子弹壳用塑料的制作方法与流程
1.本发明涉及子弹壳技术领域,具体涉及一种子弹壳用塑料的制作方法。
背景技术:
2.目前国内、国际装备军队的子弹仍以金属弹壳为主,分为纯铜弹壳、铸铁涂漆弹壳、铝合金弹壳等,金属弹壳的材料密度大,会增加士兵负重,降低载弹量,并且金属弹壳导热系数高,且金属弹壳的比重大;因此目前针对塑料子弹壳作出了进一步的研究,在相关技术中,现有的塑料子弹壳通常采用聚酰胺、聚砜、聚芳醚酮树脂或纳米矿物、纤维增强塑料,导致其加工性差,在子弹壳应用上,面临脱模困难及注件容易划伤等问题。
技术实现要素:
3.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的一个目的在于提出一种子弹壳用塑料的制作方法,包括:
4.提供树脂粉末、纳米或亚微米矿物粉末及碳纳米管粉末;
5.将所述树脂粉末、纳米或亚微米矿物粉末及所述碳纳米管粉末置入搅拌装置内按第一预定速率进行搅拌混合;
6.将内润滑剂、外润滑剂及聚四氟乙烯蜡粉加入所述搅拌装置内,并按第二预定速率继续搅拌;
7.在搅拌后根据所述树脂粉末的熔体温度控制挤出机的造粒温度,以根据所述造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。
8.可选地,所述树脂粉末按重量百分比为70%-90%,所述纳米或亚微米矿物粉末按重量百分比为5%-15%,所述碳纳米管粉末按重量百分比为 0.5%-5%,所述内润滑剂按重量百分比为0.1%-3%,所述外润滑剂按重量百分比为0.01%-0.3%。
9.可选地,所述碳纳米管粉末的添加量为0.5-5wt%,且管径大于15nm,长度大于5um。
10.可选地,所述内润滑剂包括高温离子液体或lcp润滑剂中的任意一种,所述外润滑剂包括硅酮润滑剂或油脂金属盐中的任意一种。
11.可选地,所述聚四氟乙烯蜡粉包括d50《5um或d90<15um中的任意一种。
12.可选地,所述聚四氟乙烯蜡粉为球形结构,且球形结构的长轴和短轴比值≤4。
13.可选地,所述树脂粉末包括聚砜树脂或聚芳醚酮树脂,且所述聚砜树脂的熔体质量流动速率为45-100g/10min(380℃/2.16kg),所述聚芳醚酮树脂的熔体质量流动速率为25-100g/10min(380℃/5kg)。
14.可选地,所述树脂粉末为所述聚砜树脂,所述聚砜树脂的熔体温度为 320-350℃,所述挤出机一至九段螺筒的温度为220℃、280℃、325℃、345℃、 345℃、335℃、335℃、335℃、335℃,所述挤出机的口模温度为340℃。
15.可选地,所述树脂粉末为聚芳醚酮树脂,所述聚芳醚酮树脂的熔体温度为355-385
℃,所述挤出机一至九段螺筒的温度为280℃、325℃、355℃、375℃、 375℃、365℃、365℃、365℃、365℃,所述挤出机的口模温度为365℃。
16.可选地,所述第一预定速率为10-30m/s,所述第二预定速率为1-10m/s。
17.本发明提供的子弹壳用塑料的制作方法,提供树脂粉末、纳米或亚微米矿物粉末及碳纳米管粉末;并将所述树脂粉末、纳米或亚微米矿物粉末及所述碳纳米管粉末置入搅拌装置内按第一预定速率进行搅拌混合;将内润滑剂、外润滑剂及聚四氟乙烯蜡粉加入所述搅拌装置内,并按第二预定速率继续搅拌;在搅拌后根据所述树脂粉末的熔体温度控制挤出机的造粒温度,以根据所述造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。通过树脂粉末的特性并结合聚四氟乙烯蜡粉增加韧性,从而改善了子弹壳的加工性,在子弹壳应用上,避免了脱模困难及注件容易划伤等问题,提升了子弹壳的机械强度和抗冲击性能。
18.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
具体实施方式
19.下面详细描述本发明的实施例,所述实施例的示例,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.下面由实施例详细描述本发明实施例的子弹壳用塑料的制作方法。
21.本发明实施例中提供的子弹壳用塑料的制作方法,包括:提供树脂粉末、纳米或亚微米矿物粉末及碳纳米管粉末;将树脂粉末、纳米或亚微米矿物粉末及碳纳米管粉末置入搅拌装置内按第一预定速率进行搅拌混合;将内润滑剂、外润滑剂及聚四氟乙烯蜡粉加入搅拌装置内,并按第二预定速率继续搅拌;在搅拌后根据树脂粉末的熔体温度控制挤出机的造粒温度,以根据造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。
22.其中,搅拌装置可以是高速混合机,在对树脂粉末、纳米或亚微米矿物粉末及碳纳米管粉末进行混合时,可以将高速混合机的搅拌桨外沿线速度控制为10-30m/s,并且混合搅拌10-30分钟,在将内润滑剂、外润滑剂及聚四氟乙烯蜡粉后,可以将高速混合机的搅拌桨外沿线速度调整为1-10m/s,并且混合搅拌时间可以是10-30分钟;可选地,纳米或亚微米矿物粉末可以是纳米二氧化硅、钛白粉,立方形、球形的纳米碳酸钙、氧化锌、氧化锆、三氧化二铝、硫酸钡等。
23.根据本发明的实施例,树脂粉末按重量百分比为70%-90%,纳米或亚微米矿物粉末按重量百分比为5%-15%,碳纳米管粉末按重量百分比为 0.5%-5%,内润滑剂按重量百分比为0.1%-3%,外润滑剂按重量百分比为 0.01%-0.3%。
24.根据本发明的实施例,碳纳米管粉末的添加量为0.5-5wt%,且管径大于 15nm,长度大于5um;优选的,管径可以是大于20nm。
25.根据本发明的实施例,内润滑剂包括高温离子液体或lcp润滑剂中的任意一种,外润滑剂包括硅酮润滑剂或油脂金属盐中的任意一种;例如,外润滑剂可以是瓦克公司的genioplast pellet s、硬脂酸锌、硬脂酸钙等。
26.根据本发明的实施例,聚四氟乙烯蜡粉包括d50《5um或d90<15um中的任意一种;可选地,还可以是d50《3um或d90<10um,更为优选的可以是 d50《1um,d90<3um;其中,d50和d90表示为粒度大小,例如d50表示为一个样品的累计粒度分布百分数达到50%时所对应的粒径。
27.根据本发明的实施例,聚四氟乙烯蜡粉为球形结构,且球形结构的长轴和短轴比值≤4;更为优选的球形结构的长轴和短轴比值≤1.5;并且,聚四氟乙烯蜡粉可以通过悬浮法进行合成后,然后经过浓缩、去除表面活性、干燥等步骤,进而形成固体粉末,再对固体粉末进行气体破碎、辐照整形,如此将聚四氟乙烯微粉形态调整到球形结构。
28.根据本发明的实施例,树脂粉末包括聚砜树脂或聚芳醚酮树脂,且聚砜树脂的熔体质量流动速率为45-100g/10min(380℃/2.16kg),聚芳醚酮树脂的熔体质量流动速率为25-100g/10min(380℃/5kg)。
29.根据本发明的实施例,树脂粉末为聚砜树脂,聚砜树脂的熔体温度为 320-350℃,挤出机一至九段螺筒的温度为220℃、280℃、325℃、345℃、345℃、 335℃、335℃、335℃、335℃,挤出机的口模温度为340℃。
30.根据本发明的实施例,树脂粉末为聚芳醚酮树脂,聚芳醚酮树脂的熔体温度为355-385℃,挤出机一至九段螺筒的温度为280℃、325℃、355℃、375℃、 375℃、365℃、365℃、365℃、365℃,挤出机的口模温度为365℃。
31.下面详细描述本发明的实施例。
32.对比例1
33.物料配比:如表1所示。
34.子弹壳用塑料的制作方法包括:
35.将pes粉末(巴斯夫e2010p)和纳米二氧化硅粉末置入搅拌装置内按第一预定速率进行搅拌混合;
36.在搅拌后根据pes粉末的熔体温度控制挤出机的造粒温度,以根据所述造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。
37.对比例2
38.物料配比:如表1所示。
39.子弹壳用塑料的制作方法包括:
40.将peek粉末(威格斯450p)和钛白粉末(科慕r-104)置入搅拌装置内按第一预定速率进行搅拌混合;
41.在搅拌后根据peek粉末的熔体温度控制挤出机的造粒温度,以根据所述造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。
42.实施例1
43.物料配比:如表1所示。
44.将pes粉末(巴斯夫e2010p)、纳米二氧化硅粉末、球形纳米碳酸钙及碳纳米管粉末置入搅拌装置内按第一预定速率进行搅拌混合;
45.将外润滑剂(瓦克genioplast pellet s)及聚四氟乙烯蜡粉加入搅拌装置内,并按第二预定速率继续搅拌;
46.在搅拌后根据pes粉末的熔体温度控制挤出机的造粒温度,以根据造粒温度挤出
造粒,以得到子弹壳用的塑料颗粒。
47.实施例2
48.物料配比:如表1所示。
49.将ppsu粉末(浩然p300)、球形纳米碳酸钙及碳纳米管粉末置入搅拌装置内按第一预定速率进行搅拌混合;
50.将外润滑剂(瓦克genioplast pellet s)及聚四氟乙烯蜡粉加入搅拌装置内,并按第二预定速率继续搅拌;
51.在搅拌后根据ppsu粉末的熔体温度控制挤出机的造粒温度,以根据造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。
52.实施例3
53.物料配比:如表1所示。
54.将peek粉末(威格斯450p)、钛白粉末及碳纳米管粉末置入搅拌装置内按第一预定速率进行搅拌混合;
55.将内润滑剂(诺为f-s1700)及聚四氟乙烯蜡粉加入搅拌装置内,并按第二预定速率继续搅拌;
56.在搅拌后根据peek粉末的熔体温度控制挤出机的造粒温度,以根据造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。
57.实施例4
58.物料配比:如表1所示。
59.将pes粉末(巴斯夫e2010p)、纳米二氧化硅粉末、球形纳米碳酸钙及碳纳米管粉末置入搅拌装置内按第一预定速率进行搅拌混合;
60.将外润滑剂(瓦克genioplast pellet s)及聚四氟乙烯蜡粉加入搅拌装置内,并按第二预定速率继续搅拌;
61.在搅拌后根据pes粉末的熔体温度控制挤出机的造粒温度,以根据造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。
62.实施例5
63.物料配比:如表1所示。
64.将ppsu粉末(浩然p300)、纳米二氧化硅粉末及碳纳米管粉末置入搅拌装置内按第一预定速率进行搅拌混合;
65.将外润滑剂(瓦克genioplast pellet s)、内润滑剂(诺为f-s1700) 及聚四氟乙烯蜡粉加入搅拌装置内,并按第二预定速率继续搅拌;
66.在搅拌后根据ppsu粉末的熔体温度控制挤出机的造粒温度,以根据造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。
67.实施例6
68.物料配比:如表1所示。
69.将peek粉末(威格斯450p)、球形纳米碳酸钙及碳纳米管粉末置入搅拌装置内按第一预定速率进行搅拌混合;
70.将外润滑剂(瓦克genioplast pellet s)、内润滑剂(诺为f-s1700) 及聚四氟乙烯蜡粉加入搅拌装置内,并按第二预定速率继续搅拌;
71.在搅拌后根据peek粉末的熔体温度控制挤出机的造粒温度,以根据造粒温度挤出造粒,以得到子弹壳用的塑料颗粒。
72.由上可知,在根据实施例1至实施例6得到的塑料颗粒可以用于生产塑料子弹壳,并且根据生产得到的不同子弹壳进行射击性能测试,结果如表2。
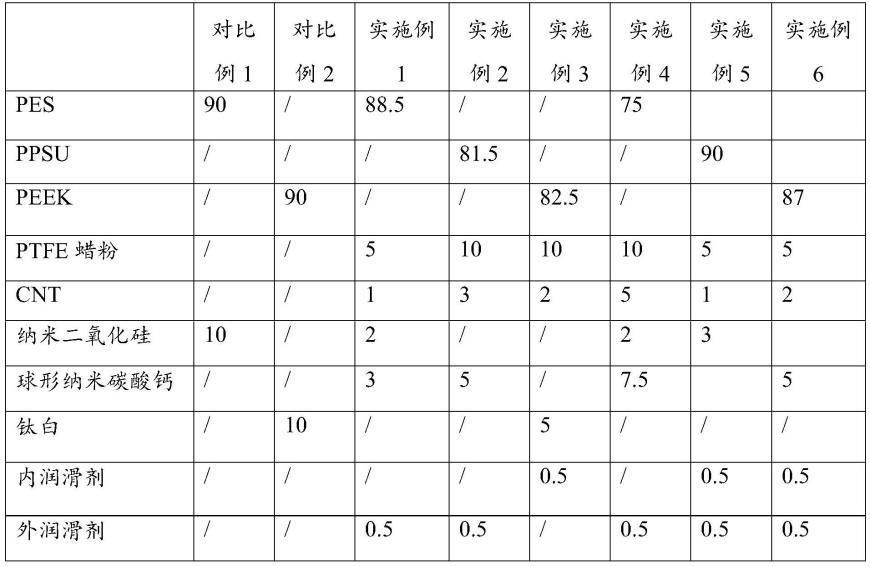
73.表1(单位:重量百分比)
[0074][0075]
其中,射击测试采用12.7
×
99mm子弹。
[0076]
表2
[0077]
[0078]
根据上述表2的测试结果可知,实施例5和实施例6所得到的子弹完好率最高,即,在增加聚四氟乙烯蜡粉、内润滑剂及外润滑剂后,子弹的磨损率有明显降低,提高了子弹壳的韧性;并且,通过碳纳米管粉末、纳米和亚微米矿物粉作为增强剂及耐磨剂,由内润滑剂和外润滑剂可以改善加工性,使得子弹壳具有优异的物理性性能和加工性,可应用于大容量或大爆炸单量的子弹壳,在均衡强度的基础上,为子弹壳注塑加工提供更好的适配性,脱模更为简单。
[0079]
本发明提供的子弹壳用塑料的制作方法,通过树脂粉末的特性并结合聚四氟乙烯蜡粉增加韧性,从而改善了子弹壳的加工性,在子弹壳应用上,避免了脱模困难及注件容易划伤等问题,提升了子弹壳的机械强度和抗冲击性能。
[0080]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0081]
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1