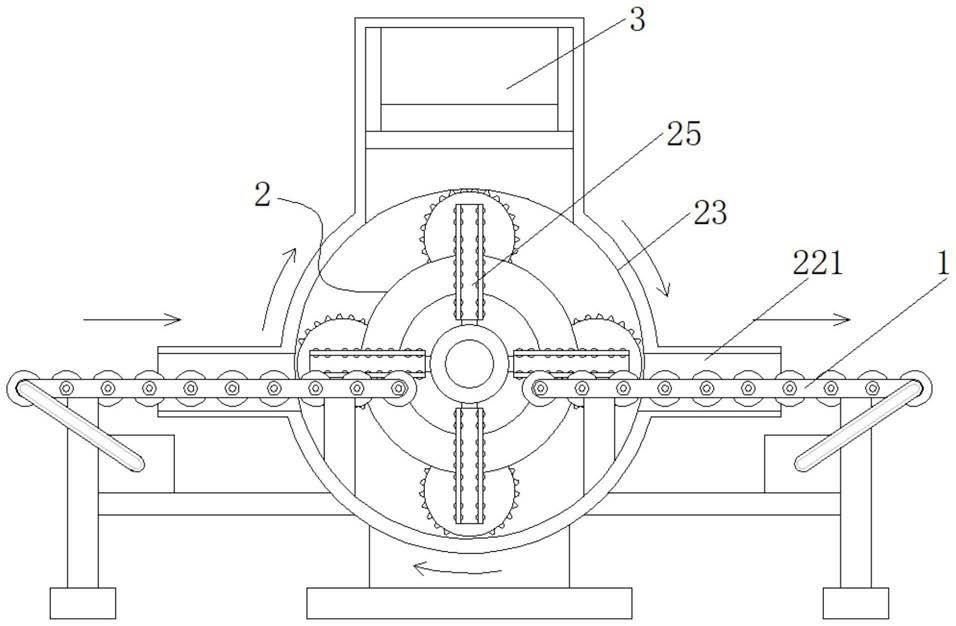
33.图1为本发明的结构剖视图;
34.图2为本发明的结构左剖视图;
35.图3为本发明转动夹具构件的结构俯剖视图;
36.图4为本发明转动夹具构件的结构立体图;
37.图5为本发明玻璃前后侧边抵压组件的结构立体图;
38.图6为本发明转动夹具构件的结构剖视图;
39.图7为本发明玻璃左侧边扣合组件的结构剖视图;
40.图8为本发明玻璃左侧边扣合组件的状态变化图;
41.图9为本发明凸轮件的结构剖视图一;
42.图10为本发明凸轮件的结构剖视图二;
43.图11为本发明玻璃前后侧抵压环的结构立体图;
44.图12为本发明玻璃左侧抵压环的结构立体图;
45.图13为本发明侧腔盖的结构剖视图一;
46.图14为本发明侧腔盖的结构剖视图二;
47.图15为本发明辅助传动半齿轮的结构后视图;
48.图16为本发明主驱机构的结构主视图。
49.图中:1、传送机构;2、加热箱架;21、底架;22、加热主箱;221、进出料口;23、侧腔盖;231、玻璃前后侧抵压环;2311、弧形凹槽;232、玻璃左侧抵压环;2321、弧形凸块;233、弧形齿轨;2331、传动档杆;24、主转轴;241、十字传动支架;25、转动夹具构件;251、槽型卡板;252、方管;253、玻璃前后侧边抵压组件;2531、抵板条;2532、第一抵柱;2533、第一玻璃抵压头;2534、第一弹簧;254、玻璃右侧边抵挡组件;2541、第二玻璃抵压头;2542、第一限位滑动组件;255、玻璃左侧边扣合组件;2551、第一推动齿杆;2552、第二推动齿杆;25521、抵压齿轮;2553、第二抵柱;2554、第三弹簧;2555、半齿轮铰杆;25551、转动抵压头;2556、铰杆;2557、凸轮件;25571、传动圆轮;25572、抵压圆轮;25573、抵压滑杆;25584、第五弹簧;25575、弧形滑槽;25576、弧形调节锥牙;25577、调节定位杆;25578、第六弹簧;25579、定位齿圈;2558、第三玻璃抵压头;2559、第四弹簧;256、转动管;2561、第二传动齿轮;257、抵压隔板;26、驱动辅助构件;261、辅助传动半齿轮;2611、传动抵杆;262、齿轮传动杆;263、第一传动齿轮;3、加热机构;4、主驱机构;41、驱动电机;42、十字间歇调节头;43、间歇转动离心轴。
具体实施方式
50.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
51.请参阅图1-8,本发明提供一种技术方案:一种建筑玻璃幕墙全自动加工工艺,具体包括以下步骤:
52.步骤一、工件放置
53.将单块的玻璃幕墙在传送机构1的输入部上,然后通过启动传送机构1运行;
54.步骤二、转运夹持
55.传送机构1运行时,玻璃幕墙被传动至全自动夹持传动设备处,全自动夹持传动设备对玻璃幕墙进行六面限位夹持;
56.步骤三、应力消除
57.然后加热机构3对玻璃幕墙进行加热,并消除成型后玻璃产生的应力;
58.步骤四、材料输出
59.成型后玻璃产生的应力消除后,全自动夹持传动设备转动放置在传送机构1的输出端,并停止对玻璃的夹持,随后传送机构1的输出部将玻璃幕墙进行带出。
60.上述所提及到全自动夹持传动设备包括加热箱架2,加热箱架2包括底架21、加热主箱22和两组侧腔盖23,侧腔盖23与加热主箱22的两侧连通,且加热机构3设于加热主箱22的上部,加热主箱22的左右两侧还设有进出料口221,且传送机构1设于加热主箱22的左右两侧并穿过进出料口221处,传送机构1为两组传动辊式输送机,且输送机上的辊轴外部套设有纹路胶套,用于增强输送机与玻璃幕墙之间的摩擦力,便利玻璃幕墙进出料,两组侧腔盖23的中部之间转动连接有主转轴24,主转轴24的两侧均通过十字传动支架241转动连接有转动夹具构件25,且传送机构1的高出与转动夹具构件25水平放置时的高度一组,便利玻璃幕墙进出料,十字传动支架241与主转轴24的两侧固定连接,转动夹具构件25与十字传动支架241支杆处的中部转动连接,转动夹具构件25包括槽型卡板251以及设置在槽型卡板251后侧的方管252,方管252用于连接槽型卡板251,并且用于设置抵压组件的驱动结构,槽型卡板251的中部、左侧和右侧分别设有玻璃前后侧边抵压组件253、玻璃右侧边抵挡组件254和玻璃左侧边扣合组件255,玻璃前后侧边抵压组件253包括抵板条2531,抵板条2531的一侧固定连接有第一抵柱2532,方管252后侧的中部固定连接有转动管256,且第一抵柱2532贯穿于转动管256的中部,抵板条2531另一侧的两端固定连接有第一玻璃抵压头2533,方管252的中部固定连接有抵压隔板257,且第一玻璃抵压头2533贯穿于抵压隔板257并延伸至槽型卡板251的中部,第一抵柱2532与抵压隔板257之间夹设有第一弹簧2534,玻璃右侧边抵挡组件254包括第二玻璃抵压头2541,第二玻璃抵压头2541通过第一限位滑动组件2542与槽型卡板251的右侧滑动连接,且第二玻璃抵压头2541与槽型卡板251之间夹设有第二弹簧2543,玻璃左侧边扣合组件255包括第一推动齿杆2551和两组第二推动齿杆2552,且第一推动齿杆2551和第二推动齿杆2552均与方管252内部的左侧滑动连接,第一推动齿杆2551的左端固定连接有第二抵柱2553,且第二抵柱2553贯穿于方管252的左端,第二抵柱2553与方管252之间夹设有第三弹簧2554,方管252内腔左端的上下两侧均转动连接有半齿轮铰杆2555,半齿轮铰杆2555是半齿轮和连接杆组成,且连接杆与半齿轮的光滑侧边处倾斜并焊接而成,且半齿轮铰杆2555的齿牙处与第一推动齿杆2551处啮合传动,半齿轮铰杆2555的前侧固定连接有转动抵压头25551,半齿轮铰杆2555的铰接端通过铰杆2556与第二推动齿杆2552的左端铰接,两侧第二推动齿杆2552相对一侧的齿牙处均啮合有抵压齿轮25521,且抵压齿轮25521与方管252处转动连接,抵压齿轮25521的前侧固定连接有凸轮件
2557,且凸轮件2557的贯穿于槽型卡板251处,槽型卡板251处位于凸轮件2557处贯穿有第三玻璃抵压头2558,且第三玻璃抵压头2558与槽型卡板251之间夹设有第四弹簧2559,凸轮件2557设于第三玻璃抵压头2558与槽型卡板251之间,通过第一抵柱2532推动抵板条2531使第一玻璃抵压头2533抵压在玻璃幕墙前后两侧的侧边处,第一推动齿杆2551与半齿轮铰杆2555啮合转动,从而转动抵压头25551抵压在玻璃幕墙的左侧,抵压齿轮25521带动凸轮件2557抵压第三玻璃抵压头2558并抵压在玻璃幕墙表面的侧边,通过六面抵压,实现设备对玻璃幕墙的稳定夹持,使设备带动玻璃幕墙转动的过程中,避免玻璃幕墙因夹持不稳定而破碎。
61.请参阅图9-10,凸轮件2557又包括传动圆轮25571和抵压圆轮25572,抵压圆轮25572通过抵压滑杆25573与传动圆轮25571处滑动连接,且抵压滑杆25573与传动圆轮25571之间夹设有第五弹簧25574,传动圆轮25571的内侧开设有弧形滑槽25575,弧形滑槽25575处滑动连接有弧形调节锥牙25576,弧形调节锥牙25576的结构为一端的宽度较大,然后到另一端的宽度逐渐变小,且为弧形结构,用于推动抵压圆轮25572,改变传动圆轮25571和抵压圆轮25572之间的轴距,且抵压滑杆25573的左端与弧形调节锥牙25576的内侧压接,弧形调节锥牙25576的前侧贯穿于传动圆轮25571并固定连接有调节定位杆25577,调节定位杆25577与传动圆轮25571之间夹设有第六弹簧25578,传动圆轮25571前侧的外围设有定位齿圈25579,且调节定位杆25577的外端与定位齿圈25579的内侧压接,通过调节定位杆25577带动弧形调节锥牙25576转动,弧形调节锥牙25576使传动圆轮25571和抵压圆轮25572之间的轴距发生变化,松开抵压滑杆25573使其抵压在定位齿圈25579的内侧,即可对不同厚度的玻璃幕墙进行夹持,提高设备的功能性,减少厂家运营成本。
62.请参阅图11-15,侧腔盖23内侧立板的中部固定连接有玻璃前后侧抵压环231,玻璃前后侧抵压环231前表面的左右两侧均开设有弧形凹槽2311,且第一抵柱2532与玻璃前后侧抵压环231的前面压接,侧腔盖23壳环侧的外围固定连接有玻璃左侧抵压环232,玻璃左侧抵压环232内圈的左右两侧均固定连接有弧形凸块2321,弧形凹槽2311和弧形凸块2321,用于转动夹具构件25的驱动,实现对玻璃幕墙的六面夹持,然后传送机构1带动玻璃幕墙输出,且第二抵柱2553与玻璃左侧抵压环232的内圈处压接,侧腔盖23的内侧还设有驱动辅助构件26,驱动辅助构件26包括多组辅助传动半齿轮261,辅助传动半齿轮261通过齿轮传动杆262与十字传动支架241支杆处的外侧转动连接,齿轮传动杆262远离辅助传动半齿轮261的一端固定连接有第一传动齿轮263,转动管256的远离方管252的一端固定连接有第二传动齿轮2561,且第一传动齿轮263与第二传动齿轮2561啮合传动,侧腔盖23壳环侧内围的上部开设有弧形齿轨233,且弧形齿轨233与辅助传动半齿轮261啮合传动,弧形齿轨233的齿口与辅助传动半齿轮261齿牙数量一致,当辅助传动半齿轮261在弧形齿轨233行走结束后,辅助传动半齿轮261刚好转动一圈,从而使玻璃翻转一圈,辅助传动半齿轮261的后侧固定连接有传动抵杆2611,弧形齿轨233处固定连接有传动档杆2331,且传动抵杆2611与传动档杆2331压接,利用传动档杆2331通过传动抵杆2611推动辅助传动半齿轮261翻转,辅助传动半齿轮261的与弧形齿轨233处啮合,第一传动齿轮263又与第二传动齿轮2561啮合转动,从而使转动夹具构件25翻转一周,使得加热机构3对玻璃幕墙进行加热并均匀的消除成型玻璃的应力,结构设计合理,且方便使用。
63.请参阅图2和图16,加热箱架2处后侧的一组侧腔盖23的外侧设有主驱机构4,主驱
机构4包括驱动电机41、十字间歇调节头42和间歇转动离心轴43,且十字间歇调节头42与主转轴24的后端固定连接,十字间歇调节头42与间歇转动离心轴43传动连接,且驱动电机41的输出端与间歇转动离心轴43固定连接,利用驱动电机41通过带动间歇转动离心轴43转动,间歇转动离心轴43转动的过程中,间歇转动离心轴43间歇推动十字间歇调节头42,从而使得十字间歇调节头42带动侧腔盖23做间歇转动,使得夹持设备与传送机构1进行有效配合,方便玻璃幕墙有一定的时间实现进料出料,进一步增强设备之间的配合性。
64.同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
65.全自动夹持传动设备在工作时,传送机构1带动玻璃幕墙移动至转动夹具构件25处,并且玻璃幕墙的两侧进入两组侧腔盖23的槽型卡板251处,此时玻璃右侧边抵挡组件254处的第二玻璃抵压头2541对玻璃幕墙进行抵挡,驱动电机41通过带动间歇转动离心轴43转动,间歇转动离心轴43转动的过程中,间歇转动离心轴43间歇推动十字间歇调节头42,从而使得十字间歇调节头42带动侧腔盖23做间歇转动,从而玻璃前后侧边抵压组件253和第二抵柱2553都不再与弧形凹槽2311和弧形凸块2321处抵压,然后第一抵柱2532推动抵板条2531移动,从而使得第一玻璃抵压头2533抵压在玻璃幕墙前后两侧的侧边处,同时第二抵柱2553通过第三弹簧2554推动,使得第一推动齿杆2551移动,从而第一推动齿杆2551与半齿轮铰杆2555啮合转动,从而转动抵压头25551抵压在玻璃幕墙的左侧,半齿轮铰杆2555转动,通过铰杆2556拉动第二推动齿杆2552移动,使得第二推动齿杆2552与抵压齿轮25521啮合转动,从而使抵压齿轮25521带动凸轮件2557转动抵压在第三玻璃抵压头2558上,即使得第三玻璃抵压头2558抵压在玻璃幕墙表面的侧边,即完成玻璃幕墙的六面固定,玻璃幕墙完成固定,同时主转轴24又带动十字传动支架241连接的转动夹具构件25转动,十字传动支架241在转动的过程中,辅助传动半齿轮261的光滑面与侧腔盖23的内侧滑动,当辅助传动半齿轮261的传动抵杆2611处于传动档杆2331接触时,传动档杆2331通过传动抵杆2611推动辅助传动半齿轮261翻转,此时辅助传动半齿轮261的齿牙处与弧形齿轨233处啮合,使得辅助传动半齿轮261通过齿轮传动杆262连接的第一传动齿轮263与第二传动齿轮2561啮合转动,从而使转动夹具构件25翻转一周,使得加热机构3对玻璃幕墙进行加热并均匀的消除成型玻璃的应力,翻转一周后,辅助传动半齿轮261的光滑面再次与侧腔盖23的内侧滑动,当转动夹具构件25处夹持的玻璃转动至传送机构1的输出部时,玻璃前后侧边抵压组件253和第二抵柱2553再次与弧形凹槽2311和弧形凸块2321处抵压,使得转动夹具构件25松开对玻璃幕墙的六面固定,然后传送机构1带动玻璃幕墙输出。
66.当设备需要对不同厚度的玻璃幕墙进行夹持时,通过拉动调节定位杆25577,然后通过调节定位杆25577带动弧形调节锥牙25576转动,弧形调节锥牙25576根据自身的结构特征推动抵压滑杆25573,使得传动圆轮25571和抵压圆轮25572之间的轴距发生变化,再松开抵压滑杆25573使其抵压在定位齿圈25579的内侧,即完成调节,因此第三玻璃抵压头2558的轴距发生变化,即可对不同厚度的玻璃幕墙进行夹持。
67.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。
68.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1