用于载板玻璃窑炉液位的控制系统的制作方法
1.本实用新型涉及用于载板玻璃窑炉液位的控制系统,属于液位检测装置技术领域。
背景技术:
2.在载板玻璃窑炉生产加工过程中,窑炉液位是否稳定是影响载板玻璃品质的一个关键因素,玻璃溶液处于熔融状态下,不易测量,准确度不高,受各种外界因素干扰。液位的准确测量是实现液位精确控制的前提。以往液面的检测,人们使用γ射线检测系统,一方面由于其检测精度及量程范围受限,另一方面因γ射线对人体可能造成危害,故其液位检测系统不被工业领域所使用。另外现有技术中测量的液位计多采用单一的液位计进行测量,无法准确预估窑炉中液位的变化,无法准确控制加料机的给料进程,造成工作的顺畅度差,无法满足控制要求。
技术实现要素:
3.针对现有技术的不足,本实用新型的目的在于提供用于载板玻璃窑炉液位的控制系统,解决了现有技术中出现的问题。
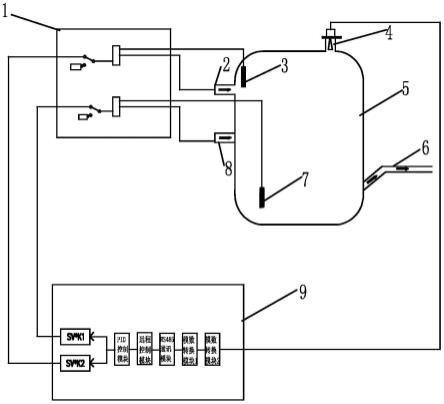
4.本实用新型所述的用于载板玻璃窑炉液位的控制系统,包括窑炉,所述窑炉内设有液位检测部件,液位检测部件包括高液位传感器、低液位传感器和顶部液位传感器,所述高液位传感器和低液位传感器分别位于窑炉内部的上下两侧,顶部液位传感器位于窑炉内部的顶端,所述窑炉的外部连接有加料口,加料口位于高液位传感器和低液位传感器之间,所述加料口的外部连接有加料机就地控制装置,所述加料机就地控制装置的外部连接有加料机远程控制装置,所述加料机远程控制装置电气连接所述高液位传感器、低液位传感器和顶部液位传感器。
5.进一步的,加料口包括加料口a和加料口b,所述加料机就地控制装置包括加料机控制柜a和加料机控制柜b,加料机控制柜a和加料机控制柜b分别连接有加料机a和加料机b,加料机a和加料机b分别对应连接加料口a和加料口b。
6.进一步的,加料机控制柜a和加料机控制柜b分别连接有本地变频器a和本地变频器b,所述本地变频器a和本地变频器b连接加料机远程控制装置。
7.进一步的,加料机远程控制装置包括控制器,控制器连接有远程控制模块、pid控制模块、rs485通讯模块和模数转换模块,所述控制器的外部还连接有触摸屏。
8.进一步的,加料机就地控制装置和加料机远程控制装置之间连接有手动/自动转换旋钮。
9.进一步的,顶部液位传感器为雷达液位计,雷达液位计位于窑炉的顶部。
10.进一步的,控制器的外部还连接有电源指示灯、故障报警灯和蜂鸣器。
11.进一步的,低液位传感器位于距窑炉底部1米处,高液位传感器位于距窑炉顶部1米处。
12.进一步的,控制器采用plc控制器。
13.进一步的,窑炉的外部连接有窑炉液体出口。
14.本实用新型与现有技术相比,具有如下有益效果:
15.本实用新型所述的用于载板玻璃窑炉液位的控制系统,设置了多个液位传感器进行检测液位,同时设置了远程和就地两种控制模式,设置了远程/就地切换按钮,在控制器发生故障而无法实现远程控制的情况下可将电路切换就地模式,通过控制变频器的转速,从而控制加料口中玻璃原料的进料速度,进而维持窑炉玻璃液位的稳定,保证生产顺畅。解决了现有技术中存在的问题。
附图说明
16.图1为本实用新型实施例中夹紧装置的连接结构示意图;
17.图2为本实用新型实施例中窑炉中液位传感器的布置图;
18.图3为本实用新型实施例中液位控制的电路连接框图;
19.图4为本实用新型实施例中加料机控制柜与高液位传感器的电路连接图;
20.图5为本实用新型实施例中加料机控制柜与低液位传感器的电路连接图;
21.图中:1、加料机就地控制装置;2、加料口a;3、高液位传感器;4、顶部液位传感器;5、窑炉;6、窑炉液体出口;7、低液位传感器;8、加料口b;9、加料机远程控制装置。
具体实施方式
22.下面结合附图和实施例对本实用新型作进一步的说明:
23.实施例1:
24.如图1-5所示,本实用新型所述的用于载板玻璃窑炉液位的控制系统,包括窑炉5,窑炉5内设有液位检测部件,液位检测部件包括高液位传感器3、低液位传感器7和顶部液位传感器4,高液位传感器3和低液位传感器7分别位于窑炉5内部的上下两侧,顶部液位传感器4位于窑炉5内部的顶端,窑炉5的外部连接有加料口,加料口位于高液位传感器3和低液位传感器7之间,加料口的外部连接有加料机就地控制装置1,加料机就地控制装置1的外部连接有加料机远程控制装置9,加料机远程控制装置9电气连接所述高液位传感器3、低液位传感器7和顶部液位传感器4。
25.加料口包括加料口a2和加料口b8,所述加料机就地控制装置1包括加料机控制柜a和加料机控制柜b,加料机控制柜a和加料机控制柜b分别连接有加料机a和加料机b,加料机a和加料机b分别对应连接加料口a2和加料口b8。
26.加料机控制柜a和加料机控制柜b分别连接有本地变频器a和本地变频器b,所述本地变频器a和本地变频器b连接加料机远程控制装置9。
27.加料机远程控制装置9包括控制器,控制器连接有远程控制模块、pid控制模块、rs485通讯模块、模数转换模块和模数转换模块,所述控制器的外部还连接有触摸屏。
28.加料机就地控制装置1和加料机远程控制装置9之间连接有手动/自动转换旋钮。
29.顶部液位传感器4为雷达液位计,雷达液位计位于窑炉5的顶部。
30.控制器的外部还连接有电源指示灯、故障报警灯和蜂鸣器。
31.低液位传感器7位于距窑炉5底部1米处,高液位传感器3位于距窑炉5顶部1米处。
32.控制器采用plc控制器。
33.窑炉5的外部连接有窑炉液体出口6。
34.本实施例的工作过程为:本实施例中窑炉高度5米,低液位传感器7在距窑炉底部1米处;高液位传感器3在距窑炉顶部1米处;雷达液位计可测得窑炉5液位的实时液位,控制器内设置低液位高度的阈值、高液位高度的阈值以及窑炉正常液位的阈值。
35.plc控制器开始数据采集,plc控制器通过数据采集进一步判断窑炉液位,根据采集到的液位高低,控制启动加料机a和加料机b同时启动或者单一启动,当超过高液位的阈值时蜂鸣器报警,加料机a和加料机b停止上料;使得窑炉5液面维持在正常液位的范围内,保证生产正常进行。
36.在加料机a、加料机b处设置了远程/就地切换开关,在控制器发生故障而无法实现远程控制的情况下可将电路切换就地模式,通过控制本地变频器的转速,从而a、b口的控制玻璃原料的进料速度,进而维持窑炉玻璃液位的稳定,保证生产顺畅。
37.若加料机a和加料机b其中有一组设备有故障时,由于加料机a和加料机b分别由加料机控制柜a和加料机控制柜b单独控制,另一台设备可单独运行,并不影响整条产线运作。
38.窑炉5中高液位传感器3和低液位传感器7分别与加料机控制柜a和加料机控制柜b中的本地变频器a和本地变频器b连接,可以单独通过远程控制方式进行控制,远程控制方式与窑炉plc控制器远程控制模块相连接。
39.雷达液位计检测到窑炉内的实时液位转换为4~20ma电流信号,经模拟量转换模块、pid运算后,并与高、低液位传感器设定的实际液位高度值进行做比较;雷达液位计为现有技术中的液位计,雷达液位计的工作原理:雷达液位计是基于时间行程的测量仪器,雷达波以光速运行,运行时间可以通过电子部件被转换成物位信号。探头发出高频脉冲并沿缆式探头传播,当脉冲遇到液位表面时反射回来被仪表内的接收器接收,并将距离信号转化为物位信号。
40.雷达液位计的天线以波束的方式发射电磁波信号,发射波在被测物料外表发生反射,反射回来的回波信号仍由天线接纳。发射及反射波束中的每一点都选用超声采样的办法进行采集。信号经智能处理器处理后得出介质与探头之间的间隔,送终端触摸屏进行液位实时的显现、报警、操作等。
41.触摸屏可显示当前运行的状态、处于就地/远程运行模式、液位实时高度、运行时长;可对窑炉高、低液位传感器的高度进行设置等。
42.当设备发生故障时,控制柜面板上故障报警灯闪烁,触摸屏上并会显示其报警代码。
43.采用以上结合附图描述的本实用新型的实施例的用于载板玻璃窑炉液位的控制系统,设置了多个液位传感器进行检测液位,同时设置了远程和就地两种控制模式,设置了远程/就地切换按钮,在控制器发生故障而无法实现远程控制的情况下可将电路切换就地模式,通过控制变频器的转速,从而控制加料口中玻璃原料的进料速度,进而维持窑炉玻璃液位的稳定,保证生产顺畅。解决了现有技术中存在的问题。但本实用新型不局限于所描述的实施方式,在不脱离本实用新型的原理和精神的情况下这些对实施方式进行的变化、修改、替换和变形仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1