一种自动滚涂机的制作方法
1.本实用新型涉及3c玻璃加工设备领域,尤其涉及一种自动滚涂机。
背景技术:
2.目前3c行业针对玻璃片表面涂药水的工艺主要是采用喷涂的方式。喷涂的动力采用压缩空气驱动喷头或泵体驱动喷头完成对玻璃片非丝印面整面的药水涂层。该方式主要存在的痛点是,一是该种专用药水容易挥发,在喷涂过程中,药水损耗比较大;二是喷涂方式对玻璃片非丝印面整面容易出现涂层不均匀,造成不良品率高;三是喷涂方式效率比较低,外溢的药水无法回收循环利用。
3.智能自动滚涂机是针对玻璃片—清洗—涂药水—烘烤的工艺流程专门设计的一款采用滚涂方式实现玻璃片正面非丝印面整面滚涂好专用药水,同时保证反面不能接触到药水,再送入烘烤工段。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供一种自动滚涂机,采用滚涂方式实现玻璃片正面非丝印面整面滚涂好专用药水,同时保证反面不能接触到药水。
5.本实用新型在于提供一种自动滚涂机,包括:
6.机架;
7.滚涂组件,所述滚涂组件包括滚涂机芯与药水补给组件;
8.所述滚涂机芯包括滚筒装置与滚筒驱动装置;所述滚筒装置包括上包胶滚与下包胶滚,所述上包胶滚与下包胶滚均滚动连接于机架,所述上包胶滚与所述下包胶滚轴线平行,所述上包胶滚与所述下包胶滚间形成包胶滚筒间隙;
9.所述滚筒驱动装置与所述滚筒装置联动,通过所述滚筒驱动装置驱动所述上包胶滚与所述下包胶滚绕相反方向旋转,从而使放置于所述包胶滚筒间隙中的玻璃片移动;
10.药水补给组件,所述药水补给组件包括药水槽,所述药水槽设置于所述下包胶滚重力方向的下方,所述药水槽内部形成有用于盛装药水的腔体,通过所述下包胶滚表面经过药水槽接触药水,将药水滚涂于包胶滚筒间隙中的玻璃片底面,实现玻璃片的滚涂。
11.作为一种优选的实施例,所述药水槽具有侧壁与底部,所述侧壁顶部形成有向腔体内部倾斜的倾斜面;
12.所述药水槽侧壁顶部设置有药水刮板,所述药水刮板设置于所述下包胶滚表面接触药水后滚动离开所述药水槽的一侧,所述药水刮板具有突出于空腔内壁的凸缘,所述凸缘与所述下包胶滚轴线平行,所述凸缘与所述下包胶滚表面形成供药水通过的间隙。
13.作为一种优选的实施例,所述药水刮板滑动连接于所述药水槽,所述药水刮板可沿所述下包胶滚径向滑动,通过所述药水刮板的滑动,控制所述药水刮板与所述下包胶滚表面的间隙宽度。
14.作为一种优选的实施例,所述药水槽滑动连接于机架,滑动方向垂直于所述下包
胶滚轴线;
15.所述药水补给组件还包括药水刮片调节装置,所述药水刮片调节装置包括第一伸缩结构与刮片调节驱动结构,所述第一伸缩结构具有第一端部与第二端部,所述第一端部通过连接板固定于所述药水槽,所述第二端部与所述刮片调节驱动结构联动,通过所述刮片调节驱动结构提供动力,驱动所述第一伸缩结构伸出或缩回,从而带动药水槽滑动,实现所述药水刮板与所述下包胶滚表面的间隙宽度的调节。
16.作为一种优选的实施例,所述药水补给组件还包括自动供药水系统,所述自动供药水系统包括药水罐与泵体,所述泵体通过管道分别与所述药水罐、所述药水槽连接;所述泵体之前设置有过滤器;所述药水槽与所述泵体之间设置有单向阀;
17.所述药水槽底部设置有排出口,所述药水槽底部四周倾向所述排出口倾斜,所述排出口与所述药水罐通过管道连接;
18.所述排出口与所述药水罐之间设置有节流调节阀,所述排出口与所述药水罐之间设置有沉淀过滤槽;
19.所述药水槽上安装有第一传感器,用以监测药水槽内腔药水液面高度;
20.所述药水罐上安装有第二传感器,用于监测药水罐内药水液面高度。
21.作为一种优选的实施例,所述滚涂机芯还包括包胶滚筒间隙调节装置,所述包胶滚筒间隙调节装置与所述上包胶滚连接,所述包胶滚筒间隙调节装置可控制所述上包胶滚靠近或远离下包胶滚,从而调节包胶滚筒间隙。
22.作为一种优选的实施例,所述滚涂机芯还包括过渡夹持轮装置,所述过渡夹持轮装置包括第一过渡夹持轮与第二过渡夹持轮,所述第一过渡夹持轮与所述第二过渡夹持轮分别滚动连接于所述包胶滚筒间隙两端;
23.所述过渡夹持轮装置还包括夹持轮调节结构,所述夹持轮调节结构包括夹持轮调节杆与夹持轮调节手轮;所述第一过渡轮与/或所述第二过渡轮通过连接板滚动连接于所述夹持轮调节杆,所述夹持轮调节杆一端与所述夹持轮调节手轮连接,通过所述夹持轮调节手轮输入扭矩,从而转动所述夹持轮调节杆,带动所述第一过渡轮与/或所述第二过渡轮移动,实现所述第一过渡轮与所述第二过渡轮之间的距离调节。
24.作为一种优选的实施例,还包括翻转组件,所述翻转组件设置于所述滚涂组件前或/与后;
25.所述翻转组件包括转筒装置与夹持输送装置,所述夹持输送装置安装于所述转筒装置内部。
26.作为一种优选的实施例,所所述转筒装置包括转筒支撑架、转筒本体、转筒驱动结构与减速机;所述转筒本体滚动连接于所述转筒支撑架,所述转筒本体与所述转筒支撑架的连接面形成有限位台阶;
27.所述转筒驱动结构与所述减速机连接,所述减速机具有输出轴,所述输出轴上连接有主动同步带轮,所述主动同步带轮通过同步带与所述转筒本体联动。
28.作为一种优选的实施例,所述夹持输送装置包括夹持输送机架、夹持输送结构与夹持输送调节结构;
29.所述夹持输送结构安装于所述夹持输送机架两侧,中间形成夹持玻璃片的空间;所述夹持输送结构包括传输驱动电机、传输主动轮与传输从动轮;所述传输驱动电机具有
输出轴,所述输出轴与所述传输主动轮连接,所述传输主动轮通过同步带与所述传输从动轮联动;
30.所述夹持输送调节结构包括夹持输送调节杆与夹持输送调节手轮;所述夹持输送结构滑动连接于所述夹持输送调节杆两端,通过驱动所述夹持输送调节手轮,使所述夹持输送结构在所述夹持输送调节杆上滑动。
31.相比现有技术,本实用新型的有益效果在于:
32.1.本实用新型的自动滚涂机,通过设置滚筒机芯带动玻璃片移动,同时在滚筒机芯重力方向的下方设置药水槽,通过将下包胶滚表面部分浸泡于药水中,从而将药水经过下包胶滚涂覆于玻璃片底面。由此避免了传统喷涂方式中药水损耗率量大,喷涂效率低,涂层不均匀的缺陷;通过玻璃片底部滚涂的方式,避免了滚涂过程中药水在重力的影响下流动,从而污染玻璃片侧面与玻璃片丝印面(即溢镀)从而造成废品;由下包胶轮取药水滚涂,上包胶轮与下包胶轮中间形成间隙,也可避免上包胶轮沾染药水进而污染玻璃片丝印面。具有结构简单,成本低,并且成品率高的特点。
33.2.本实用新型的自动滚涂机,通过设置药水刮板,通过控制药水刮板与下包胶滚之间的间隙,控制下包胶滚表面的药水量,使涂层厚度均匀,提高产品质量;同时通过刮除过多药水,过多的药水通过药水槽内腔壁回收,有效减少药水损耗,节约成本。
34.3.本实用新型的自动滚涂机,通过设置自动供药水系统,实现药水情况的实施监控与自动补给,自动化程度高,生产效率高。通过管道连接药水槽与药水罐,并在药水槽与药水罐之间设置泵体,使药水槽与药水罐中的药水形成水循环,提高滚涂质量与节约药水,并保证药水的供给。
附图说明
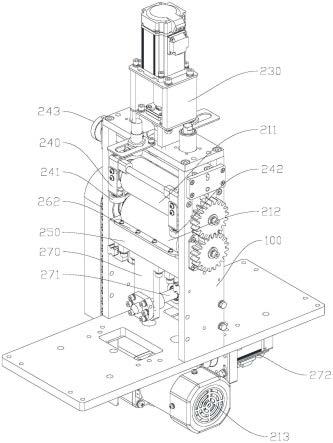
35.图1为本实用新型自动滚涂机的结构示意图;
36.图2为本实用新型自动滚涂机的左视图;
37.图3为本实用新型自动滚涂机的a-a剖视图;
38.图4为本实用新型自动滚涂机的药水槽结构示意图;
39.图5为本实用新型自动滚涂机的药水刮板结构示意图;
40.图6为本实用新型自动滚涂机的自动供药水系统结构示意图;
41.图7为本实用新型自动滚涂机的翻转组件结构示意图;
42.图8为本实用新型自动滚涂机的翻转组件内部结构示意图;
43.图9为本实用新型自动滚涂机的夹持输送装置的结构示意图;
44.图10为本实用新型自动滚涂机另一实施方式的结构示意图;
45.图11为本实用新型自动滚涂机另一实施方式的内部结构示意图;
46.图12为本实用新型自动滚涂机另一实施方式另一角度结构示意图;
47.图中:100、机架;200、滚涂组件;210、滚涂机芯;211、上包胶滚;212、下包胶滚;213、滚筒驱动装置;230、包胶滚筒间隙调节装置;231、间隙调节驱动结构;232、第二伸缩结构;233、第一导向结构;240、过渡夹持轮装置;241、第一过渡夹持轮;242、第二过渡夹持轮;243、夹持轮调节结构;244、夹持轮调节杆;245、夹持轮调节手轮;250、药水补给组件;260、药水槽;261、倾斜面;262、药水刮板;263、滑槽;264、排出口;270、药水刮片调节装置;271、
第一伸缩结构;272、刮片调节驱动结构;280、自动供药水系统;281、药水罐;282、节流调节阀;283、沉淀过滤槽;284、泵体;285、单向阀;286、第一传感器;267、过滤器;288、第二传感器;290、进出料传感器;300、翻转组件;310、转筒装置;311、转筒本体;312、转筒驱动结构;313、减速机;314、转筒支撑架;315、支撑轴承;316、主动同步带轮;317、绕轮;320、夹持输送装置;321、夹持输送机架;322、夹持输送结构;323、夹持输送调节结构;324、传输驱动电机;325、传输主动轮;326、传输从动轮;327、夹持输送调节杆;328、夹持输送调节手轮;329、夹持输送调节标尺;330、夹持输送导向结构;331、夹持输送导向轴;332、滑动轴承座;400、操作箱;600、入口输送机;700、出口输送机。
具体实施方式
48.下面,结合附图以及具体实施方式,对实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。除特殊说明的之外,本实施例中所采用到的材料及设备均可从市场购得。实施例的实例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解对本技术的限制。
49.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或者位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或者暗示所指的装置或者元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。在本技术的描述中,“多个”的含义是两个或两个以上,除非是另有精确具体地规定。
50.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连通”、“连接”应作广义理解,例如,可以使固定连接,也可以是通过中介媒介间相连,可以是两个元件内部的连通或者两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
51.本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
52.实施例一
53.参考图1-12所示的一种自动滚涂机,包括机架100、滚涂组件200与药水补给组件250。
54.机架100,机架100为自动滚涂机的各零部件起连接固定作用。
55.滚涂组件200,滚涂组件200包括滚涂机芯210与药水补给组件250,药水补给组件250设置于滚涂机芯210重力方向的下方,由此使滚涂机芯210从药水补给组件250中取药水滚涂于玻璃片非丝印面整面。
56.滚涂机芯210包括滚筒装置与滚筒驱动装置213,滚筒装置包括上包胶滚211与下包胶滚212,上包胶滚211与下包胶滚212均滚动连接于机架100,上包胶滚211与下包胶滚
212轴线平行,上包胶滚211设置于下包胶滚212重力方向的上方,上包胶滚211与下包胶滚212联动,上包胶滚211与下包胶滚212表面线速度一致,上包胶滚211与下包胶滚212间形成包胶滚筒间隙,包胶滚筒间隙可供玻璃片通过,并且通过包胶滚筒间隙隔离上包胶滚211与下包胶滚212,避免药水沾染至上包胶滚211,从而污染玻璃片丝印面而造成不良品。
57.滚筒装置具有主动轴,滚筒驱动装置213具有输出轴,输出轴与主动轴联动,将滚筒驱动装置213扭矩传递至滚筒装置,使上包胶滚211与下包胶滚212绕相反方向旋转,从而使放置于包胶滚筒间隙中的玻璃片移动。在本实施方式中,输出轴与主动轴通过链轮链条传动,具有节约空间,传递距离长的特点,且维护维修方便,经久耐用的特点。
58.药水补给组件250,药水补给组件250包括药水槽260,药水槽260连接于机架100,药水槽260内部形成有用于盛装药水的腔体,药水液面高于下包胶滚212滚筒表面最低点,从而实现下包胶滚212从药水槽260中取药水,滚涂于包胶滚筒间隙中的玻璃片底面。
59.根据以上结构的自动滚涂机,通过设置滚涂机芯210带动玻璃片移动,同时在滚涂机芯210重力方向的下方设置药水槽260,通过将下包胶滚212表面部分浸泡于药水中,从而将药水经过下包胶滚212涂覆于玻璃片底面。由此避免了传统喷涂方式中药水损耗率量大,喷涂效率低,涂层不均匀的缺陷;通过玻璃片底部滚涂的方式,避免了滚涂过程中药水在重力的影响下流动,从而污染玻璃片侧面与玻璃片丝印面(即溢镀)从而造成废品;由下包胶滚212取药水滚涂,上包胶滚211与下包胶滚212中间形成间隙,也可避免上包胶滚211沾染药水进而污染玻璃片丝印面。本实施方式的自动滚涂机结构简单,成本低,并且成品率高。
60.参考图4-5所示,药水槽260具有侧壁与底部,侧壁顶部形成有向腔体内部倾斜的倾斜面261,可有效防止药水外流。
61.药水槽260侧壁顶部设置有药水刮板262,药水刮板262设置于下包胶滚212表面接触药水后滚动离开药水槽260的一侧,药水刮板262具有突出于空腔内壁的凸缘,凸缘与下包胶滚212轴线平行,凸缘与下包胶滚212表面形成有供药水通过的间隙,通过该间隙可以控制下包胶滚212表面的药水量,使涂层厚度均匀,提高产品质量;同时通过刮除过多药水,过多的药水通过药水槽260内腔壁回收,有效减少药水损耗,节约成本。
62.药水刮板262上形成有若干个滑槽263,滑槽263方向与下包胶滚212径向重合,滑槽263内设置有螺栓;螺栓穿设于滑槽263中将药水刮板262与药水槽260连接;通过设置滑槽263,可使药水刮板262在滑槽263方向上移动,从而调整下包胶滚212上的药水量,从而控制涂层厚度。
63.药水槽260滑动连接于机架100,滑动方向垂直于下包胶滚212轴线,通过滑动药水槽260,调节药水槽260与下包胶滚212的距离,从而调节药水刮板262与下包胶滚212之间的间隙宽度,进而调节下包胶滚212表面的药水量,将药水槽260锁定于所需位置,通过控制上药水量实现涂层厚度的控制,在本实施例中,药水槽260通过滑块导轨结构滑动连接于机架100。
64.在一些优选的实施方式中,药水补给组件250还包括药水刮片调节装置270,药水刮片调节装置270包括第一伸缩结构271与刮片调节驱动结构272,第一伸缩结构271具有第一端部与第二端部,第一端部通过连接板固定于药水槽260,第二端部与刮片调节驱动结构272联动,由刮片调节驱动结构272提供动力,驱使第一伸缩结构271伸出或缩回,带动药水槽260滑动,从而控制药水刮板262远离或靠近下包胶滚212,从而对上药水量进行控制。第
一伸缩结构271可以由液压油缸、具有卡扣的导轨滑块、齿轮齿条或丝杆结构等方式实现,在本实施例中,第一伸缩结构271为精密滚珠丝杆机构,精度可达0.03mm,实现药水刮板262与下包胶滚212间隙的精确调整,从而保证上药水量的精准控制。刮片调节驱动结构272可以为伺服电机,通过预设参数与控制实现上药水量的参数化控制。
65.参考图6所示,药水补给组件250还包括自动供药水系统280,自动供药水系统280包括药水罐281与泵体284,泵体284通过管道分别与药水罐281、药水槽260内腔连接,启动泵体284,通过泵体284抽取药水罐281中的药水输入药水槽260中,从而完成药水补给。泵体284优选为蠕动泵,具有药水被隔离在泵管中、可快速更换泵管、可以干运转,维修费用低等优点。泵体284前面设置有过滤器267,用于防止异物通过泵体284进入药水槽260。药水槽260与泵体284之间设置有单向阀285,用于防止药水槽260内的药水回流。
66.药水槽260底部设置有排出口264,便于药水的排出与更换;药水槽260底部设置为四周倾向排出口264倾斜结构,保证污垢能顺利落到最低处的排出口264,避免被滚筒带起而污染产品影响产品质量。
67.排出口264与药水罐281通过管道连接,从而形成药水循环,保证滚涂药水的质量。排出口264与药水罐281之间设置有节流调节阀282,从而调节药水循环速度。排出口264与药水罐281之间设置有沉淀过滤槽283,通过沉淀过滤槽283过滤掉回流药水中的杂质再进行回收,起到清洗滚装置与药水槽260的作用。
68.自动供药水系统280还包括有第一传感器286,用以监测药水槽260内腔药水液面高度,具体地,第一传感器286设计为有模拟量输出的静压式传感器,能实时监测药水槽260的药水液面高度,从而通过控制泵体284的供给量,实现自动补给药水,从而保证药水槽260内腔液面高度处于动态平衡。
69.药水罐281上安装有第二传感器288,用于监测药水罐281内药水液面高度,具体地,第二传感器288为有模拟量输出的静压式传感器,通过实时监测药水槽260的药水液面高度,发出加药水提示,避免药水断供。
70.在一些优选的实施方式中,滚涂机芯210还包括包胶滚筒间隙调节装置230,包胶滚筒间隙调节装置230与上包胶滚211连接,通过控制上包胶滚211靠近或远离下包胶滚212,从而调节包胶滚筒间隙,以适应不同厚度的玻璃片的加工,提高实用性。
71.具体地,上包胶滚211与下包胶滚212采用大模数齿轮传动,结构简单传动稳定,并且可以保证中心距在1mm左右变化不会影响正常传动,也就是调节包胶滚筒间隙的同时也能保证上下包胶滚(211、212)的稳定传动。
72.包胶滚筒间隙调节装置230包括间隙调节驱动结构231、第二伸缩结构232,间隙调节驱动结构231具有输出轴,输出轴通过联轴器与第二伸缩结构232一端连接,第二伸缩结构232另一端通过连接板与上包胶滚211滚动连接,第二伸缩结构232伸缩方向与上包胶滚211径向重合,通过间隙调节驱动接头提供动力,驱使第二伸缩结构232伸出与缩回,从而带动上包胶滚211在其径向移动,进而控制上包胶滚211靠近或远离下包胶滚212,实现对包胶滚筒间隙的调节,以适应不同厚度的玻璃片,增强自动滚涂机的实用性。
73.其中第二伸缩结构232可以由液压油缸、具有卡扣的导轨滑块、齿轮齿条或丝杆结构等方式实现,在本实施例中,第二伸缩结构232为精密滚珠丝杆机构,精度可达0.03mm,实现包胶滚筒间隙的精确调整。间隙调节驱动结构231可以为伺服电机,通过预设参数即可实
现自动调节包胶滚筒间隙以适应0.4-1.5mm不同厚度的产品。
74.在一些优选的实施例中,包胶滚筒间隙调节装置230还包括第一导向结构233,第一导向结构233包括相互配合的滑动轴与导轨,导轨方向与第二伸缩结构232的伸缩方向一致,导轨与第二伸缩结构靠232近间隙调节驱动结构231一端固定,滑动轴与连接板固定;通过设置第一导向结构233,并通过导轨与滑动轴的配合,使包胶滚筒间隙的调节更加平稳精准;在本实施方式中,第一导向结构233对称设置于第二伸缩结构232两侧,通过该设置方式,使第二伸缩结构232受力均衡,延长第二伸缩结构232的使用寿命,并且增强包胶滚筒间隙调节的稳定性。
75.在一些优选的实施方式中,滚涂机芯210还包括过渡夹持轮装置240,过渡夹持轮装置240包括第一过渡夹持轮241与第二过渡夹持轮242,第一过渡夹持轮241与第二过渡夹持轮242滚动连接于包胶滚筒间隙两端;在一些尺寸较小的玻璃片滚涂过程中,通过设置过渡夹持轮装置240,对玻璃片进行夹持,避免了因尺寸较小而形成单线接触,从而无法保持稳定输送使滚涂机产生故障的情况,提升自动滚涂机在面对小尺寸产品的适用性。
76.包胶滚筒间隙两侧均设置有过渡夹持轮装置240,从而使小尺寸进入与退出包胶滚筒间隙均能被稳定夹持,避免故障。
77.进一步地,过渡夹持轮装置240还包括夹持轮调节结构243,夹持轮调节结构243包括夹持轮调节杆244与夹持轮调节手轮245;第一过渡夹持轮241与/或第二过渡夹持轮242通过连接板分别滚动连接于夹持轮调节杆244,连接板与夹持轮调节杆244通过螺纹连接,夹持轮调节杆244一端设置有夹持轮调节手轮245,通过夹持轮调节手轮245输入扭矩转动夹持轮调节杆244,从而带动第一过渡夹持轮241与/或第二过渡夹持轮242移动,调节第一过渡夹持轮241与第二过渡夹持轮242之间的距离,实现不同宽度尺寸玻璃片的夹持,提高自动滚涂机的实用性。
78.在本实施例中,夹持轮调节杆244为正反螺杆,即夹持轮调节杆244两端螺纹方向相反,第一过渡夹持轮241与第二过渡夹持轮242通过连接板分别连接于夹持轮调节杆244两端,连接板与夹持轮调节杆244通过螺纹配合连接;通过将夹持轮调节杆244设置为正反螺杆的方式,转动夹持轮调节手轮245即可同时调节两端的第一过渡夹持轮241与第二过渡夹持轮242,并且第一过渡夹持轮241与第二过渡夹持轮242在夹持轮调节杆244上的移动距离相同,便于玻璃片的加工位置的设置,并且调节方便效率高。
79.实施例二
80.参考图7-9所示,在实施例一的结构基础上,自动滚涂机还包括翻转组件300,翻转组件300设置于滚涂组件200前或/与后,对进入或/与退出滚涂组件200的玻璃片进行夹持与翻转,便于对玻璃片进行滚涂。
81.翻转组件300包括转筒装置310与夹持输送装置320,夹持输送装置320安装于转筒装置310内部,通过夹持输送装置320对玻璃片进行固定,在转筒装置310的带动下进行翻转,再通过夹持输送装置320对翻转完成的玻璃片进行输送。
82.转筒装置310包括转筒支撑架314、转筒本体311、转筒驱动结构312与减速机313;转筒本体311通过支撑轴承315滚动连接于转筒支撑架314,转筒本体311与支撑轴承315接触面形成有限位台阶,通过限位台阶限制转筒本体311的轴向位移,保证运行的稳定性。
83.转筒驱动结构312与减速机313连接,减速机313具有输出轴,输出轴上连接有主动
同步带轮316,主动同步带轮316通过同步带与转筒本体311联动。通过转筒驱动结构312提供动力,经过减速机313的调整,将扭矩传递至主动同步带轮316,从而带动转筒本体311转动。
84.在本实施方式中,采用圆弧齿同步带驱动,没有反向间隙,并且具有定位精度高的特点。本实施例的减速机313采用精密行星减速机传动,具有体积小精度高且扭矩大的特点。本实施例的转筒驱动结构312采用绝对值编码器伺服电机,即使系统突然断电,伺服电机仍然能记住转筒本体311当前所在位置,设备重新上电开机后,马上能进入正常生产,不需要回原点。
85.转筒装置310还包括有绕轮317,绕轮317滑动连接于转筒支撑架314,通过移动绕轮317对同步带进行张紧;使用时通过绕轮317使同步带绷紧,转筒本体311稳固安装于转筒支撑架314上;拆卸时通过绕轮317松开同步带,便可将转筒本体311从转筒支撑架314上取出,检修方便。
86.夹持输送装置320滑动连接于转筒本体311内,从而使夹持输送装置320可沿转筒本体311轴线方向移动,对玻璃片的夹持输送位置进行调整。
87.夹持输送装置320包括夹持输送机架321、夹持输送结构322与夹持输送调节结构323;
88.夹持输送结构322安装于夹持输送机架321两侧,中间形成夹持玻璃片的空间;夹持输送结构322包括传输驱动电机324、传输主动轮325、传输从动轮326;传输驱动电机324具有输出轴,输出轴上连接有传输主动轮325,传输主动轮325通过同步带与传输从动轮326联动。通过设置于夹持输送机架321两侧的夹持输送结构322对玻璃片进行夹持的方式进行运输,避免污染玻璃片丝印面与滚涂面,成品率高质量好。在本实施例中,传输驱动电机324采用直流无刷电机驱动,并配置调速器,能精准调速,没有碳刷,使用寿命长,故障率低;本实施例采用同步带输送,保证不打滑,两侧同步性好。
89.夹持输送调节结构323包括夹持输送调节杆327与夹持输送调节手轮328;夹持输送结构322滑动连接于夹持输送调节杆327两端,通过驱动夹持输送调节手轮328,使夹持输送结构322在夹持输送调节杆327上滑动,从而调整夹持输送结构322之间的夹持玻璃片空间的距离,以适应不同宽度的玻璃片,实用性强。在本实施例中,夹持输送调节杆327采用左右牙梯形丝杆副进行调节,具有自锁性好,调节方便的特点。
90.进一步地,夹持输送调节结构323还包括有夹持输送调节标尺329,夹持输送调节标尺329与夹持输送调节杆327同向设置;调节夹持输送结构322位置时可直接观看夹持输送调节标尺329上的数值,然后转动夹持输送调节手轮328即可完成调节,高效方便。
91.夹持输送调节结构323还包括有夹持输送导向结构330,夹持输送导向结构330包括夹持输送导向轴331与滑动轴承座332,夹持输送导向轴331固定于夹持输送机架321,夹持输送导向轴331方向与夹持输送调节杆327一致;滑动轴承座332固定于夹持输送结构322,滑动轴承座332通过滑动轴承套设于夹持输送导向轴331;采用滑动轴承支撑,间隙小,精度高,从而使夹持输送结构322的位置调节更加平稳可靠;夹持输送导向结构330对称设置于夹持输送调节杆327两侧,从而使受力均衡,调节过程更加稳定。
92.滚涂组件200与翻转组件300之间设置有进出料传感器290,通过进出料传感器290对包胶滚筒间隙两侧的感应从而监控进出料情况;并且可以根据监控情况设置翻转组件
300的翻转速度及停留时长等数据。
93.自动滚涂机包括机箱,机架100、滚涂组件200、翻转组件300均设置于机箱内部,机箱为机架100、滚涂组件200、翻转组件300起保护防尘作用,避免滚涂过程中被外界所干扰。
94.自动滚涂机还包括操作箱400与电控柜;操作箱400由7寸触摸屏、启动、停止、急停按钮和三色灯组成,可以在触摸屏上完成所有自动和手动操作及参数设定及数据查询;电控柜由plc、电源、空开、继电器、伺服驱动器、调速器、接线端子等组成;通过plc对第一传感器286、第二传感器288、进出料传感器290信号的接收与处理,通过继电器、伺服驱动器、调速器、伺服电机电性连接,对自动滚涂机的运行进行监控与控制。
95.参考图9-12所示,在一些优选的实施方式中,自动滚涂机还包括入口输送机600与出口输送机700,入口输送机600设置于翻转组件300之前,用于将经过清洗阶段的玻璃片输送至翻转组件300,从而进行滚涂工序;出口输送机700设置于滚涂组件200及滚涂组件200后的翻转组件300之后,用于将滚涂好的玻璃片传输送入烘烤工段。入口输送机600与翻转组件300连接处设置有物料到位检测感应器s1,出口输送机700与翻转组件300连接处设置有物料到位检测感应器s3,用于检测玻璃片输送情况。
96.本实用新型的自动滚涂机采用多伺服驱动与智能控制,针对不同厚度的玻璃片只需设定产品的厚度即可完成自动调整,自动化程度高,实现自动滚涂的智能化;采用精密滚珠丝杆机构传动,针对不同宽度的玻璃只需按照刻度表调整宽度即可;通过设置药水补给组件250,使药水实时供给;通过设置药水刮片调节装置270,能保证包胶滚涂表面的药水涂层均匀,从而保证玻璃片非丝印面整面涂层均匀;本实用新型的自动滚涂机相对于现有技术中的采用喷涂供应的方式,产能提高了1.5倍以上,同时,还能降低不良品率。本实用新型的自动滚涂机结构紧凑,传动稳定可靠。
97.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1