交联橡胶料、交联氟橡胶及电缆、制备方法和应用与流程
1.本发明属于橡胶材料技术领域,具体涉及交联橡胶料、交联氟橡胶及电缆、制备方法和应用。
背景技术:
2.随着现代化汽车工业的发展,结构设置越来越紧密,安全要求放在首位,对电缆要求越来越高,要求超薄壁,耐高温低温,耐溶剂耐油,高耐磨,阻燃等。
3.现有的橡胶材料大部分抗张强度低,抗撕裂较差,耐醇类酯类或是芳香剂溶剂比较差,耐酸碱耐汽油及矿物油等比较差,耐高温蒸汽较差;因为现有橡胶材料的一些缺点,现有的橡胶电缆在使用中受到较大限制。
技术实现要素:
4.针对现有技术的局限性,本发明提供一种交联橡胶料、交联氟橡胶、交联氟橡胶电缆及其制造工艺。该材料具有氟塑料优良的耐高低温性能,又具有橡胶材料的柔性耐油耐酸碱性,通过电子加速器的辐照交联,具有更好的耐热,耐油,耐酸碱,机械性能。本发明电缆材料可以广泛应用于精密仪器仪表,家用电器,医疗设备,机械设备,通讯设备,船用电缆等。
5.本发明一方面提供一种交联橡胶料,包括以下重量份的组分:
6.氟橡胶100份;
7.增强填料3~7份;
8.无机纳米粒子20~50份;
9.润滑剂1~3份;
10.脱模剂1.5~3.5份;
11.交联剂3~6份;
12.所述氟橡胶的分子量为300~500;
13.所述氟橡胶中的氟含量为30%~50%。
14.可选地,所述氟橡胶的分子量为350~400;氟含量为35%~38%。
15.可选地,所述氟橡胶的分子量为450~500;氟含量为38%~42%。
16.可选地,所述氟橡胶为四丙氟橡胶,其结构为四氟乙烯和丙烯共聚物。
17.可选地,所述四丙氟橡胶优选为aflas@150cs或aflas@150c。aflas@150cs或aflas@150c,根据产品需求可以选择基材,aflas@150cs分子量相对较小,比较柔软更好加工。aflas@150c分子量相对较大,硬度相对大,抗张强度机械强度更好。氟橡胶优选为四丙氟橡胶,需要柔软的(shore a 80以下)氟橡胶绝缘材料,使用aflas@150cs,需要强度大的硬度高(shore a 80以上)的使用aflas@150c。aflas@150cs,aflas@150c是日本旭销子产的氟橡胶,一种基于四氟乙烯和丙烯的交替共聚物(分类名fepm)。其性能特点是在热和腐蚀性环境中,能提高工作温度极限并延长使用寿命,基材用于制造包括密封件在内的各种密
封制品。高耐酸碱性,高电气绝缘性,耐候性,耐高温水蒸气性,超过了一般的fkm氟橡胶的特性。
18.可选地,所述增强填料为炭黑、白炭黑中的至少一种。
19.可选地,所述炭黑为mt-n990。mt carbon生产的型号n990,mt炭黑对于补强和和表面平滑性有显著作用,但不能添加过多,过多添加会使绝缘破坏电压性能下降。
20.可选地,所述润滑剂选自硬脂酸钠和/或硬脂酸钙,单独一种或者复合配比都可以。复配时任何比例均可,没有特别要求,优选硬脂酸钠和硬脂酸钙的重量比为1:1。润滑剂硬脂酸钠或者硬脂酸钙,主要是用于材料内部润滑,提升加工性。主要用于塑料加工的润滑剂,脱模剂等。在橡胶加工中作增塑剂,能使天然橡胶和全成橡胶软化,而对硫化几乎无影响。润滑剂添加量过少,起不到润滑作用,会使加工困难,影响加工效率。润滑剂添加量过多,有析出风险,同时由于滑性太强,生产加工时候材料内部摩擦力变小,严重影响材料塑化效果,影响加工。
21.可选地,所述脱模剂选自ac-617、ac-6a中的至少一种。脱模剂优选为霍尼韦尔公司生产的ac-617a,ac-6a等。ac-617a用作天然橡胶和合成橡胶的加工助剂,低熔点和低熔融粘度及良好的相溶性和化学惰性使ac617a能提供良好的润滑性能,从而使产品较易脱模,而对橡胶硫化速度和物理性能不影响;ac-617a在开炼机和密炼机炼胶过程中,保证胶料不粘辊。与石蜡不同,ac617a不会喷霜或渗出,而且不会导致过早硫化(而硬脂酸盐则会);ac617a在密炼机炼胶过程中,能改善填充物的分散性,特别是碳黑;ac-617a能改善胶料的流动性能和脱膜性能,对挤出性能有改善,也可改善胶料表面光洁度。
22.可选地,所述交联剂选自三烯丙基异氰脲酸酯、三羟甲基丙烷三甲基丙烯酸酯中的至少一种。交联剂使用taic或者tmptma,taic是指三烯丙基异氰脲酸酯,作为过氧化物交联或自由基反应交联的助交联剂。tmptma中文名称三羟甲基丙烷三甲基丙烯酸酯,英文名称为trihydroxymethylpropyl trimethylacrylate,分子式为c18h26o6,cas号为3290-92-4,作为过氧化物交联时的助交联剂。本发明材料电线用电子加速器辐照交联,辐照剂量推荐为100kgy。较之于硅烷交联工艺的电缆,辐照交联电缆耐热性更高,可以达到125℃、135℃、150℃甚至200℃以上。交联剂添加过少,会使材料交联效率降低,影响材料的耐热性和机械性能,影响产品使用寿命。交联剂添加过多,会使材料交联效率过快产生过交联,材料热固化过头,失去弹性和柔韧性,不利于加工和使用,同时也不利于成本降低。
23.可选地,所述无机纳米粒子的粒径为为100~1000nm,在此范围内任选粒径分布均不影响产品的性能。
24.可选地,所述无机纳米粒子选自碳酸钙、煅烧高岭土、滑石粉中至少一种。
25.可选地,所述无机纳米粒子经硅烷改性。碳酸钙等无机粒子是极性的,而树脂为非极性的,二者是难以相容。要想无机粒子碳酸钙均匀地分布到树脂中,并能与树脂的分子链产生较强的亲合力,必须对碳酸钙的表面进行活化处理。其一、碳酸钙表面亲水疏油,以至在高聚物中分散性差;其二、碳酸钙对高聚物不能相互吸引,致使补强性几乎没有,还会导致某些性能下降。因此,如果提升碳酸钙质量,就需改变碳酸钙颗粒表面性质,即表面疏水性处理和活化处理。前者改善分散性,后者提高补强性。疏水化并不等于活性化,而要活性化,则必须疏水化。最终产品是疏水处理还是更进一步进行活化处理,应当视其用途而定,碳酸钙的表面处理,就是要把偶联剂(活性剂)、分散剂涂覆到碳酸钙粒子的表面。表面处理
有两种方法,干法处理和湿法处理干法处理,就是干燥的轻钙加入到高速搅拌机中,然后边搅拌边滴加表面处理剂并加热,将表理处理剂包覆到碳酸钙粒子表面。湿法处理,就是在碳化完成前或碳化完成后将制备好的表面处理剂加入到氢氧化钙或碳酸钙悬浮液中,在搅拌的作用下,表面处理剂瞬间包覆到碳酸钙粒子表面,完成表面处理过程。为了提高装置的生产能力,最好在碳化工序后增设活化槽,将碳化完成后的碳酸钙悬浮液送入活化槽,在此槽内进行表面处理。此前应在活化剂制备槽内将活化剂进行处理,制成乳液。
26.本发明另一方面提供一种上述交联橡胶料制备交联氟橡胶的方法,包括以下步骤:
27.(1)将含有所述氟橡胶、增强填料、无机纳米粒子、润滑剂、脱模剂和交联剂的物料混合,得交联橡胶混料;
28.(2)将所述交联橡胶混料经混炼、成型,得预制品;
29.(3)将所述预制品辐照交联,得到所述交联氟橡胶;所述辐照能量50~150kgy;优选为100kgy。
30.可选地,步骤(2)中,所述混炼的温度为20℃~30℃。
31.可选地,步骤(2)中,所述成型为加热挤出成型;加热的温度优选为75℃~160℃。
32.可选地,步骤(2)中,所述混炼后先预成型为条状或块状,再挤出为线型。
33.本发明再一方面提供由上述任一种交联氟橡胶料制备获得的交联氟橡胶,或采用上述任一种一项制备方法获得的交联氟橡胶。
34.本发明另一方面还提供一种交联氟橡胶电缆,使用了上述任一种交联氟橡胶。
35.本发明再一方面还提供一种交联氟橡胶电缆的制备方法,包括以下步骤:
36.a将含有所述氟橡胶、增强填料、无机纳米粒子、润滑剂、脱模剂和交联剂的物料混合,得交联橡胶混料;
37.b将所述交联橡胶混料挤出造粒,得料粒;
38.c将所述料粒挤出成线材;
39.d.将所述线材热成型,得预制品;所述热成型温度160℃~75℃;
40.e.将所述预制品辐照交联,得到所述交联氟橡胶电缆;所述辐照能量50~150kgy;优选为100kgy。
41.本发明另一方面还提供上述任一种交联氟橡胶、任一种交联氟橡胶电缆的应用,用于机密仪器仪表、家用电器、医疗设备、通讯设备,船用电缆等领域。
42.技术效果
43.(1)本发明制备的交联氟橡胶和交联氟橡胶电缆具有氟塑料优良的耐高低温性能。
44.(2)本发明制备的交联氟橡胶和交联氟橡胶电缆具有橡胶材料的柔性耐油耐酸碱性。
45.(3)本发明制备的交联氟橡胶和交联氟橡胶电缆具有更好的机械性能。
具体实施方式
46.实施例1交联橡胶电缆的制备
47.a.按以下重量配比备料:
48.材料名称份数(phr)aflas@150cs(分子量390左右;氟含量为35%~38%)100增强填料mt carbon(n990)5无机纳米粒子caco3(粒径100nm)20润滑剂:硬脂酸钠和硬脂酸钙2脱模剂ac-6172.5交联剂taic4
49.b.将aflas@150cs加入双滚混炼机进行混炼(常温),在混炼过程中分批次加入增强填料mt carbon(n990)、无机纳米粒子caco3、润滑剂(硬脂酸钠和硬脂酸钙的重量比1:1)、脱模剂ac-617、交联剂taic,充分混炼,分散均匀;
50.无机纳米粒子caco3表面经过硅烷处理的过程:将干燥的轻钙加入到高速搅拌机中,然后边搅拌边滴加表面处理剂(包括硅烷偶联剂和分散剂)并加热40℃,将表理处理剂包覆到碳酸钙粒子表面;表面处理剂为2wt%的3-(甲基丙烯酰氧基)丙基三乙氧基硅烷的甲醇溶液);
51.c.电线加工:混炼好的材料切成长条形状加入橡胶挤出成型机常温挤出成型,得线材;
52.d.将线材在75℃下进行热成型,得预制品;
53.e.预制品用电子加速器辐照交联(硫化),辐照剂量为100kgy,得交联橡胶电缆1#。
54.实施例2交联橡胶电缆的制备
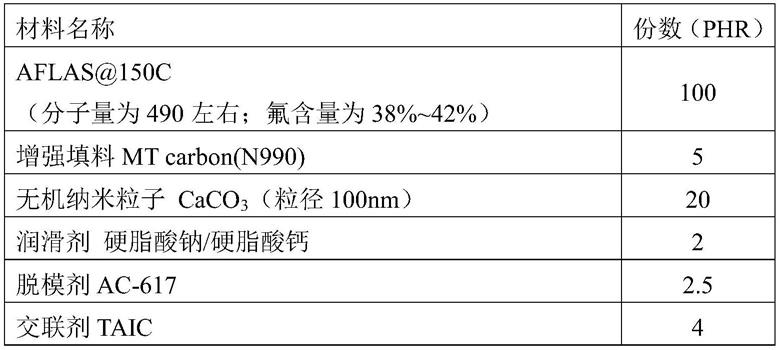
55.a.按以下重量配比备料:
[0056][0057]
b.将aflas@150c加入双滚混炼机进行混炼(常温),在混炼过程中分批次加入增强填料mt carbon(n990)、无机纳米粒子caco3、润滑剂(硬脂酸钠和硬脂酸钙的重量比1:1)、脱模剂ac-617、交联剂taic,充分混炼,分散均匀;
[0058]
无机纳米粒子caco3表面经过硅烷处理的过程:将干燥的轻钙加入到高速搅拌机中,然后边搅拌边滴加表面处理剂(包括硅烷偶联剂和分散剂)并加热40℃,将表理处理剂包覆到碳酸钙粒子表面;表面处理剂为2wt%的3-(甲基丙烯酰氧基)丙基三乙氧基硅烷的甲醇溶液);
[0059]
c.电线加工:混炼好的材料切成长条形状加入橡胶挤出成型机常温挤出成型,得线材;
[0060]
d.将线材在160℃下进行热成型,得预制品;
[0061]
e.预制品用电子加速器辐照交联,辐照剂量为100kgy,交联橡胶电缆2#。
[0062]
实施例3
[0063]
a.按以下重量配比备料:
[0064][0065]
b.将aflas@150cs加入双滚混炼机进行混炼(常温),在混炼过程中分批次加入增强填料mt carbon(n990)、无机纳米粒子caco3、润滑剂(硬脂酸钠和硬脂酸钙的重量比1:1)、脱模剂ac-617、交联剂taic,充分混炼,分散均匀;
[0066]
无机纳米粒子caco3表面经过硅烷处理的过程:将干燥的轻钙加入到高速搅拌机中,然后边搅拌边滴加表面处理剂(包括硅烷偶联剂和分散剂)并加热40℃,将表理处理剂包覆到碳酸钙粒子表面;表面处理剂为2wt%的3-(甲基丙烯酰氧基)丙基三乙氧基硅烷的甲醇溶液);
[0067]
c.电线加工:混炼好的材料切成长条形状加入橡胶挤出成型机常温挤出成型,得线材;
[0068]
d.将线材在160℃下进行热成型,得预制品;
[0069]
e.预制品用电子加速器辐照交联,辐照剂量为100kgy,得交联橡胶电缆3#。
[0070]
实施例4
[0071]
a.按以下重量配比备料:
[0072][0073]
b.将aflas@150c加入双滚混炼机进行混炼(常温),在混炼过程中分批次加入增强填料mt carbon(n990)、无机纳米粒子caco3、润滑剂(硬脂酸钠和硬脂酸钙的重量比1:1)、
脱模剂ac-617、交联剂taic,充分混炼,分散均匀;
[0074]
无机纳米粒子caco3表面经过硅烷处理的过程:将干燥的轻钙加入到高速搅拌机中,然后边搅拌边滴加表面处理剂(包括硅烷偶联剂和分散剂)并加热40℃,将表理处理剂包覆到碳酸钙粒子表面;表面处理剂为2wt%的3-(甲基丙烯酰氧基)丙基三乙氧基硅烷的甲醇溶液);
[0075]
c.电线加工:混炼好的材料切成长条形状加入橡胶挤出成型机常温挤出成型,得线材;
[0076]
d.将线材在160℃下进行热成型,得预制品;
[0077]
e.预制品用电子加速器辐照交联,辐照剂量为100kgy,得交联橡胶电缆4#。
[0078]
实施例5
[0079]
a.按以下重量配比备料:
[0080][0081][0082]
b.将aflas@150cs加入双滚混炼机进行混炼(常温),在混炼过程中分批次加入增强填料mt carbon(n990)、无机纳米粒子caco3、润滑剂(硬脂酸钠和硬脂酸钙的重量比1:1)、脱模剂ac-617、交联剂taic,充分混炼,分散均匀;
[0083]
无机纳米粒子caco3表面经过硅烷处理的过程:将干燥的轻钙加入到高速搅拌机中,然后边搅拌边滴加表面处理剂(包括硅烷偶联剂和分散剂)并加热40℃,将表理处理剂包覆到碳酸钙粒子表面;表面处理剂为2wt%的3-(甲基丙烯酰氧基)丙基三乙氧基硅烷的甲醇溶液);
[0084]
c.电线加工:混炼好的材料切成长条形状加入橡胶挤出成型机常温挤出成型,得线材;
[0085]
d.将线材在75℃下进行热成型,得预制品;
[0086]
e.预制品用电子加速器辐照交联,辐照剂量为100kgy,得交联橡胶电缆5#。
[0087]
实施例6
[0088]
a.按以下重量配比备料:
[0089][0090]
b.将aflas@150c加入双滚混炼机进行混炼(常温),在混炼过程中分批次加入增强填料mt carbon(n990)、无机纳米粒子caco3、润滑剂(硬脂酸钠和硬脂酸钙的重量比1:1)、脱模剂ac-617、交联剂taic,充分混炼,分散均匀;
[0091]
无机纳米粒子caco3表面经过硅烷处理的过程:将干燥的轻钙加入到高速搅拌机中,然后边搅拌边滴加表面处理剂(包括硅烷偶联剂和分散剂)并加热40℃,将表理处理剂包覆到碳酸钙粒子表面;表面处理剂为2wt%的3-(甲基丙烯酰氧基)丙基三乙氧基硅烷的甲醇溶液);
[0092]
c.电线加工:混炼好的材料切成长条形状加入橡胶挤出成型机常温挤出成型,得线材;
[0093]
d.将线材在75℃下进行热成型,得预制品;
[0094]
e.预制品用电子加速器辐照交联,辐照剂量为100kgy,得交联橡胶电缆6#。
[0095]
测试例
[0096]
依据以上实施例1~实施例6制备的交联橡胶电缆1#~6#,测试对比数据如下:
[0097]
(1)抗张强度的测定方法:采用美国ul1581标准。
[0098]
(2)断裂延伸率的测定方法:采用美国ul1581标准。
[0099]
(3)热变形率的测定方法:采用美国ul1581标准。
[0100]
(4)交联度的测定方法:采用美国ul1581标准。
[0101]
(5)耐低温性的测定方法:采用美国ul1581标准。
[0102]
(6)抗张强度残留率的测定方法:采用美国ul1581标准。
[0103]
(7)断裂延伸率保留率的测定方法:采用美国ul1581标准。
[0104]
(8)老化的测定方法:采用美国ul标准。
[0105][0106]
通过老化后测试数据比较,针对aflas@150cs和aflas@150c,交联橡胶电缆1#和交联橡胶电缆2#,老化前后数据更稳定,综合性能最优。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1