一种低温热塑材料及其制备方法与流程
[0001]
本发明涉及一种低温热塑材料,尤其是低温热塑性放疗固定材料以及制备工艺。
背景技术:
[0002]
通常所说的低温热塑材料是由聚己内酯为主成份、并加入添加剂而制成的,其特点在于:加热到一定温度(65℃左右)以上可软化并塑成任意形状,而冷却至常温后,其又具有塑料的刚性。它们的这一特点可以用于肿瘤病人放疗时的精确定位。目前低温热塑材料已广泛用于制备放射治疗定位膜片产品。
[0003]
现有聚己内酯型低温热塑性放疗定位产品虽然成形方便,但是成型过程中收缩力较大,会对病人产生较强的压迫力,因此会有严重的不舒适感。而且由于原材料刚性不足,塑形后耐形变的能力较差,治疗过程中病人关键部位晃动即会严重影响到后期肿瘤放射治疗精度与放疗质量。
[0004]
为了解决如何提高放疗过程中病人舒适性以及放疗精度的问题,目前有一种可以降低收缩力、且固定强度更好的聚己内酯+碳纤维组合物(中国专利,授权公告号:cn101062977b),但是碳纤维会影响核磁共振设备的成像效果,而由于核磁共振对软组织的辨析度优于其它设备,越来越多放射治疗科室会采用核磁共振成像技术,因此碳纤维低温热塑材料在临床应用中受限制。
[0005]
国外也有由凯夫拉+聚己内酯制成的增强低温热塑材料,这种产品虽然固定性好,但是材料成本非常昂贵。
技术实现要素:
[0006]
本发明结合放射治疗用低温热塑性材料的特殊要求,制备出一种新型的放射治疗定位用低温热塑材料,该材料不但比一般的低温料热塑性材料具有更高的刚性与固定效果,同时兼具收缩力更低、拉伸塑形容易、成本更低等优点。
[0007]
为了实现上述目的,本发明的第一个方面是,提供一种低温热塑材料,该低温热塑材料由聚己内酯和玻璃纤维组成、凝胶含量大于或等于20%(即,该材料具有一定的交联网络结构,在良溶剂中测得的凝胶含量为20%以上);其中,所述聚己内酯和玻璃纤维的质量比为65:35-95:5(即,玻璃纤维占两者总质量的5%-35%)。
[0008]
本发明所述“凝胶含量”,是指对整个产品进行测定得到的凝胶含量数据。具体地,根据产品成本和效率的需要,通过交联工艺的参数控制(交联剂的种类、用量;交联工艺参数,比如辐照剂量和时间)得到凝胶含量20%至100%的产品。在一些实施例中,凝胶含量可以是20%、30%、40%、50%、70%或100%。
[0009]
凝胶含量的测定方法为:称取质量为m1的试样,将试样加入溶剂中,置于合适的环境,溶胀后把样品进行抽提、并干燥至质量恒定,再称量其质量m2。凝胶含量为vc=m2/m1
×
100%。
[0010]
在一些实施例中,凝胶含量的具体测定方法为:称取质量为m1的试样,将试样放在
装有25ml甲苯的有磨口瓶中,盖紧瓶盖,放在25℃的恒温烘箱中溶胀48小时后取出。然后把试样进行抽提24小时,最后将式样在50℃的真空干燥箱中干燥至质量恒定,再称量其质量,得到质量m2。凝胶含量为vc=m2/m1
×
100%。
[0011]
本发明的低温热塑材料的聚己内酯为基体的复合材料,一般通过将原料(聚己内酯和玻璃纤维)经过成型及交联工艺后即可得到所需要的低温热塑材料。从而,本发明的第二个方面是要提供一种生产上述低温热塑材料的方法,通过将聚己内酯和玻璃纤维经过成型及交联工艺得到所述低温热塑材料。
[0012]
具体地,上述低温热塑材料的制作方法,包括如下步骤:
[0013]
(1)将聚己内酯、玻璃纤维和交联剂混合,得到组合物;其中,聚己内酯和玻璃纤维的质量比为65:35-95:5;
[0014]
(2)对混合均匀的组合物进行成型工艺,得到坯件;
[0015]
(3)对坯件进行交联工艺,得到凝胶含量大于或等于20%的低温热塑材料。
[0016]
具体地,上述方法中所述成型工艺,是指将各种形态(粉料、粒料、溶液和分散体)的塑料原料通过特定方法制成所需形状的产品或坯件的过程。通常而言,这个过程包括先将原料加热至具有流动性的状态(比如熔融状态),然后通过诸如置于模具中等方式获得形状,最后冷却定型。
[0017]
可以理解的是,本发明的目的并不在于限制对坯件及最终产品的形状。在一些实施方案中,为了制备得到适用于特定部位的放疗定位产品,坯件以及最终的低温热塑材料是片材。而在其他实施方案中,则可以是膜材、管材、板材、棒材、带材、或者其他截面复杂的异形材;比如,在另一些实施方案中,该产品用于定位手指,则坯件以及最终的低温热塑材料可以是管材。
[0018]
为了得到不同形状的坯件,本发明可以采用各种适用的成型方法,包括但不限于注射、挤出、压延、吹塑等。比如,在一些实施方案中,为了得到用于放疗定位产品的片材,可以将上述组合物加热到熔融状态后(一般而言,加热温度为65℃-160℃。)、通过诸如挤出或者注射工艺进行片材成型。另外,作为本领域技术人员所熟知的工艺,为了获得在使用(放疗)过程中透气、散热等效果,在将片材(坯件)进行交联前或交联后,还可以将所得片材按照需求打孔(冲孔)。比如,可以在交联工艺前用冲孔机按特定网孔比例进行冲孔;按照特定的用途和要求,该比例可以是1%-50%。
[0019]
需要注意的是,本发明的特点在于将填料限定于玻璃纤维、以及其特定的用量和/或(后文提到的)长径比,而不在于材料的成型工艺。本发明对于常用的成型工艺均具有普遍性;在采用相同的工艺指标的情况下,本发明相比现有技术均能够获得说明书中声称的有益效果。
[0020]
具体地,上述方法中所述交联工艺,是指原料中的高分子(聚己内酯)链间以共价键连接成网状或体型高分子的过程,包括化学交联和物理交联。物理交联是利用光、热等辐射使聚合物交联。对于本发明而言,可以采用适用于聚己内酯的常用交联方法。在一些实施方式中,本发明采用辐照交联,辐照源可以是高能电子加速器、钴源、x-射线或紫外光,辐照剂量为2-30kgy,优选为2-10kgy,更具体地为4-7kgy;比如,在一些具体实施例中该辐照剂量为4kgy,在另一些具体实施例中该辐照剂量为7kgy。
[0021]
所述交联剂可以使得聚己内酯在适当条件下进行交联并得到低温热塑材料。一般
而言,根据目标产品的要求,常规的交联剂用量为聚己内酯和玻璃纤维总质量的0.05%-5%。在一些实施例中,所述交联剂为三烯丙基异氰尿酸酯。
[0022]
在此需要说明的是,本发明的本发明的特点在于将填料限定于玻璃纤维、以及其特定的用量和/或(后文提到的)长径比,而不在于材料的交联工艺。本发明对于常用的适用于聚己内酯的交联工艺均具有普遍性;在采用相同的工艺指标的情况下,只要是能够获得目标凝胶含量的交联工艺,本发明相比现有技术均能够获得说明书中声称的有益效果。
[0023]
根据产品成本和效率的需要,通过交联工艺的参数控制(交联剂的种类、用量;交联工艺参数,比如辐照剂量和时间)得到凝胶含量20%至100%的产品。在一些实施例中,凝胶含量可以是20%、30%、40%、50%、70%或100%。比如,在一些实施例中,使用合适剂量的交联剂三烯丙基异氰尿酸酯进行辐照交联、选定辐照剂量为7kgy,通过控制辐照时间可获得需要的凝胶含量。比如,在一些实施例中,获得的凝胶含量为40%;而在其他一些实施例中,获得的凝胶含量为20%、30%、50%、70%或者100%。
[0024]
可以理解的是,本发明的低温热塑材料的制备方法并不仅仅限于上述所列过程。还可以通过其他现有技术的方法得到相应组分含量、凝胶含量的聚己内酯基复合材料。
[0025]
上述低温热塑材料能够应用于人体部位或关节的固定/定位,尤其是采用核磁共振成像技术时;由于常用的碳纤维等材料会影响核磁共振设备的成像效果,本发明采用聚己内酯/玻璃纤维复合低温热塑材料将更适用于采用核磁共振成像技术的定位技术。
[0026]
因此,本发明的第三个方面在于,提供上述低温热塑材料在制备用于固定人地部位或关节的器件中的应用,尤其是制备适用于核磁共振成像技术的器件。通过将低温热塑材料制作成适用于保存、运输或应用的特定形状,得到该固定人地部位或关节的器件。该适用于保存、运输或应用的特定形状,可以在成型工艺中通过定制模具以获得、或者在成型工艺后交联工艺前通过诸如裁剪的方法获得、或者在交联工艺后通过诸如裁剪的方法获得。
[0027]
具体地,在一些实施方式中,该材料可以用于制备放射治疗的固定器件,比如头颈肩定位膜、体部定位板,等等。当然,该低温热塑材料并不限于制备放射治疗的定位器件。鉴于其低温热塑的特性、以及合适的刚性和收缩力等参数,其还适用于其他方面,包括但不限于:关节韧带等软组织损伤、神经肌腱损伤手术治疗后的固定;骨折、关节脱位复位术后的固定;烧伤及其他整形外科手术后的固定。比如,可以用于制备骨折固定夹板。由于这些方面也可能涉及核磁共振成像技术的应用,采用本发明将相比其他现有技术的聚己内酯低温热塑材料具有更大的优势和更少的限制。
[0028]
本发明的第四个方面在于,提供一种用于固定人地部位或关节的器件,其主体由上述低温热塑材料制成。容易理解的是,除了由上述低温热塑材料制成的主体,该器件还可以包含其他辅助的部分,比如用于辅助固定的绑带、搭接条,等等。
[0029]
上述器件的使用方法,主要包括以下步骤:
[0030]
(1)将所述器件置于所述低温热塑材料的软化温度的环境中,使得该器件软化;
[0031]
(2)将软化的器件置于需要固定的部位或关节,进行塑形;
[0032]
(3)器件冷却定型。
[0033]
具体地,根据材料的组成,上述软化温度为60-70℃。从而,步骤(1)可以是通过将器件置于60-70℃的水中,使得器件软化。
[0034]
具体地,材料(器件)的冷却定型一般在软化温度以下进行。为了使得人体舒适,步
骤(3)优选在常温或室温进行。在一些实施方式中,步骤(3)在15℃-30℃进行。
[0035]
本发明的低温热塑材料,其综合性能已经能够达到应用的要求且优于其他材料,尤其是其弯曲强度;在同等的添加量(5%-35%)下,玻璃纤维增强材料优于其他适用于核磁共振成像技术的增强填充材料,耐形变能力更强。当应用于人体部位固定,比如放疗定位,由于放疗定位膜片作用是固定病人头部或者颈胸等部位、防止放射治疗过程中病人移动,膜片材料的耐形变能力越好,则在患者身体上塑形后的固定性越好。也就是说,利用本发明低温热塑材料制备的膜片,其固定精度要高于通过其他增强填充材料,尤其是高于其他适用于核磁共振成像技术的增强填充材料。
[0036]
除了弯曲强度,本发明的低温热塑材料还具有相比其他材料更低的冷却形变压迫力。在人体部位/关节固定的应用中,利用该材料制备成固定器件,通过如上所述的过程——先加热软化再常温冷却定型——实现部位/关节的固定,在冷却定型的时候,冷却压迫力越低,则临床中使用者的舒适性越高。
[0037]
终上所述,本发明的有益效果是:经实验验证,与现有聚己内酯型低温热塑产品相比,通过本发明制作出来的低温热塑材料,成形后的收缩力更小、舒适性更好、拉伸更均匀、固定强度更好,因此更适用于医院或其他放疗单位、与三维适形放疗仪器在肿瘤手术配套使用。
[0038]
虽然具有上述优点以及其他优点,但本发明的材料及器件在某些特定的应用场合存在这一定的限制。比如,在涉及到需要进行拉伸的应用过程中、尤其是需要进行一定程度以上的拉伸的时候(比如某些部位需要对软化的材料进行拉伸塑形),有一定比例的产品会发生断裂,无法使用。发明人通过实验发现,在本领域中常用的长玻纤或者短切玻纤可能是导致上述限制的因素之一。
[0039]
因此,为了提高上述低温热塑材料以及固定器件的应用范围——尤其是涉及到需要进行拉伸的应用过程、更尤其是需要进行一定程度以上的拉伸的应用过程,作为本发明的进一步的优选方案,所述聚己内酯和玻璃纤维的质量比为75:25-85:15(即,玻璃纤维占两者总质量的15%-25%),玻璃纤维的长径比为20:1-5:1。
[0040]
发明人通过实验发现,在上述进一步优选方案中,材料的塑形牵拉力和冷却形变压迫力这两个参数不可思议地得到显著的优化。从而,本发明的低温热塑材料以及固定器件将更适用于涉及到需要进行拉伸的应用过程、尤其是需要进行一定程度以上的拉伸的应用过程。这一优化的现象在凝胶含量20%至100%的范围内均有所体现,尤其在20%至70%的范围内,更尤其是在20%至50%的范围内十分显著。
[0041]
可以理解的是,长径比是玻璃纤维的一个结构参数;但一般而言,通过目数(玻璃纤维的长度)来确定玻璃纤维的结构特征是更容易直接的。对于工业应用中常用的玻璃纤维而言,其直径一般为7-13μm,在确认原料的玻璃纤维的直径后,本领域技术人员可以容易想到,通过指定玻璃纤维特定的目数即可得到对应长径比的玻璃纤维。
具体实施方式
[0042]
以下通过示例性实施方案详细地描述了本发明材料和效果。需要注意的是,为了便于效果数据的横向比较,以下示例性实施例中的某些参数将采用统一的数值(比如交联剂的种类和用量),但是这并不代表当采用说明书中记载的其他种类或数值时无法得到本
说明书中声称的有益效果。只要是采用说明书中记载的范围内的某一数值或种类,均能够实现所声称的有益效果,基于篇幅限制,本文不再另行赘述。
[0043]
实施例1
[0044]
一、材料的制备
[0045]
1、材料制备方法
[0046]
按照以下步骤制备材料:
[0047]
(1)将基材、填料、交联剂搅拌得到均匀混合物。
[0048]
(2)在双螺杆抽粒机中,把混合物熔融共混并挤出切粒,其熔融温度在60-150℃之间。
[0049]
(3)将切粒在挤出压延设备中压延成型,其中加工温度在60-150℃之间。
[0050]
(4)通过直线加速器,用伽玛射线对片材进行辐照,辐照剂量为7kgy,通过控制辐照时间得到所需凝胶含量的低温热塑材料。
[0051]
2、凝胶含量测定方法
[0052]
通过以下步骤测定产品的凝胶含量:
[0053]
称取质量为m1的试样,将试样放在装有25ml甲苯的有磨口瓶中,盖紧瓶盖,放在25℃的恒温烘箱中溶胀48小时后取出。然后把试样进行抽提24小时,最后将式样在50℃的真空干燥箱中干燥至质量恒定,再称量其质量,得到质量m2。凝胶含量为vc=m2/m1
×
100%。
[0054]
材料1:
[0055]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比200:1,即短切玻纤),填料比例(即基材和填料总质量中填料的比例)为15%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0056]
材料2:
[0057]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比200:1,即短切玻纤),填料比例为25%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0058]
材料3:
[0059]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比200:1,即短切玻纤),填料比例为35%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0060]
材料4:
[0061]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比50:1),填料比例为25%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0062]
材料5:
[0063]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比20:1),填料比例为15%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0064]
材料6:
[0065]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比20:1),填料比例为
25%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0066]
材料7:
[0067]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比10:1),填料比例为15%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0068]
材料8:
[0069]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比20:1和长径比10:1两种混合),填料比例为15%(两种比例分别为5%和10%)。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0070]
材料9:
[0071]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比5:1),填料比例为25%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0072]
材料10:
[0073]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比2:1),填料比例为15%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0074]
材料11:
[0075]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比2:1),填料比例为35%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0076]
材料12:
[0077]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比5:1和长径比2:1两种混合),填料比例为25%(两种比例分别为10%和15%)。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0078]
材料13:
[0079]
基材聚己内酯(重均分子量50000)。无填料。交联剂三烯丙基异氰尿酸酯,用量为基材质量的0.2%。得到凝胶含量40%的产品。
[0080]
材料14:
[0081]
基材聚己内酯(重均分子量50000)。填料滑石粉(800目),填料比例为25%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0082]
材料15:
[0083]
基材聚己内酯(重均分子量50000)。填料滑石粉(800目),填料比例为35%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0084]
材料16:
[0085]
基材聚己内酯(重均分子量50000)。填料云母粉(800目),填料比例为25%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0086]
材料17:
[0087]
基材聚己内酯(重均分子量50000)。填料二氧化硅(800目),填料比例为15%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0088]
材料18:
[0089]
基材聚己内酯(重均分子量50000)。填料二氧化硅(800目),填料比例为35%。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量40%的产品。
[0090]
二、性能测试
[0091]
1、弯曲强度测试
[0092]
利用万能力学测试机对上述制备得到的低温热塑材料进行测试,测试结果如表1(结果为弯曲模量,单位为mpa)。
[0093]
表1弯曲强度测试结果
[0094]
编号123456789结果7519421251751685761634657642编号101112131415161718结果450602627412561612531462570
[0095]
2、牵拉力测试及冷却形变压迫力测试
[0096]
将与电脑(装有专用软件)相连的压力传感器置于石膏模特儿头部下方,再把加热后的膜片放在石膏模特儿面部往下拉伸塑形,拉伸后把膜片固定在与压力传感器不相连的底座上,电脑软件记录从开始至膜片完全冷却过程中的受力状况变化情况,结果见表2(结果单位为n)。
[0097]
表2塑形牵拉力测试结果
[0098]
编号123456789牵拉力89
---
2731222324压迫力64
---
4539494847编号101112131415161718牵拉力213128193844402748压迫力9988701209911094100115
[0099]
注:材料2、3、4在测试过程中断裂,故无测试数据。
[0100]
由表1可以看出,玻璃纤维对聚己内酯低温热塑材料具有明显的增强效果,且在同等的添加量下,玻璃纤维增强材料优于普通增强填充材料,增强效果更好、耐形变能力更强。当材料应用于放疗定位而制成定位膜片时,由于定位膜片作用是固定病人头部或者颈胸等部位、防止放射治疗过程中病人移动,因此,膜片材料的耐形变能力越好,则在患者身体上塑形后的固定性越好,添加玻纤材料可以显著提高膜片的固定精度。
[0101]
由表2可以看出,玻璃纤维制备的放疗定位膜片冷却形变压迫力明显低于纯聚己内酯及其它普通增强填充材料制备的低温放疗定位膜片。冷却压迫力越低,则临床中使用者的舒适性越高。
[0102]
因此,利用本发明的材料制备得到的固定器材,其具有相比纯聚己内酯及其它普通增强填充材料制备的低温放疗定位膜片更高的弯曲模量和更低的冷却形变压迫力。也就是说,通过本发明制作出来的低温热塑材料,成形后的收缩力更小、舒适性更好、固定强度更好,因此更适用于医院或其他放疗单位、与三维适形放疗仪器在肿瘤手术配套使用。
[0103]
不同配方材料制备的放疗定位膜片,其塑形时的牵拉力各不相同,对于玻璃纤维的产品,其玻纤的长径比越大,塑形牵拉力越大。短切玻纤制备的产品由于牵拉力过大而断裂,在临床应用中塑形牵拉力越大,病人舒适性越低。应用长径比在20:1以上的玻纤,其制备的放疗定位膜片经测试有严重不适感,且材料断裂伸长率过低,容易断裂。
[0104]
然而,发明人发现,在涉及到需要进行拉伸的应用过程中、尤其是需要进行一定程度以上的拉伸的时候(比如某些部位需要对软化的材料进行拉伸塑形),有一定比例的产品会发生断裂,无法使用。经过基于多种参数的对比实验,发明人发现,这主要可能是因为采用了在本领域中常用的长玻纤或者短切玻纤所致。
[0105]
一般而言,为了得到更高的强度,本领域技术人员会优先使用长径比高的玻璃纤维,比如短切玻纤。在临床应用中塑形牵拉力越大,对使用者(病人)的舒适性越低。从表2可以看出,应用长径比在20:1以上或者5:1以下的玻纤(包括短切玻纤),其制备的放疗定位膜片牵拉力过大,在涉及到需要进行拉伸的应用过程中、尤其是需要进行一定程度以上的拉伸的时候,使用者有严重不适感,且材料断裂伸长率过低、容易断裂。但是,如果将玻璃纤维的长径比控制在20:1-5:1、并进一步将其用量控制在15%-25%,则不可思议地,制得的高温热塑材料,在保持了较高的弯曲模量的同时,压迫力和牵拉力显著下降,大大地提高了对使用者的舒适性。如果用量在15%-25%这个范围以外、或者长径比在20:1-5:1这个范围以外,则得到的产品的牵拉力或者压迫力将与短切玻纤类似,在需要进行一定程度以上的拉伸时会发生断裂;在长径比进一步降低时其压迫力甚至比使用短切玻纤更高(比如材料10和11)。
[0106]
因此,作为本发明的进一步的优选方案,所述聚己内酯和玻璃纤维的质量比为75:25-85:15(即,玻璃纤维占两者总质量的15%-25%),玻璃纤维的长径比为20:1-5:1。这一优选方案,将可以大大提高上述低温热塑材料以及固定器件的应用范围——尤其是涉及到需要进行拉伸的应用过程、更尤其是需要进行一定程度以上的拉伸的应用过程。
[0107]
实施例2
[0108]
一、材料的制备
[0109]
1、材料制备方法
[0110]
按照以下步骤制备材料:
[0111]
(1)将基材、填料、交联剂搅拌得到均匀混合物。
[0112]
(2)在双螺杆抽粒机中,把混合物熔融共混并挤出切粒,其熔融温度在60-150℃之间。
[0113]
(3)将切粒在挤出压延设备中压延成型,其中加工温度在60-150℃之间。
[0114]
(4)通过直线加速器,用伽玛射线对片材进行辐照,辐照剂量为4kgy,通过控制辐照时间得到所需凝胶含量的低温热塑材料。
[0115]
2、凝胶含量测定方法
[0116]
凝胶含量测试方法同实施例1。
[0117]
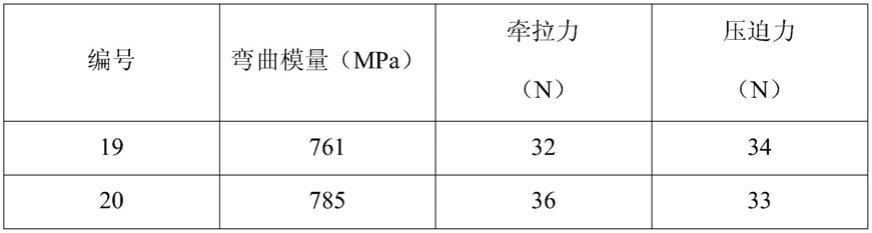
材料19:
[0118]
基材聚己内酯(重均分子量40000)。填料玻璃纤维(长径比20:1和长径比10:1两种混合),填料比例为25%(两种比例分别为10%和15%)。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量30%的产品。
[0119]
材料20:
[0120]
基材聚己内酯(重均分子量80000)。填料玻璃纤维(长径比20:1和长径比10:1两种混合),填料比例为25%(两种比例分别为10%和15%)。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.2%。得到凝胶含量30%的产品。
[0121]
二、性能测试
[0122]
测试方法同实施例1,结果见表3。
[0123]
表3实施例2测试结果
[0124][0125]
实施例3
[0126]
一、材料的制备
[0127]
1、材料制备方法
[0128]
按照以下步骤制备材料:
[0129]
(1)将基材、填料、交联剂搅拌得到均匀混合物。
[0130]
(2)在双螺杆抽粒机中,把混合物熔融共混并挤出切粒,其熔融温度在60-150℃之间。
[0131]
(3)将切粒在挤出压延设备中压延成型,其中加工温度在60-150℃之间。
[0132]
(4)通过直线加速器,用伽玛射线对片材进行辐照,通过控制辐照时间得到所需凝胶含量的低温热塑材料。
[0133]
2、凝胶含量测定方法
[0134]
凝胶含量测试方法同实施例1。
[0135]
材料21:
[0136]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比20:1和长径比10:1两种混合),填料比例为25%(两种比例分别为10%和15%)。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的0.05%。辐照剂量为5kgy,得到凝胶含量20%的产品。
[0137]
材料22:
[0138]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比20:1和长径比10:1两种混合),填料比例为25%(两种比例分别为10%和15%)。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的5%。辐照剂量为5kgy,得到凝胶含量50%的产品。
[0139]
材料23:
[0140]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比20:1和长径比10:1两种混合),填料比例为25%(两种比例分别为10%和15%)。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的5%。辐照剂量为10kgy,得到凝胶含量70%的产品。
[0141]
材料24:
[0142]
基材聚己内酯(重均分子量50000)。填料玻璃纤维(长径比20:1和长径比10:1两种混合),填料比例为25%(两种比例分别为10%和15%)。交联剂三烯丙基异氰尿酸酯,用量为基材和填料总质量的5%。辐照剂量为30kgy,得到凝胶含量100%的产品。
[0143]
二、性能测试
[0144]
测试方法同实施例1,结果见表4。
[0145]
表4实施例3测试结果
[0146]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1