一种均热罩的制作方法
1.本技术涉及超低膨胀微晶玻璃成型技术领域,特别是涉及一种均热罩。
背景技术:
2.本部分提供的仅仅是与本公开相关的背景信息,其并不必然是现有技术。
3.将熔制澄清完善的玻璃液通过漏料管直接流入成型模板而成型大尺寸的玻璃板,为了保持玻璃液流出漏管后在模板上的良好流动性,即保持玻璃液的粘度在良好流动性范围内,就必须在玻璃液流动的前沿界面与玻璃液表面实行加热并保温。
4.在相关技术中,一般采用硅碳棒作为发热体制作传统大尺寸光学玻璃成型用加热罩,该加热罩下部裸露在空气中,没有保温措施,且硅碳棒为直棒型发热体,其中心温度高,边缘温度低,中心温度和边缘温差可达100℃以上。超低膨胀微晶玻璃的粘度随温度降低急剧增加,玻璃液从成型模板中心向边缘流动过程中因粘度急剧增大会产生折叠条纹,因此在成型过程中,采用传统大尺寸光学玻璃成型用加热罩会使玻璃液受热不均,在超低膨胀微晶玻璃中形成较大应力。
技术实现要素:
5.本技术实施例的目的在于提供一种均热罩,以实现对玻璃液的均匀加热。具体技术方案如下:
6.本技术实施例提供了一种均热罩,用于对成型模板上流动的玻璃液进行加热保温,包括圆环加热器、吊桶、和控温系统,所述吊桶吊在成型模板上方且所述吊桶下表面与成型模板平行;所述圆环加热器设置在所述吊桶的下表面,由所述圆环加热器的中心至边缘,在所述圆环加热器上依次形成有多个环形的加热区;所述控温系统包括多个控温器,每个所述控温器与一个对应的加热区连接,以控制对应的所述加热区的温度。
7.本技术实施例的均热罩包括圆环加热器、吊桶和控温系统,因为吊桶吊在成型模板上方且吊桶下表面与成型模板平行,所以圆环加热器设置在吊桶的下表面上可以使圆环加热器与成型模板面平行,从而实现对玻璃液表面进行垂直加热,垂直加热时热量是呈垂直平面向下辐射状态,能够辐射成型模板上玻璃液,同时又能阻挡玻璃液的热量向上辐射散失过多;由圆环加热器的中心至边缘,在圆环加热器上依次形成有多个环形的加热区分别与控温系统中的多个控温器连接,每个控温器根据温场要求分别控制其对应的加热区保持相同的温度,从而有效保证了超低膨胀微晶玻璃成型过程温场均匀性,解决了在相关技术中玻璃液因受热不均导致超低膨胀微晶玻璃内部应力较大的问题,实现了超低膨胀微晶玻璃的高质量成型。
8.另外,根据本技术实施例的均热罩,还可具有如下的附加技术特征:
9.在本技术的一些实施例中,所述加热区包括第一加热区、第二加热区、第三加热区、第四加热区、第五加热区和第六加热区;所述控温器的数量为六个。
10.在本技术的一些实施例中,所述圆环加热器包括支撑件和电阻丝,所述支撑件底
面有适配于所述电阻丝的蚊香盘式环绕嵌入槽,所述电阻丝环绕嵌合在所述支撑件的底面上。
11.在本技术的一些实施例中,所述支撑件的材质为泡沫陶瓷,优选为轻质氧化铝泡沫陶瓷。
12.在本技术的一些实施例中,所述吊桶包括外层钢板和支撑轮毂,所述外层钢板包括圆柱形侧板和环形底板,所述支撑轮毂位于圆柱形侧板内侧并固定在环形底板的上表面,所述环形底板下表面与所述圆环加热器上表面固定连接。
13.在本技术的一些实施例中,所述支撑轮毂由耐热钢材料制成。
14.在本技术的一些实施例中,所述均热罩还包括保温棉,所述保温棉包裹在所述吊桶和所述圆环加热器外侧,并夹在所述吊桶与所述圆环加热器之间,所述保温棉与所述吊桶和所述圆环加热器之间通过铆钉连接。
15.在本技术的一些实施例中,所述圆柱形侧板上设置有多个减重孔。
16.在本技术的一些实施例中,所述均热罩还包括漏料管通道,所述漏料管通道包括中心孔和圆柱形薄壁结构;所述中心孔是由所述圆环加热器和所述环形底板中心限定出的圆孔,所述圆柱形薄壁结构内径与所述中心孔直径相同并固定在所述中心孔上。
17.在本技术的一些实施例中,所述吊桶还包括吊耳,所述吊耳沿所述吊桶桶周焊接在所述圆柱形侧板远离所述环形底板一端的内侧。
附图说明
18.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的实施例。
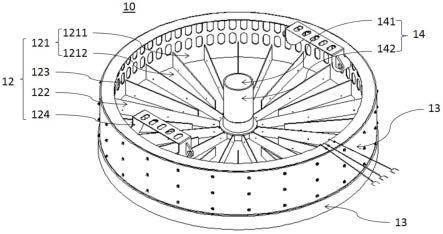
19.图1为本技术实施例的均热罩的结构示意图;
20.图2为本技术实施例的均热罩在其他视角的结构示意图;
21.图3为图1的主视图;
22.图4为图3沿a-a方向的剖视图。
23.附图标记说明:
24.均热罩10;
25.环形加热器11,支撑件111,电阻丝112;
26.第一加热区11-1,第二加热区11-2,第三加热区11-3,第四加热区11-4,第五加热区11-5,第六加热区11-6;
27.吊桶12,外层钢板121,圆柱形侧板1211,环形底板1212,支撑轮毂122,减重孔123,吊耳124;
28.保温棉13;
29.漏料管通道14,中心孔141,圆柱形薄壁结构142。
具体实施方式
30.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员基于本技术所获得的所有其他实施例,都属于本技术保护的范围。
31.如图1至图2所示,本技术实施例提供了一种均热罩10,包括用于对成型模板(图中未示出)上流动的玻璃液进行加热保温,包括圆环加热器11、吊桶12、和控温系统(图中未示出),吊桶12吊在成型模板上方且吊桶12下表面与成型模板平行;圆环加热器11设置在吊桶12的下表面,由圆环加热器11的中心至边缘,在圆环加热器11上依次形成有多个环形的加热区;控温系统包括多个控温器,每个控温器与一个对应的加热区连接,以控制对应的加热区的温度。
32.本技术实施例的均热罩10包括圆环加热器11、吊桶12和控温系统,因为吊桶12吊在成型模板上方且吊桶12的下表面与成型模板平行,所以圆环加热器11设置在吊桶的下表面上可以使圆环加热器11与成型模板面平行,从而实现对玻璃液表面进行垂直加热,垂直加热时热量是呈垂直平面向下辐射状态,能够辐射成型模板上玻璃液,同时又能阻挡玻璃液的热量向上辐射散失过多;由圆环加热器11的中心至边缘,在圆环加热器11上依次形成有多个环形的加热区分别与控温系统中的多个控温器连接,每个控温器根据温场要求分别控制其对应的加热区保持相同的温度,从而有效保证了超低膨胀微晶玻璃成型过程温场均匀性,解决了在相关技术中玻璃液因受热不均导致超低膨胀微晶玻璃内部应力较大的问题,实现了超低膨胀微晶玻璃的高质量成型。
33.在本技术的一些实施例中,如图2所示,所述加热区包括第一加热区11-1、第二加热区11-2、第三加热区11-3、第四加热区11-4、第五加热区11-5和第六加热区11-6;所述控温器的数量为六个。通过设置六个加热区与六个控温器分别电连接,实现合理的分区控温。
34.在本技术的一些实施例中,如图2所示,圆环加热器11包括支撑件111和电阻丝112,支撑件111底面有适配于电阻丝112的蚊香盘式环绕嵌入槽(图中未示出),电阻丝112环绕嵌合在支撑件111的底面上。通过将电阻丝112环绕嵌合在支撑件111底面,使电阻丝122可以稳固地大面积平铺在成型模板上方并与成型模板平行加热,保证了圆环加热器11的稳定性并实现了对玻璃液全面、均匀地加热。
35.进一步地,在相关技术中,一般采用硅碳棒作为发热体,本技术实施例中的电阻丝112相较于硅碳棒作为发热体大大降低了均热罩10的功率,具有较好的节能效果。
36.在本技术的一些实施例中,支撑件111的材质为泡沫陶瓷,优选为轻质氧化铝泡沫陶瓷。泡沫陶瓷具有高机械强度和良好的耐热性,保证了圆环加热器11能被反复地加热和冷却而结构稳定、尺寸稳定且自身安全;轻质氧化铝泡沫陶瓷表面硬度更高且在玻璃液高温烘烤和热气流扰动下,耐氧化,不掉渣。
37.在本技术的一些实施例中,如图1、图3和图4所示,吊桶12包括外层钢板121和支撑轮毂122,外层钢板121包括圆柱形侧板1211和环形底板1212,支撑轮毂122位于圆柱形侧板1211内侧并固定在环形底板1212的上表面,环形底板1212下表面与圆环加热器11上表面固定连接。通过设置位于外层钢板121内侧的支撑轮毂122,保证了吊桶12的稳定性。
38.在本技术的一些实施例中,支撑轮毂122由耐热钢材料制成。通过将支撑轮毂122由耐热钢材料制成,提高了吊桶12的耐热程度,进一步提升了吊桶12的安全性。
39.在本技术的一些实施例中,如图1至图4所示,均热罩10还包括保温棉13,保温棉13
包裹在吊桶12和圆环加热器11外侧,并夹在所述吊桶12与所述圆环加热器11之间,保温棉13与吊桶12和圆环加热器11之间通过铆钉连接。通过设置包裹在吊桶12和圆环加热器11外侧并夹在吊桶12与所述圆环加热器11之间的保温棉13,减缓均热罩10的散热速度。
40.在本技术的一些实施例中,如图1和图4所示,圆柱形侧板1211上设置有多个减重孔123。通过在圆柱形侧板1211上设置多个减重孔123,在保证结构强度的同时减轻吊桶12重量,并在节省材料并节约成本的同时进一步保证的吊桶12吊装的安全性。
41.在本技术的一些实施例中,如图1至图4所示,均热罩10还包括漏料管通道14,漏料管通道14包括中心孔141和圆柱形薄壁结构142;中心孔141是由圆环加热器11和环形底板1212中心限定出的圆孔,圆柱形薄壁结构142内径与中心孔141直径相同并固定在中心孔141上。通过设置漏料管通道14,使熔炉漏料管(图中未示出)套设在漏料管通道14内,从而使熔炉漏料管中的玻璃液经过最短的漏料行程流入成型模板,最大程度避免了因漏料行程过长而导致玻璃液热量的流失。
42.在本技术的一些实施例中,如图1所示,吊桶12还包括吊耳124,吊耳124沿吊桶12桶周焊接在圆柱形侧板1211远离环形底板1212一端的内侧。通过在圆柱形侧板1211远环形底板1212端的内侧设置吊耳,可以将均热罩10平稳地吊在成型模板正上方,使均热罩10对玻璃液进行垂直、稳定地加热。
43.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
44.本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于系统实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
45.以上所述仅为本技术的较佳实施例,并非用于限定本技术的保护范围。凡在本技术的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1