一种联产羟乙基乙二胺与二羟乙基乙二胺的方法与流程
1.本发明属于有机化工技术领域,尤其涉及一种联产羟乙基乙二胺与二羟乙基乙二胺的方法。
背景技术:
2.羟乙基乙二胺与二羟乙基乙二胺在化工领域均具有重要的应用,羟乙基乙二胺可用于生产染料、树脂、橡胶、浮选剂、杀虫剂、表面活性剂、缓蚀剂等,还可作为环氧树脂的固化剂,性能优良低毒环保。二羟乙基乙二胺主要用作塑料制品固化剂、环氧树脂固化剂、润滑油添加剂、脱硫剂、酸性气体吸附剂、润湿剂、表面活性剂、医药中间体、聚合物单体原料以及液晶中间体等。
3.目前羟乙基乙二胺的生产多采用环氧乙烷法,即环氧乙烷与乙二胺反应获得羟乙基乙二胺,由于乙二胺分子上有四个活泼氢均可与环氧乙烷发生反应,因此羟乙基乙二胺可与环氧乙烷反应得到产品二羟乙基乙二胺,但当反应体系中有二羟乙基乙二胺产生时,即使在较为温和的条件下仍具有两个活泼氢的二羟乙基乙二胺也会和环氧乙烷继续反应产生三羟乙基乙二胺与四羟乙基乙二胺,当反应体系中四种产物都有且三羟乙基乙二胺与四羟乙基乙二胺含量较高时,分离过程中会产生较多胺的聚合物或高分子量的醚类物质,不仅增加产品分离难度与后处理负担也会造成废物量增多,每种产品的收率及纯度也很难达到较高水平,产品附加值降低。
4.在羟乙基乙二胺的传统生产过程中,很容易产生二羟乙基乙二胺,但却难以实现联产羟乙基乙二胺与二羟乙基乙二胺,因为联产时会存在三羟乙基乙二胺与四羟乙基乙二胺含量高的问题,影响产品的分离,即便同时获得了二羟乙基乙二胺,产品的收率及纯度也较低,因此在产品的选择上,现有生产厂家将研发重点放在了单独生产羟乙基乙二胺的工艺上,选择在羟乙基乙二胺的生产过程中提高羟乙基乙二胺的含量,降低二羟乙基乙二胺的含量,并将分离阶段分出的包含二羟乙基乙二胺及其它副产物的物料作为废料处理,造成了二羟乙基乙二胺的浪费。
技术实现要素:
5.本发明的目的在于提供一种联产羟乙基乙二胺与二羟乙基乙二胺的方法,本发明中的方法能够实现羟乙基乙二胺与二羟乙基乙二胺的联产,且副产物少,产品易分离,收率高。
6.本发明提供一种联产羟乙基乙二胺与二羟乙基乙二胺的方法,包括以下步骤:
7.a)将乙二胺和环氧乙烷经连续输送系统输送至反应单元,进行反应,得到反应液;
8.所述乙二胺与环氧乙烷的摩尔比为(1~5):1;所述反应单元设置有至少两个温区,每个温区的温度在60~160℃之间;
9.b)将所述反应液输送至脱轻单元,脱除反应液中的乙二胺,得到脱轻母液;
10.c)将所述脱轻母液输送至分离单元,采出羟乙基乙二胺产品和二羟乙基乙二胺产
品。
11.优选的,所述反应单元设置有两个反应温区,第一温区的温度为60~100℃,第二温区的温度为100~160℃。
12.优选的,所述反应单元设置有两个温区,第一温区的温度为100~160℃,第二温区的温度为60~100℃。
13.优选的,所述反应单元设置有三个反应温区,第一温区的温度为60~100℃,第二温区的温度为100~160℃,第三温区的温度为60~100℃。
14.优选的,所述步骤a)中反应的压力为1~4.5mpa。
15.优选的,所述反应单元中的停留时间为0.2~10min。
16.优选的,所述步骤b)中脱除乙二胺的温度为100~200℃;压力为1~80kpa。
17.优选的,所述步骤c)中的分离单元包括第一精馏塔;
18.所述第一精馏塔的温度为180~200℃,压力为0.5~3kpa。
19.优选的,所述步骤c)中的分离单元包括第一精馏塔和第二精馏塔;
20.所述第一精馏塔的温度为180~200℃,压力为0.5~3kpa;
21.所述第二精馏塔的温度为200~220℃,压力为0.5~3kpa。
22.优选的,所述反应单元包括反应器,或者包括微混合器与反应器的组合;所述反应器为微通道反应器和管式反应器中的一种或两种的组合;
23.所述脱轻单元包括闪蒸罐和/或脱轻精馏塔。
24.本发明提供了一种联产羟乙基乙二胺与二羟乙基乙二胺的方法,包括以下步骤:a)将乙二胺和环氧乙烷经连续输送系统输送至反应单元,进行反应,得到反应液;所述乙二胺与环氧乙烷的摩尔比为(1~5):1;所述反应单元设置有至少两个温区,每个温区的温度在60~160℃之间;b)将所述反应液输送至脱轻单元,脱除反应液中的乙二胺,得到脱轻母液;c)将所述脱轻母液输送至分离单元,采出羟乙基乙二胺产品和二羟乙基乙二胺产品。相比于只生产羟乙基乙二胺一种产品的方法,本发明中的量产方法降低了乙二胺的循环量,降低了能耗,在本发明所述连续生产装置中一定配比的乙二胺与环氧乙烷在一定的温度及压力下反应,有效降低了乙二胺与环氧乙烷反应后的反应液中三羟乙基乙二胺与四羟乙基乙二胺的含量,从而降低产品的分离难度,可以在获得羟乙基乙二胺的同时也能够获得产品二羟乙基乙二胺,减少了分离过程中产品的损失,减少了废物量,提高了产品收率,以环氧乙烷为基准计算,产品的综合收率可达98%。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
26.图1为本发明实施例1和3中所使用的联产羟乙基乙二胺与二羟乙基乙二胺的装置示意图;
27.图2为本发明实施例2中所使用的联产羟乙基乙二胺与二羟乙基乙二胺的装置示意图;
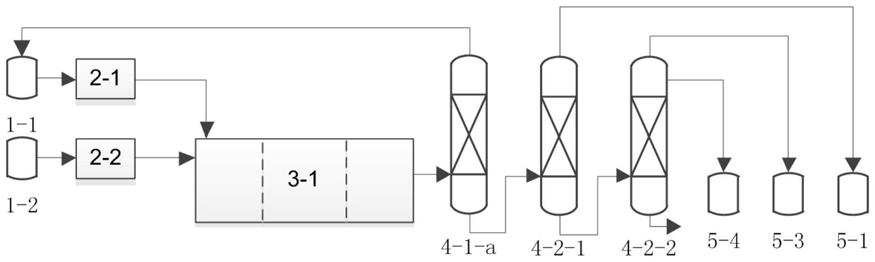
28.图3为本发明实施例4中所使用的联产羟乙基乙二胺与二羟乙基乙二胺的装置示意图;
29.图4为本发明实施例5和6中所使用的联产羟乙基乙二胺与二羟乙基乙二胺的装置示意图;
30.图5为本发明实施例7中所使用的联产羟乙基乙二胺与二羟乙基乙二胺的装置示意图;
31.图6为本发明实施例8和9中所使用的联产羟乙基乙二胺与二羟乙基乙二胺的装置示意图;
32.图1~6中,1-1为乙二胺储罐、1-2为环氧乙烷储罐、2-1为乙二胺进料泵,2-2为环氧乙烷进料泵、3为具有两段反应温区的反应单元、3-1为具有三段反应温区的反应单元、4-1-a为脱轻精馏塔、4-1-b为闪蒸罐、4-2-1为第一精馏塔、4-2-2为第二精馏塔、5-1为羟乙基乙二胺接收罐、5-2为混合二羟乙基乙二胺接收罐、5-3为n,n-双(2-羟乙基)乙二胺接收罐、5-4为n,n-bis(2-羟乙基)乙二胺接收罐。
具体实施方式
33.本发明提供了一种联产羟乙基乙二胺与二羟乙基乙二胺的方法,包括以下步骤:
34.a)将乙二胺和环氧乙烷经连续输送系统输送至反应单元,进行反应,得到反应液;
35.所述乙二胺与环氧乙烷的摩尔比为(1~5):1;所述反应单元设置有至少两个温区,每个温区的温度在60~160℃之间;
36.b)将所述反应液输送至脱轻单元,脱除反应液中的乙二胺,得到脱轻母液;
37.c)将所述脱轻母液输送至分离单元,采出羟乙基乙二胺产品和二羟乙基乙二胺产品。
38.在本发明中,所述乙二胺和环氧乙烷分别自乙二胺储罐和环氧乙烷储罐中,经连续输送系统输送至反应单元,进行反应,得到反应液。
39.在本发明中,所述连续输送单元包括至少两台进料泵,所述反应单元优选包括微通道反应器和管式反应器中的一种或两种的组合。
40.在本发明中,所述乙二胺和环氧乙烷的摩尔比优选为(1~5):1,更优选为(1~4.5):1,最优选为(1.5~3.5):1,如1:1、1.5:1、2:1、2.5:1、3:1、3.5:1、4:1、4.5:1、5:1,优选为以上述任意数值为上限或下限的范围值。
41.本发明经研究,在本发明所述的连续生产装置中以及一定的温度、压力下控制乙二胺与环氧乙烷的摩尔比为1~5:1时,能够控制产品中二羟乙基乙二胺的占比不高于20%,进而能够有效控制副产物三羟乙基乙二胺与四羟乙基乙二胺的生成。乙二胺与环氧乙烷的摩尔比越大,能够提高羟乙基乙二胺在产品组成中的比重,但在生产过程中乙二胺的循环量也随之增大,促进乙二胺循环的能耗也随之增加,生产效率随之降低;乙二胺与环氧乙烷的摩尔比过小,在产品组成中二羟乙基乙二胺的占比高于20%,不能有效控制副产物三羟乙基乙二胺与四羟乙基乙二胺的生成,造成产品分离困难、收率降低。
42.在本发明中,所述反应单元设置有至少两个温区,具体的,在本发明的一个实施例中,所述反应单元的控制为两个温区,第一温区的温度优选为60~100℃,更优选为70~90℃,如60℃、65℃、70℃、75℃、80℃、85℃、90℃、95℃、100℃,优选为以上述任意数值为上限
或下限的范围值;第二温区的温度优选为100~160℃,更优选为110~150℃,如100℃、105℃、110℃、115℃、120℃、125℃、130℃、135℃、140℃、145℃、150℃、155℃、160℃,优选为以上述任意数值为上限或下限的范围值。采用此种温区设置方案能够避免乙二胺与环氧乙烷进入高温的反应单元在未混合均匀的情况下就快速反应生成较多二羟乙基乙二胺导致三羟乙基乙二胺与四羟乙基乙二胺的生成。
43.在本发明的另一个实施例中,所述反应单元的控制为两个温区,第一温区的温度优选为100~160℃,更优选为110~150℃,如100℃、105℃、110℃、115℃、120℃、125℃、130℃、135℃、140℃、145℃、150℃、155℃、160℃,优选为以上述任意数值为上限或下限的范围值;第二温区的温度优选为60~100℃,更优选为70~90℃,如60℃、65℃、70℃、75℃、80℃、85℃、90℃、95℃、100℃,优选为以上述任意数值为上限或下限的范围值。采用此种温区设置方案能够避免在二羟乙基乙二胺含量较高的情况下反应过于剧烈导致三羟乙基乙二胺与四羟乙基乙二胺的生成。
44.在本发明的另一个实施例中,所述反应单元的控制为三个温区,第一温区的温度优选为60~100℃,更优选为70~90℃,如60℃、65℃、70℃、75℃、80℃、85℃、90℃、95℃、100℃,优选为以上述任意数值为上限或下限的范围值;第二温区的温度优选为100~160℃,更优选为110~150℃,如100℃、105℃、110℃、115℃、120℃、125℃、130℃、135℃、140℃、145℃、150℃、155℃、160℃,优选为以上述任意数值为上限或下限的范围值;第三温区的温度优选为60~100℃,更优选为70~90℃,如60℃、65℃、70℃、75℃、80℃、85℃、90℃、95℃、100℃,优选为以上述任意数值为上限或下限的范围值。采用此种温区设置能够同时避免在反应初期乙二胺与环氧乙烷就剧烈反应生成较多二羟乙基乙二胺,以及反应后期在二羟乙基乙二胺含量较高的情况下反应过于剧烈引发副反应。
45.在本发明的反应单元中,所述反应的压力优选为1~4.5mpa,更优选为1.5~4.5mpa,如1mpa、1.5mpa、2mpa、2.5mpa、3mpa、3.5mpa、4mpa、4.5mpa,优选为以上述任意数值为上限或下限的范围值。因环氧乙烷的沸点较低,在60~160℃及常压下,环氧乙烷的状态为气体,并且在常压下及温度高于117℃时,乙二胺的状态也为气体,为保证环氧乙烷与乙二胺进入反应单元后能够快速混合均匀并发生反应,需要保证反应单元控制一定压力,若压力过低,环氧乙烷与乙二胺体积相差较大,存在物料配比失衡、混合不充分、反应不均匀的情况,还会因反应物体积变大造成停留时间不足而降低环氧乙烷的转化率,从而降低产品收率。
46.在本发明中,所述乙二醇和环氧乙烷物料在所述反应器中的总停留时间优选为0.2~10min,更优选为0.5~5min,如0.2min、0.5min、1.0min、1.5min、2.0min、2.5min、3.0min、3.5min、4.0min、4.5min、5.0min、5.5min、6.0min、6.5min、7.0min、7.5min、8.0min、8.5min、9.0min、9.5min、10min,优选为以上述任意数值为上限或下限的范围值。本发明经研究发现物料在所述连续生产装置中停留时间过短,环氧乙烷的转化率较低,单程产品的收率较低,在一定的温度及压力下延长停留时间能够提高环氧乙烷的转化率,但停留时间过长,不仅会降低生产效率也会增加设备投入成本,在本发明中乙二胺与环氧乙烷在反应单元中每个温区的停留时间不做特别的限定,总停留时间满足上述要求即可。
47.本发明乙二胺与环氧乙烷反应得到的反应液中包含乙二胺、羟乙基乙二胺、二羟乙基乙二胺,以及少量的三羟乙基乙二胺、四羟乙基乙二胺。本发明根据反应液中各组分挥
发度的不同,首先在脱轻单元中分离轻组分即未反应完的原料乙二胺,然后在分离单元中分离获得产品羟乙基乙二胺与二羟乙基乙二胺。
48.自反应单元流出的反应液经管道进入脱轻单元或进入加热器加热至所需温度后输送至脱轻单元,脱除反应液中未参与反应的乙二胺,脱轻母液进入分离单元。
49.在本发明中,所述脱轻单元优选为闪蒸罐或者精馏塔;进一步的,所述脱轻单元包括依次连通的闪蒸罐和脱轻精馏塔,所述脱轻精馏塔用于将闪蒸罐流出的闪蒸母液进一步蒸出其中残留的乙二胺。
50.当所述脱轻单元为闪蒸罐时,自反应单元流出的反应液经管道进入加热器加热至120~200℃后流入闪蒸罐,在1~80kpa的条件下快速分出反应液中未参与反应的乙二胺,闪蒸母液即脱轻母液直接进入产品分离单元;
51.在本发明中,所述闪蒸罐中的温度优选为100~200℃,更优选为120~200℃,如100℃、110℃、120℃、130℃、140℃、150℃、160℃、170℃、180℃、190℃、200℃,优选为以上述任意数值为上限或下限的范围值;压力优选为1~80kpa,更优选为10~70kpa,如1kpa、10kpa、20kpa、30kpa、40kpa、50kpa、60kpa、70kpa、80kpa、90kpa,优选为以上述任意数值为上限或下限的范围值。
52.当所述脱轻单元为脱轻精馏塔时,自反应单元流出的反应液经管道流入脱轻精馏塔,在塔釜加热温度为100~200℃、1~80kpa的条件下分离出反应液中未参与反应的乙二胺,脱轻母液直接进入产品分离单元。
53.所述脱轻精馏塔中的塔釜温度优选为100~200℃,更优选为120~200℃,如100℃、110℃、120℃、130℃、140℃、150℃、160℃、170℃、180℃、190℃、200℃,优选为以上述任意数值为上限或下限的范围值;压力优选为1~50kpa,更优选为10~40kpa,如1kpa、10kpa、20kpa、30kpa、40kpa、50kpa,优选为以上述任意数值为上限或下限的范围值。
54.当所述脱轻单元为依次连通的闪蒸罐和脱轻精馏塔时,自反应单元流出的反应液经加热器加热至120~200℃后流入闪蒸罐,在1~80kpa的条件下快速蒸出反应液中未参与反应的乙二胺;闪蒸母液进入精馏塔在塔釜加热温度为120~200℃,压力1~50kpa的条件进一步蒸出反应液中残留的乙二胺,分离乙二胺的脱轻母液进入产品分离单元。
55.所述闪蒸罐和脱轻精馏塔的工艺参数条件与上文所述一致,本发明在此不再赘述。
56.自脱轻单元中流出的脱轻母液进入分离单元,分离单元用于在乙二胺与环氧乙烷的反应液中的获得产品羟乙基乙二胺与二羟乙基乙二胺。乙二胺与环氧乙烷反应产生的二羟乙基乙二胺有两种异构体,n,n-双(2-羟乙基)乙二胺与n,n-bis(2-羟乙基)乙二胺,在分离的过程中可获得混合两种异构体的二羟乙基乙二胺,也可以分别获得两种异构体。
57.在本发明中,所述分离单元包括第一精馏塔,进一步的,所述分离单元包括依次连通的第一精馏塔和第二精馏塔。
58.当所述分离单元为第一精馏塔时,来自脱轻单元的脱轻母液进入产品分离单元的精馏塔内,在塔釜加热温度为160~200℃、0.5~20kpa的条件下自塔顶获得产品羟乙基乙二胺,冷凝后进入羟乙基乙二胺收集罐;自塔上部侧线获得产品混合有具有两种异构体的二羟乙基乙二胺,经冷凝后进入二羟乙基乙二胺收集罐,塔底精馏残液为包含三羟乙基乙二胺与四羟乙基乙二胺的重组分,收集后作为废料处理。
59.当所述分离单元为第一精馏塔时,所述第一精馏塔塔釜加热温度优选为160~200℃,更优选为170~190℃,如160℃、170℃、180℃、190℃、200℃,优选为以上述任意数值为上限或下限的范围值;压力优选为0.5~20kpa,更优选为1~15kpa,如0.5kpa、1kpa、2kpa、3kpa、4kpa、5kpa、6kpa、7kpa、8kpa、9kpa、10kpa、11kpa、12kpa、13kpa、14kpa、15kpa、16kpa、17kpa、18kpa、19kpa、20kpa,优选为以上述任意数值为上限或下限的范围值。
60.当所述分离单元为依次连通的第一精馏塔和第二精馏塔时,来自脱轻单元的脱轻母液进入产品分离单元的第一精馏塔内,在塔釜加热温度为180~200℃、0.5~3kpa的条件下自塔顶分出反应液中残留的少量乙二胺,自塔上部侧线分离获得羟乙基乙二胺冷凝后进入羟乙基乙二胺收集罐,塔釜液或塔下部侧线馏出液进入第二精馏塔,于200~220℃、0.5~3kpa的条件下自塔顶分得具有两种异构体的二羟乙基乙二胺经冷凝后进入二羟乙基乙二胺收集罐,或自塔顶分得n,n-双(2-羟乙基)乙二胺,自塔上部侧线分得n,n-bis(2-羟乙基)乙二胺,两种异构体分别经冷凝后进入对应的产品收集罐中,塔底精馏残液为包含三羟乙基乙二胺与四羟乙基乙二胺的重组分,收集后作为废料处理。当所述脱轻单元中只使用闪蒸罐或精馏塔时,为保证乙二胺的脱除效果,优选使用该方案。
61.在该方案中,第一精馏塔塔釜的加热温度优选为180~200℃,如180℃、190℃、200℃,优选为以上述任意数值为上限或下限的范围值;压力优选为0.5~3kpa,更优选为1~2.5kpa,如0.5kpa、1kpa、1.5kpa、2kpa、2.5kpa、3kpa,优选为以上述任意数值为上限或下限的范围值。
62.第二精馏塔塔釜的加热温度优选为200~220℃,如200℃、210℃、220℃,优选为以上述任意数值为上限或下限的范围值;压力优选为0.5~3kpa,更优选为1~2.5kpa,如0.5kpa、1kpa、1.5kpa、2kpa、2.5kpa、3kpa,优选为以上述任意数值为上限或下限的范围值。
63.当所述分离单元为依次连通的第一精馏塔和第二精馏塔时,来自脱轻单元的脱轻母液进入产品分离单元的第一精馏塔内,在塔釜加热温度为180~200℃、0.5~3kpa的条件下自塔顶分出得羟乙基乙二胺,塔釜液或塔下部侧线馏出液进入第二精馏塔,于200~220℃、0.5~3kpa的条件下自塔顶分得具有两种异构体的二羟乙基乙二胺经冷凝后进入二羟乙基乙二胺收集罐,或自塔顶分得n,n-双(2-羟乙基)乙二胺,自塔上部侧线分得n,n-bis(2-羟乙基)乙二胺,两种异构体分别经冷凝后进入对应的产品收集罐中,塔底精馏残液为包含三羟乙基乙二胺与四羟乙基乙二胺的重组分,收集后作为废料处理。
64.在该方案中,第一精馏塔塔釜的加热温度优选为180~200℃,如180℃、190℃、200℃,优选为以上述任意数值为上限或下限的范围值;压力优选为0.5~3kpa,更优选为1~2.5kpa,如0.5kpa、1kpa、1.5kpa、2kpa、2.5kpa、3kpa,优选为以上述任意数值为上限或下限的范围值。
65.第二精馏塔塔釜的加热温度优选为200~220℃,如200℃、210℃、220℃,优选为以上述任意数值为上限或下限的范围值;压力优选为0.5~3kpa,更优选为1~2.5kpa,如0.5kpa、1kpa、1.5kpa、2kpa、2.5kpa、3kpa,优选为以上述任意数值为上限或下限的范围值。
66.本发明还提供了一种联产羟乙基乙二胺与二羟乙基乙二胺的装置,用于配合上述方法实现羟乙基乙二胺与二羟乙基乙二胺的联产。
67.在本发明中,所述联产羟乙基乙二胺与二羟乙基乙二胺的装置为连续生产装置,包括储料单元、连续输送单元、反应单元、脱轻单元、分离单元和产品收集单元。
68.在本发明中,所述储料单元包括乙二胺储罐与环氧乙烷储罐,分别具有乙二胺出口与环氧乙烷出口;用于储存乙二胺和环氧乙烷原料。所述储料单元的乙二胺出口与环氧乙烷出口分别与连续输送系统的乙二胺进口与环氧乙烷进口相连通。
69.在本发明中,所述连续输送单元包括至少两台进料泵,具有乙二胺进口、环氧乙烷进口与乙二胺出口、环氧乙烷出口;所述连续输送系统的乙二胺出口与环氧乙烷出口分别与所述反应单元的乙二胺进口与环氧乙烷进口相连通。
70.所述连续输送系统的作用是实现对物料乙二胺与环氧乙烷的连续输送,并为物料在连续生产装置中的流动提供动力,为了实现物料能够克服压力阻力连续安全地输送至反应单元,连续输送系统需包括至少两台进料泵,分别输送乙二胺与环氧乙烷,并且进料泵的耐压上限不低于1mpa,若进料泵的耐压上限低于1mpa,在输送物料的过程中提供的动力有限,会导致产品不能顺利进入反应单元,或者由于反应系统的压力高于进料泵的耐压上限而停止进料。
71.在本发明中,所述反应单元用于提供乙二胺与环氧乙烷混合并反应的场所,在反应单元环氧乙烷与乙二胺能够在流动的过程中快速并稳定地进行反应,减少产品与原料接触的几率,降低副反应的发生。
72.所述反应单元可以是微通道反应器、管式反应器、微通道反应器与管式反应器的组合、微混合器与微通道反应器的组合、微混合器与管式反应器的组合、或者是微混合器、微通道反应器与管式反应器的组合;其中微通道反应器具有反应通道与换热通道,反应通道的特征尺寸为1~15mm;单独使用的管式反应器的反应腔内具有起到扰流作用的混合元件、反应腔外侧具有换热夹套的反应器;与微通道反应器或微混合器组合使用的管式反应器可以是反应腔内具有起到扰流作用的混合元件、反应腔外侧具有换热夹套的反应器,也可以是缠绕管式反应器、盘管式反应器、列管式反应器中的一种或多种;微混合器中混合通道的尺寸(宽度或深度)优选为1~10mm。
73.在本发明中,当仅使用管式反应器时,为保证反应效果,优选设置三个温区;当反应单元中在反应器之前设置有微混合器时,可设置两个温区或三个温区。
74.所述微通道反应器与所述反应腔内具有起到扰流作用的混合元件、反应腔外侧具有换热夹套的管式反应器均具有优异的传质效果与传热效果,可单独作为反应单元的主反应器使用,主反应器的两个进料口分别连接连续输送单元中乙二胺进料泵的出口以及环氧乙烷进料泵的出口,主反应器的出口即反应液出口连接脱轻单元的反应液进口。
75.为实现分段控温,可采用可分段控温的单套微通道反应器或管式反应器,也可采用多套微通道反应器串联、多套管式反应器串联或依次串联的微通道反应器与管式反应器的组合,每套设备控制不同的温度以满足控制不同的温区。
76.微通道反应器或管式反应器可与微混合器串联使用,在微通道反应器或管式反应器前串联微混合器实现物料的预混合,连续输送单元中乙二胺进料泵的出口以及环氧乙烷进料泵的出口分别连接微混合器的两个进口,微混合器的出口连接反应单元的进口,所述微混合器优选带有换热通道,可与之直接串联的微通道反应器或管式反应控制相同的温度,也可单独控温。
77.在本发明中,所述脱轻单元为闪蒸罐或者精馏塔;进一步的,所述脱轻单元包括依次连通的闪蒸罐和脱轻精馏塔,所述脱轻精馏塔用于将闪蒸罐流出的闪蒸母液进一步蒸出
其中残留的乙二胺。更进一步的,所述脱轻单元包括与之配套的加热器、冷凝器等常规设备。
78.在本发明的一个实施例中,所述脱轻单元为闪蒸罐,自反应单元流出的反应液经管道进入加热器加热后流入闪蒸罐快速分出反应液中未参与反应的乙二胺,闪蒸母液即脱轻母液直接进入产品分离单元;所述闪蒸罐的入口与反应单元的反应液出口相连通,所述闪蒸罐的出口与分离单元的入口相连通。
79.在本发明的另一个实施例中,所述脱轻单元为脱轻精馏塔,自反应单元流出的反应液经管道流入脱轻精馏塔,在塔釜加热温度为100~200℃、1~80kpa的条件下分离出反应液中未参与反应的乙二胺,脱轻母液直接进入产品分离单元。所述脱轻精馏塔的入口与反应单元的反应液出口相连通,所述脱轻精馏塔的出口与分离单元的入口相连通。
80.在本发明的另一个实施例中,所述脱轻单元为依次连通的闪蒸罐和脱轻精馏塔时,自反应单元流出的反应液经加热器加热后流入闪蒸罐,在快速蒸出反应液中未参与反应的乙二胺;闪蒸母液进入脱轻精馏塔在塔釜加热温度为120~200℃,压力1~50kpa的条件进一步蒸出反应液中残留的乙二胺,分离乙二胺的脱轻母液进入产品分离单元。所述闪蒸罐的入口与反应单元的反应液出口相连通,出口与脱轻精馏塔的入口相连通,脱轻精馏塔的出口与分离单元的入口相连通。
81.在本发明中,所述分离单元包括第一精馏塔,进一步的,所述分离单元包括依次连通的第一精馏塔和第二精馏塔。
82.在本发明的一个实施例中,所述分离单元为第一精馏塔,此时,第一精馏塔的入口与脱轻单元的出口相连通,用于接收自脱轻单元流出的脱轻母液;所述第一精馏塔的塔顶设置有羟乙基二乙胺产品出口,并与羟乙基乙二胺收集罐相连通,用于收集羟乙基二乙胺产品;所述第一精馏塔的塔上部侧线设置有二羟乙基乙二胺产品出口,并与二羟乙基乙二胺收集罐相连通,用于收集混合有两种异构体的二羟乙基乙二胺产品。
83.在本发明的另一个实施例中,所述分离单元为依次连通的第一精馏塔和第二精馏塔,此时,第一精馏塔的入口与脱轻单元的出口相连通,塔釜出口与第二精馏塔的入口相连通,所述第一精馏塔的塔顶设置有乙二胺出口,用于输出反应液中残留的少量乙二胺;第一精馏塔的塔上部侧线设置有羟乙基乙二胺产品出口,并与羟乙基乙二胺收集罐相连通,用于收集羟乙基二乙胺产品。所述第二精馏塔的塔顶设置有二羟乙基乙二胺产品出口,并与二羟乙基乙二胺收集罐相连通,用于收集混合有两种异构体的二羟乙基乙二胺产品。
84.优选的,为了混合的二羟乙基乙二胺的两种异构体分离,所述第二精馏塔的塔顶设置有n,n-双(2-羟乙基)乙二胺产品出口,并与n,n-双(2-羟乙基)乙二胺收集罐相连通,所述第二精馏塔的塔上部侧线设置有n,n-bis(2-羟乙基)乙二胺产品出口,并与n,n-bis(2-羟乙基)乙二胺收集罐相连通。
85.在本发明的另一个实施例中,所述分离单元为依次连通的第一精馏塔和第二精馏塔,此时,第一精馏塔的入口与脱轻单元的出口相连通,塔釜出口与第二精馏塔的入口相连通,所述第一精馏塔的塔顶设置有羟乙基乙二胺产品出口,并与羟乙基乙二胺收集罐相连通,用于收集羟乙基二乙胺产品。所述第二精馏塔的塔顶设置有二羟乙基乙二胺产品出口,并与二羟乙基乙二胺收集罐相连通,用于收集混合有两种异构体的二羟乙基乙二胺产品。
86.优选的,为了混合的二羟乙基乙二胺的两种异构体分离,所述第二精馏塔的塔顶
设置有n,n-双(2-羟乙基)乙二胺产品出口,并与n,n-双(2-羟乙基)乙二胺收集罐相连通,所述第二精馏塔的塔上部侧线设置有n,n-bis(2-羟乙基)乙二胺产品出口,并与n,n-bis(2-羟乙基)乙二胺收集罐相连通。
87.为提高乙二胺的利用率,在本发明中将通过脱轻单元的乙二胺出口与储料单元中乙二胺储罐相连接,自脱轻单元分离获得的乙二胺经冷凝后经管道返回储料单元的乙二胺储罐中,用于羟乙基乙二胺与二羟乙基乙二胺的生产。
88.因乙二胺与环氧乙烷快速发生反应需要预先提供一定的温度,并且二者的反应为放热反应,在本发明的具体实施例中,通过换热系统提供乙二胺与环氧乙烷反应所需的温度并及时移走反应放出的热量。换热系统可以是单独的换热设备,如高低温冷热一体机,与反应单元中设备的换热通道相连接,通过acs自动控制系统调节控温;换热系统也可以选用公用工程,在蒸汽系统或者导热油系统的出口管路上设置流量调节阀组,通过热电阻检测物料的温度,从而调节公用工程的流量实现混合单元与反应单元以及分离单元的温度控制。
89.本发明采用背压系统对反应体系进行背压,在反应单元与分离单元的连接管路上设置压力调节阀,通过压力传感实时反馈系统的压力,通过进料控制、温度控制、泄放控制等自动调节系统实现对反应系统压力调控。
90.在本发明用于生产羟乙基乙二胺的连续生产装置中各系统与单元均与自动控制系统连接,进行自动化操作,可实现羟乙基乙二胺的连续自动化生产。在本发明中,羟乙基乙二胺的连续生产装置中设有流量、压力、温度的检测及控制以及超压、超温安全联锁。超压安全联锁通过在连续输送系统中设置压力报警、流量报警联锁当任何一个参数达到设定值,执行esd紧急停车系统,发出保护连锁信号,关闭进料泵,对设备进行安全保护,避免危险扩散造成重大损失。超温安全联锁在反应器上设置温度报警连锁(高温报警值:250℃),当温度超过高温报警值,系统通过调节阀增加公用工程用量,同时执行esd紧急停车系统,发出保护连锁信号,关闭进料泵,对设备进行安全保护,避免危险扩散造成重大损失。另外该连续生产装置具有四种工作模式:生产模式、清洗模式、试车模式与停机模式,均通过远程操作进行控制,极大提高了自动化与生产过程的安全性。
91.在本发明中,除非另有明确的规定或限定,各系统/装置之间的连接方式如“相连通”、“相连接”应做广义理解。例如,可以是直接管道连接,也可以是通过连接有泵送设备、计量设备、阀门管件、储罐等常规输送、计量、控制、暂存设备的管道连接,可以是固定连接,也可以是可拆卸连接。对于本领域的技术人员,可以根据具体情况理解上述术语在本发明中的具体含义。
92.为了进一步说明本发明,以下结合实施例对本发明提供的一种联产羟乙基乙二胺与二羟乙基乙二胺的方法进行详细描述,但不能将其理解为对本发明保护范围的限定。
93.实施例1
94.来自储罐的环氧乙烷以2.15l/min的流速与乙二胺以摩尔比为1:1的比例经连续输送系统的进料泵输送至反应单元内持液量为1l微通道反应器中进行反应,停留12s后流出反应单元获得反应液,其中微通道反应器设置三段控温,依次为80℃、160℃、100℃,反应过程中控制反应单元的压力为4.5mpa。
95.自反应单元流出的反应液经管道进入脱轻单元的精馏塔中,在塔釜加热温度为
180℃、35kpa的条件下自塔顶分出乙二胺,经冷凝后返回储料单元的乙二胺储罐中。
96.脱除乙二胺的母液进入产品分离单元的第一精馏塔中,在塔釜加热温度为190℃、1.5kpa的条件下自塔顶分离获得羟乙基乙二胺,经冷凝后转入羟乙基乙二胺收集罐中,塔釜液进入第二精馏塔中,在塔釜加热温度为205℃、1kpa的条件下,自塔顶分离获得n,n-双(2-羟乙基)乙二胺,自塔上部侧线分得n,n-bis(2-羟乙基)乙二胺,两种产品分别经冷凝后转入相应的产品收集罐中。
97.将自反应单元流出的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为78.5%、二羟乙基乙二胺的含量为20%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为1.9%,经分离后获得的产品羟乙基乙二胺的收率为76.5%、纯度为99.1%,n,n-双(2-羟乙基)乙二胺的收率为11.3%、n,n-bis(2-羟乙基)乙二胺的收率为8.1%、纯度均为98.2%,以环氧乙烷为基准的综合产品收率为96.1%。
98.实施例2
99.来自储罐的环氧乙烷以1.34l/min的流速与乙二胺以摩尔比为1:1.5的比例经连续输送系统的进料泵输送至反应单元内串联的两台持液量为1l微通道反应器中进行反应,停留30s后流出反应单元获得反应液,其中微通道反应器设置两段控温,依次为100℃、140℃,反应过程中控制反应单元的压力为3.2mpa。
100.自反应单元流出的反应液经管道进入脱轻单元的精馏塔中,在塔釜加热温度为150℃、10kpa的条件下自塔顶分出乙二胺,经冷凝后返回储料单元的乙二胺储罐中。
101.脱除乙二胺的母液进入产品分离单元的第一精馏塔中,在塔釜加热温度为200℃、3kpa的条件下自塔顶分离获得羟乙基乙二胺,经冷凝后转入羟乙基乙二胺收集罐中,塔釜液进入第二精馏塔中,在塔釜加热温度为200℃、0.5kpa的条件下,自塔顶分离获得n,n-双(2-羟乙基)乙二胺,自塔上部侧线分得n,n-bis(2-羟乙基)乙二胺,两种产品分别经冷凝后转入相应的产品收集罐中。
102.将获得的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为83.2%、二羟乙基乙二胺的含量为14.7%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为1.8%,分离获得的产品羟乙基乙二胺的收率为81.5%、纯度为99.3%,n,n-双(2-羟乙基)乙二胺的收率为8.3%、n,n-bis(2-羟乙基)乙二胺的收率为6.4%、纯度均为98.1%,以环氧乙烷为基准的综合产品收率为96.2%。
103.实施例3
104.来自储罐的环氧乙烷以1.16l/min的流速与乙二胺以摩尔比为1:2的比例经连续输送系统的进料泵输送至反应单元内依次串联的三台总持液量为5l微通道反应器中进行反应,停留60s后流出反应单元获得反应液,其中微通道反应器设置三段控温,依次为60℃、130℃、80℃,反应过程中控制反应单元的压力为2.6mpa。
105.自反应单元流出的反应液经管道进入脱轻单元的精馏塔中,在塔釜加热温度为120℃、2.5kpa的条件下自塔顶分出乙二胺,经冷凝后返回储料单元的乙二胺储罐中。
106.脱除乙二胺的母液进入产品分离单元的第一精馏塔中,在塔釜加热温度为180℃、0.5kpa的条件下自塔顶分离获得羟乙基乙二胺,经冷凝后转入羟乙基乙二胺收集罐中,塔釜液进入第二精馏塔中,在塔釜加热温度为220℃、3kpa的条件下,自塔顶分离获得n,n-双(2-羟乙基)乙二胺,自塔上部侧线分得n,n-bis(2-羟乙基)乙二胺,两种产品分别经冷凝后
转入相应的产品收集罐中。
107.将获得的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为86.1%、二羟乙基乙二胺的含量为11.8%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为1.7%,分离获得的产品羟乙基乙二胺的收率为84.6%、纯度为99.3%,n,n-双(2-羟乙基)乙二胺的收率为6.5%、n,n-bis(2-羟乙基)乙二胺的收率为5.2%、纯度均为98.4%,以环氧乙烷为基准的综合产品收率为96.3%。
108.实施例4
109.来自储罐的环氧乙烷以1.51l/min的流速与乙二胺以摩尔比为1:2.5的比例经连续输送系统的进料泵输送至反应单元内依次串联的总持液量为15l微通道反应器与管式反应器中进行反应,停留120s后流出反应单元获得反应液,其中反应单元设置两段控温,依次为130℃、100℃,反应过程中控制反应单元的压力为2.5mpa。
110.自反应单元流出的反应液经管道进入加热器加热至160℃后进入闪蒸罐中在15kpa的条件下分出乙二胺,经冷凝后返回储料单元的乙二胺储罐中。
111.脱除乙二胺的母液进入产品分离单元的第一精馏塔中,在塔釜加热温度为185℃、1kpa的条件下自塔顶分离残留的乙二胺,自塔上部侧线分离获得羟乙基乙二胺,经冷凝后转入羟乙基乙二胺收集罐中,塔釜液进入第二精馏塔中,在塔釜加热温度为210℃、1.8kpa的条件下,自塔顶分离获得n,n-双(2-羟乙基)乙二胺,自塔上部侧线分得n,n-bis(2-羟乙基)乙二胺,两种产品分别经冷凝后转入相应的产品收集罐中。
112.将获得的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为87.4%、二羟乙基乙二胺的含量为11.4%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为1.5%,分离获得的产品羟乙基乙二胺的收率为85.8%、纯度为99.2%,n,n-双(2-羟乙基)乙二胺的收率为6.1%、n,n-bis(2-羟乙基)乙二胺的收率为4.6%、纯度均为97.2%,以环氧乙烷为基准的综合产品收率为96.5%。
113.实施例5
114.来自储罐的环氧乙烷以1.78l/min的流速与乙二胺以摩尔比为1:3的比例经连续输送系统的进料泵输送至反应单元内依次串联的总持液量为30l微通道反应器与管式反应器中进行反应,停留180s后流出反应单元获得反应液,其中反应单元设置两段控温,依次为100℃、120℃,反应过程中控制反应单元的压力为2.1mpa。
115.自反应单元流出的反应液经管道进入加热器加热至200℃后进入闪蒸罐中在80kpa的条件下分出乙二胺,经冷凝后返回储料单元的乙二胺储罐中。
116.脱除乙二胺的母液进入产品分离单元的第一精馏塔中,在塔釜加热温度为200℃、20kpa的条件下自塔顶分离获得羟乙基乙二胺,经冷凝后转入羟乙基乙二胺收集罐中,自塔上部侧线分离获得混合两种异构体的二羟乙基乙二胺,经冷凝后转入二羟乙基乙二胺收集罐中。
117.将获得的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为89.3%、二羟乙基乙二胺的含量为9.6%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为1.3%,分离获得的产品羟乙基乙二胺的收率为88.1%、纯度为99.4%,二羟乙基乙二胺的收率为8.6%、纯度为97.5%,以环氧乙烷为基准的综合产品收率为96.7%。
118.实施例6
119.来自储罐的环氧乙烷以2.22l/min的流速与乙二胺以摩尔比为1:3.5的比例经连续输送系统的进料泵输送至反应单元内以此串联的总持液量为50l微通道反应器与管式反应器中进行反应,停留240s后流出反应单元获得反应液,其中反应单元设置两段控温,依次为100℃、70℃,反应过程中控制反应单元的压力为1.7mpa。
120.自反应单元流出的反应液经管道进入加热器加热至120℃后进入闪蒸罐中在1kpa的条件下分出乙二胺,经冷凝后返回储料单元的乙二胺储罐中。
121.脱除乙二胺的母液进入产品分离单元的第一精馏塔中,在塔釜加热温度为185℃、10kpa的条件下自塔顶分离获得羟乙基乙二胺,经冷凝后转入羟乙基乙二胺收集罐中,自塔上部侧线分离获得混合两种异构体的二羟乙基乙二胺,经冷凝后转入二羟乙基乙二胺收集罐中。
122.将获得的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为91.6%、二羟乙基乙二胺的含量为7.3%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为1.2%,分离获得的产品羟乙基乙二胺的收率为90.4%、纯度为99.3%,二羟乙基乙二胺的收率为6.9%、纯度为97.8%,以环氧乙烷为基准的综合产品收率为97.3%。
123.实施例7
124.来自储罐的环氧乙烷以3.18l/min的流速与乙二胺以摩尔比为1:4的比例经连续输送系统的进料泵输送至反应单元内依次串联的总持液量为100l微通道反应器与管式反应器中进行反应,停留300s后流出反应单元获得反应液,其中反应单元设置三段控温,依次为80℃、100℃、60℃,反应过程中控制反应单元的压力为1.5mpa。
125.自反应单元流出的反应液经管道进入加热器加热至150℃后进入闪蒸罐中在10kpa的条件下分出乙二胺,分离母液进入脱轻精馏塔在150℃、11kpa的条件下分离出剩余的乙二胺,两部分分离出的乙二胺经冷凝后返回储料单元的乙二胺储罐中。
126.脱除乙二胺的母液进入产品分离单元的第一精馏塔中,在塔釜加热温度为160℃、0.5kpa的条件下自塔顶分离获得羟乙基乙二胺,经冷凝后转入羟乙基乙二胺收集罐中,自塔上部侧线分离获得混合两种异构体的二羟乙基乙二胺,经冷凝后转入二羟乙基乙二胺收集罐中。
127.将获得的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为93.4%、二羟乙基乙二胺的含量为5.3%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为1.1%,分离获得的产品羟乙基乙二胺的收率为93.1%、纯度为99.4%,二羟乙基乙二胺的收率为4.9%、纯度为98.3%,以环氧乙烷为基准的综合产品收率为98%。
128.实施例8
129.来自储罐的环氧乙烷以2.7l/min的流速与乙二胺以摩尔比为1:4.5的比例经连续输送系统的进料泵输送至反应单元内依次串联的总持液量为150l的微混合器与管式反应器中进行反应,停留480s后流出反应单元获得反应液,其中反应单元设置两段控温,依次为110℃、70℃。
130.自反应单元流出的反应液经管道进入加热器加热至180℃后进入闪蒸罐中在40kpa的条件下分出乙二胺,分离母液进入脱轻精馏塔在180℃、30kpa的条件下分离出剩余的乙二胺,两部分分离出的乙二胺经冷凝后返回储料单元的乙二胺储罐中。
131.脱除乙二胺的母液进入产品分离单元的第一精馏塔中,在塔釜加热温度为180℃、
0.5kpa的条件下自塔顶分离获得羟乙基乙二胺,经冷凝后转入羟乙基乙二胺收集罐中,塔釜液进入第二精馏塔中,在塔釜加热温度为200℃、1kpa的条件下,自塔顶分离获得混合两种异构体的二羟乙基乙二胺,经冷凝后转入二羟乙基乙二胺收集罐中。
132.将获得的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为94.7%、二羟乙基乙二胺的含量为4.2%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为0.9%,分离获得的产品羟乙基乙二胺的收率为93.6%、纯度为99.2%,二羟乙基乙二胺的收率为3.9%、纯度为97.7%,以环氧乙烷为基准的综合产品收率为97.5%。
133.实施例9
134.来自储罐的环氧乙烷以2.63l/min的流速与乙二胺以摩尔比为1:5的比例经连续输送系统的进料泵输送至反应单元内依次串联的总持液量为200l的管式反应器中进行反应,停留600s后流出反应单元获得反应液,其中管式反应器设置两段控温,依次为60℃、100℃,反应过程中控制反应单元的压力为1.5mpa。
135.自反应单元流出的反应液经管道进入加热器加热至120℃后进入闪蒸罐中在2kpa的条件下分出乙二胺,分离母液进入脱轻精馏塔在130℃、1kpa的条件下分离出剩余的乙二胺,两部分分离出的乙二胺经冷凝后返回储料单元的乙二胺储罐中。
136.脱除乙二胺的母液进入产品分离单元的第一精馏塔中,在塔釜加热温度为195℃、2.5kpa的条件下自塔顶分离获得羟乙基乙二胺,经冷凝后转入羟乙基乙二胺收集罐中,塔釜液进入第二精馏塔中,在塔釜加热温度为210℃、2kpa的条件下,自塔顶分离获得n,n-双(2-羟乙基)乙二胺,自塔顶分离获得混合两种异构体的二羟乙基乙二胺,经冷凝后转入二羟乙基乙二胺收集罐中。
137.将获得的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为95.8%、二羟乙基乙二胺的含量为3.1%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为0.8%,分离获得的产品羟乙基乙二胺的收率为94.4%、纯度为99.1%,二羟乙基乙二胺的收率为2.5%、纯度为97.3%,以环氧乙烷为基准的综合产品收率为96.9%。
138.对比例1
139.向塔式反应器内加入乙二胺,升温至100-130℃,顶部两级冷凝回流,乙二胺落至气液接触器内与进入的环氧乙烷气体进行气液接触,乙二胺与环氧乙烷的配比为2:1,反应后生成的羟乙基乙二胺落入塔底,塔底不断有乙二胺蒸出,反应结束后料液转入精馏塔内在180℃、2kpa分离羟乙基乙二胺,塔釜液转入后续精馏塔在200℃、2kpa的条件下分离二羟乙基乙二胺。
140.将获得的反应液及产品分别经气相检测,反应液中羟乙基乙二胺的含量为71.2%、二羟乙基乙二胺的含量为21.1%、三羟乙基乙二胺与四羟乙基乙二胺的含量之和为7.4%,经分离后获得的产品羟乙基乙二胺的纯度为98.5%,二羟乙基乙二胺的纯度均为87.2%,以环氧乙烷为基准的综合产品收率为88.7%。
141.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1