一种热收缩套管及制备方法与流程
1.本技术涉及热缩材料领域,更具体地说,它涉及一种热收缩套管及制备方法。
背景技术:
2.钢管是生活和工业中常用的管道,埋地钢管在自然条件下(大气,天然水体、土壤)或人为条件(酸、碱、盐及其它介质)下,每时每刻都在发生腐蚀.一种自发进行的无谓的消耗。其根本原因钢质管道是因为处于热力学不稳定状态,在上述条件下它们就要恢复原来的相对稳定的状态.生成铁氧化物碳酸盐等.或转变为可溶性离子。腐蚀不仅是资源的浪费,还会因腐蚀使管道、设备使用寿命缩短,更换新管道等,增大各类成本支出,降低经济效益。腐蚀产物形成垢层,影响传热和介质流速传热效率降低,能耗由此大大增加。鉴于腐蚀的普遍存在,为了防止或减缓腐蚀的发生,各种防腐技术和工艺应运而生。
3.如目前市面上应用广泛的热缩套管,其具有环保、绝缘、遇热收缩等特点,广泛应用于各类管道或电子元器件的外包覆,对产品能起到防潮、绝缘、防腐的效果;热缩套管使用方便,可以根据使用者的使用情况,可选用电吹风、热风枪、恒温烘箱、传动式热收缩机对已包覆套管的产品进行加热收缩。
4.如公开号为cn109776888a的专利申请公开了一种超低温收缩热收缩套管及其制备方法,原料包括合成杜仲胶、乙烯-醋酸乙烯酯共聚物、超细表面处理活性氢氧化镁、超细表面处理活性氢氧化铝、膨胀型无卤阻燃剂、润滑剂、抗氧剂、敏化交联剂以及炭黑。其制备方法包括按配比混炼原料并造粒,水冷输送、切粒,得到母料;然后将母料挤出成管材;将挤出后的管材辐射交联;随后扩张、冷却、定型。
5.虽然上述超低温收缩热收缩套管具有较好的力学及热老化性能,但作为埋地钢管使用时,其耐化学介质腐蚀性差,使用寿命短。
技术实现要素:
6.为了有效改善热收缩套管的耐化学介质腐蚀性能,本技术提供一种热收缩套管及制备方法。
7.第一方面,本技术提供的一种热收缩套管采用如下的技术方案:一种热收缩套管,包括以下重量份的原料:聚乙烯混合料75-108份,乙烯-醋酸乙烯共聚物8-15份,改性剂2-7份,亚磷酸酯抗氧剂0.2-0.6份,分散剂0.3-0.9份;改性剂包括聚四氟乙烯微粉,硼砂,羟基乙酯。
8.通过采用上述技术方案,采用改性剂对聚乙烯混合料进行改性,以使得聚乙烯混合料与其它原料的相容性好,同时硼砂可与羟基乙酯中的羟基交联形成网状结构,进一步改善聚乙烯混合料的内部结构,从而改善产品的综合性能。
9.采用改性后的聚乙烯混合料和乙烯-醋酸乙烯共聚物进行复配作为主料,以使得产品具有良好的耐腐蚀性,同时兼具优良的抗拉伸强度,其中乙烯-醋酸乙烯共聚物中醋酸乙烯的含量一般为12%-20%,亚磷酸酯抗氧剂可改善产品的耐氧化性能和辅助热加工时
的稳定性。
10.分散剂可在各原料组分之间形成润滑层,快速吸附在粒子表面,在其表面形成覆盖,减少物料的团聚现象,同时与二甲基甲硅烷基化硅石和亚磷酸酯抗氧剂协同,在产品塑化后形成均匀的耐腐蚀复合膜,有效强化热收缩套管的耐腐蚀性。
11.优选的,所述聚四氟乙烯微粉,硼砂,羟基乙酯的质量比为(0.7-2.2):(0.3-1.8):(1-3)。
12.通过采用上述技术方案,优化聚四氟乙烯微粉,硼砂,羟基乙酯之间的用量配比,进一步改善改性剂对聚乙烯混合料的改性效果,从而提高产品的耐腐蚀性和拉伸强度。
13.优选的,所述聚乙烯混合料为高密度聚乙烯,低密度聚乙烯,线性低密度聚乙烯中的至少两种。
14.通过采用上述技术方案,优化聚乙烯混合料的组分选取,以利于改善产品的综合性能。
15.优选的,所述聚乙烯混合料为高密度聚乙烯,低密度聚乙烯和线性低密度聚乙烯的混合物,所述高密度聚乙烯,低密度聚乙烯和线性低密度聚乙烯的质量比为(2-3):(4-5.5):(1.5-2.3)。
16.通过采用上述技术方案,选用高密度聚乙烯,低密度聚乙烯和线性低密度聚乙烯进行混配,从原料组分上改善产品的配比,进一步提高产品的拉伸强度和耐腐蚀性能。
17.优选的,所述亚磷酸酯抗氧剂选自亚磷酸三月桂酯、亚磷酸二苯酯和亚磷酸三异辛酯中的一种。
18.通过采用上述技术方案,优化亚磷酸酯抗氧剂的组分,与其它原料协同,共同改善产品的稳定性和耐腐蚀性能。
19.优选的,所述分散剂包括0.2-0.5重量份的双磷酸封端聚乙二醇和0.1-0.4重量份的氢化蓖麻油。
20.通过采用上述技术方案,采用双磷酸封端聚乙二醇和氢化蓖麻油复配形成分散剂,既能有效在各原料组分之间形成润滑层,改善体系的分散性,同时与二甲基甲硅烷基化硅石和亚磷酸酯抗氧剂协同,在产品塑化后形成均匀的耐腐蚀复合膜,有效强化热收缩套管的耐腐蚀性。氢化蓖麻油还具有一定的保色性,可使得产品具有良好的光泽度。
21.优选的,原料中还包括2-5重量份的色母粒。
22.通过采用上述技术方案,色母粒的加入能够改变产品形成的色感和光泽度,可根据产品需求添加,以改善产品的外观质量。
23.第二方面,本技术提供一种热收缩套管的制备方法,采用如下的技术方案:一种热收缩套管的制备方法,包括以下步骤:步骤一,将聚乙烯混合料进行熔融,采用惰性气体进行吹扫,加入改性剂并混合均匀,保温1-2h后冷却凝固,制得半成品;步骤二,将半成品磨成0.1-0.5mm的颗粒,以颗粒状的半成品为基准,按0.8-1.3wt%的比例加入二苯基甲烷二异氰酸,与上述颗粒状的半成品混合均匀,升温至70-90℃,一边搅拌一边加入多元醇,二苯基甲烷二异氰酸与多元醇的质量比为(1.5-3):1,多元醇加完后保温1-2h,随后进行超声处理20-30min,制得浆料;步骤三,将浆料烘干,与剩余原料进行挤出塑化,混炼均匀,制得热收缩套管。
24.通过采用上述技术方案,将聚乙烯混合料进行熔融时,采用惰性气体进行吹扫,一方面可以将原料在熔融保温过程中产生的气相杂质或低熔点杂物形成气泡进行吹扫除杂,另一方面可以减少产品在熔融阶段被氧化,保证改性剂对聚乙烯混合料的改性效果。在聚乙烯混合料中加入改性剂,可有效改善其耐腐蚀性和拉伸强度。
25.聚乙烯混合料改性后与二苯基甲烷二异氰酸混合均匀,并向其中滴加多元醇溶液,两者可反应生成聚氨酯预聚体,同时聚氨酯预聚体具有一定的粘度,以使得经过改性后的聚乙烯混合料具有良好的粘接性,能够有效提高各原料组分之间的粘结强度,提高产品内部结构的致密性,改善产品的拉伸强度,同时能够有效阻止腐蚀介质通过产品内部结构的孔道进行腐蚀,提高产品的耐腐蚀性能。进行超声处理可防止原料组分沉降和团聚,起到防沉降作用,并达到充分分散的效果。
26.分散剂与形成的聚氨酯预聚体协同,改善产品的内部致密性和均匀性,从而提高产品的拉伸强度和稳定性,改善产品的综合质量。二甲基甲硅烷基化硅石具有优良的成膜性,在挤出塑化过程中,能够与亚磷酸酯抗氧剂和分散剂协同,形成耐腐蚀复合膜,进一步强化产品的耐腐蚀性能。
27.优选的,所述多元醇由聚碳酸酯二醇和聚乙烯醇组成。
28.通过采用上述技术方案,选取合适的多元醇进行反应,以使得各原料组分之间具有优良的粘结性,从而提高产品内部的致密性。
29.优选的,所述步骤一中的惰性气体为氮气。
30.通过采用上述技术方案,氮气来源广泛,成本低,与其它工艺步骤改善产品质量,同时节省企业成本。
31.综上所述,本技术具有以下有益效果:1.采用改性剂对聚乙烯混合料进行改性,以使得聚乙烯混合料与其它原料的相容性好,同时硼砂可与羟基乙酯中的羟基交联形成网状结构,进一步改善聚乙烯混合料的内部结构。
32.2.分散剂可在各原料组分之间形成润滑层,快速吸附在粒子表面,在其表面形成覆盖,减少物料的团聚现象,同时与二甲基甲硅烷基化硅石和亚磷酸酯抗氧剂协同,在产品塑化后形成均匀的耐腐蚀复合膜,有效强化热收缩套管的耐腐蚀性。
33.3.聚乙烯混合料改性后与二苯基甲烷二异氰酸混合均匀,并向其中滴加多元醇溶液,两者可反应生成聚氨酯预聚体,同时聚氨酯预聚体具有一定的粘度,以使得经过改性后的聚乙烯混合料具有良好的粘接性,能够有效提高各原料组分之间的粘结强度,提高产品内部结构的致密性,改善产品的拉伸强度,同时能够有效阻止腐蚀介质通过产品内部结构的孔道进行腐蚀,提高产品的耐腐蚀性能。
具体实施方式
34.以下结合实施例对本技术作进一步详细说明。
35.本技术所用原料均为普通市售原料。实施例
36.实施例1热收缩套管包括以下原料:聚乙烯混合料75kg,乙烯-醋酸乙烯共聚物15kg,改性
剂2kg,亚磷酸二苯酯0.2kg,二甲基甲硅烷基化硅石0.1kg,分散剂0.3kg;聚乙烯混合料为低密度聚乙烯40kg和线性低密度聚乙烯35kg,改性剂包括聚四氟乙烯微粉0.7kg和硼砂0.3kg和丙烯酸羟乙酯1kg;分散剂为双磷酸封端聚乙二醇0.2kg和氢化蓖麻油0.1kg;热收缩套管的制备方法,包括以下步骤:步骤一,将聚乙烯混合料进行熔融,采用氮气进行吹扫,加入改性剂并混合均匀,保温1h后冷却凝固,制得半成品;步骤二,将半成品磨成0.1-0.5mm的颗粒,以颗粒状的半成品为基准,按0.8wt%的比例加入二苯基甲烷二异氰酸,与上述颗粒状的半成品混合均匀,升温至90℃,一边搅拌一边加入多元醇,二苯基甲烷二异氰酸与多元醇的质量比为1.5:1,多元醇加完后保温1h,随后进行超声处理20min,制得浆料;步骤三,将浆料烘干,与剩余原料进行挤出塑化,混炼均匀,制得热收缩套管。
37.实施例2热收缩套管包括以下原料:聚乙烯混合料108kg,乙烯-醋酸乙烯共聚物8kg,改性剂7kg,亚磷酸二苯酯0.6kg,二甲基甲硅烷基化硅石0.25kg,分散剂0.9kg,色母粒2kg;聚乙烯混合料为高密度聚乙烯30kg,低密度聚乙烯55kg和线性低密度聚乙烯23kg,改性剂包括聚四氟乙烯微粉2.2kg和硼砂1.8kg和丙烯酸羟乙酯3kg;分散剂为双磷酸封端聚乙二醇0.5kg和氢化蓖麻油0.4kg;热收缩套管的制备方法,包括以下步骤:步骤一,将聚乙烯混合料进行熔融,采用氮气进行吹扫,加入改性剂并混合均匀,保温2h后冷却凝固,制得半成品;步骤二,将半成品磨成0.1-0.5mm的颗粒,以颗粒状的半成品为基准,按1.3wt%的比例加入二苯基甲烷二异氰酸,与上述颗粒状的半成品混合均匀,升温至70℃,一边搅拌一边加入多元醇,二苯基甲烷二异氰酸与多元醇的质量比为3:1,多元醇加完后保温2h,随后进行超声处理30min,制得浆料;步骤三,将浆料烘干,与剩余原料进行挤出塑化,混炼均匀,制得热收缩套管。
38.实施例3与实施例1的区别在于,热收缩套管的制备方法,包括以下步骤:步骤一,将聚乙烯混合料进行熔融,采用氮气进行吹扫,加入改性剂并混合均匀,保温1.7h后冷却凝固,制得半成品;步骤二,将半成品磨成0.1-0.5mm的颗粒,以颗粒状的半成品为基准,按1.1wt%的比例加入二苯基甲烷二异氰酸,与上述颗粒状的半成品混合均匀,升温至82℃,一边搅拌一边加入多元醇,二苯基甲烷二异氰酸与多元醇的质量比为2.5:1,多元醇为质量比为1:1的聚碳酸酯二醇和聚乙烯醇组成,多元醇加完后保温1.4h,随后进行超声处理26min,制得浆料;步骤三,将浆料烘干,与剩余原料进行挤出塑化,混炼均匀,制得热收缩套管。
39.实施例4与实施例3的区别在于,聚乙烯混合料为高密度聚乙烯25kg,低密度聚乙烯45kg和线性低密度聚乙烯20kg;其余均与实施例3相同。
40.实施例5
与实施例4的区别在于,聚乙烯混合料为高密度聚乙烯35kg和低密度聚乙烯55kg,其余均与实施例4相同。
41.实施例6与实施例4的区别在于,改性剂包括聚四氟乙烯微粉1.5kg和硼砂1kg和丙烯酸羟乙酯2.3kg;其余均与实施例4相同。
42.实施例7与实施例4的区别在于,改性剂包括聚四氟乙烯微粉0.5kg和硼砂3kg和丙烯酸羟乙酯1.3kg;其余均与实施例4相同。
43.实施例8与实施例6的区别在于,亚磷酸酯抗氧剂为亚磷酸三月桂酯,其余均与实施例6相同。
44.实施例9与实施例6的区别在于,亚磷酸酯抗氧剂为亚磷酸三异辛酯,其余均与实施例6相同。
45.实施例10与实施例8的区别在于,分散剂为双磷酸封端聚乙二醇0.35kg和氢化蓖麻油0.24kg;其余均与实施例8相同。
46.实施例11与实施例10的区别在于,原料中还包括色母粒4kg;其余均与实施例10相同。
47.实施例12与实施例10的区别在于,二甲基甲硅烷基化硅石0.2kg,其余均与实施例10相同。
48.实施例13与实施例10的区别在于,步骤二中,多元醇由质量比为1:2的聚碳酸酯二醇和聚乙烯醇组成。
49.对比例对比例1与实施例12的区别在于,将聚乙烯混合料和乙烯-醋酸乙烯共聚物等量替换为低密度聚乙烯,其余均与实施例12相同。
50.对比例2与实施例12的区别在于,不加入二甲基甲硅烷基化硅石,其余均与实施例12相同。
51.对比例3与实施例12的区别在于,改性剂中不加入硼砂,其余均与实施例12相同。
52.对比例4与实施例12的区别在于,不加入改性剂,同时省略步骤一,其余均与实施例12相同。
53.对比例5与实施例12的区别在于,不加入分散剂,其余均与实施例12相同。
54.对比例6与实施例12的区别在于,省略步骤二,其余均与实施例12相同。
55.对比例7与实施例12的区别在于,热收缩套管的制备方法包括以下步骤:将各原料组分混合均匀后直接挤出塑化,混炼均匀后制得热收缩套管,其余均与实施例12相同。
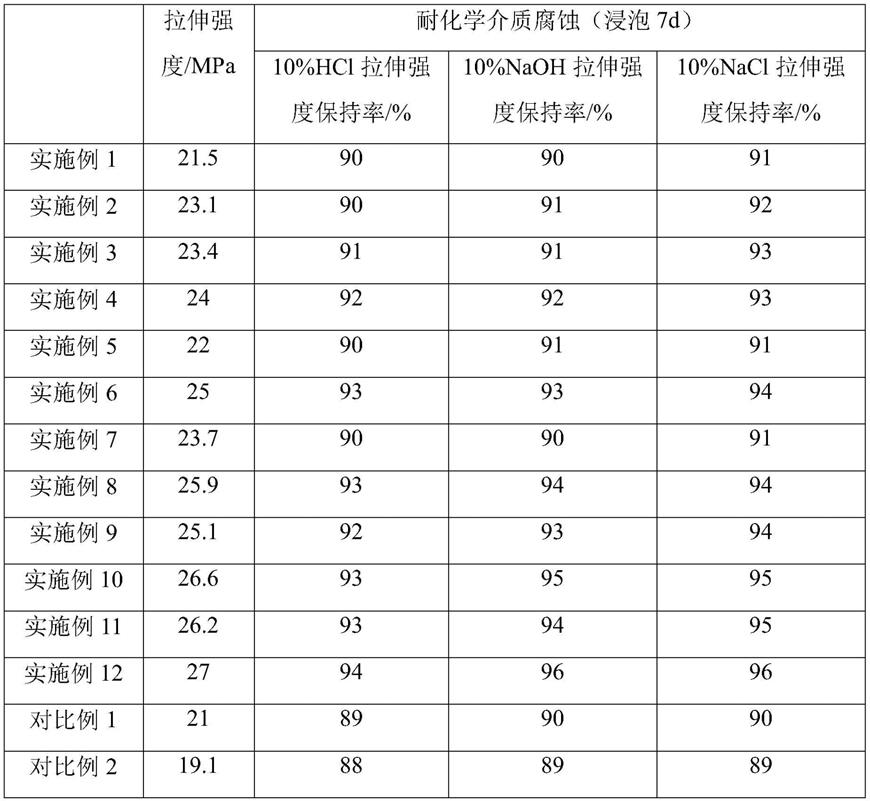
56.性能检测试验将实施例1-12和对比例1-7制得的热收缩套管根据gb/t 23257-2017《埋地钢质管道聚乙烯防腐层》进行拉伸强度和耐化学介质腐蚀(浸泡7d)的试验,结果记录在表1。
57.表1 试验结果试验结果通过实施例1-12并结合表1可以看到,通过本技术制得的拉伸强度佳,且耐化学介质腐蚀性优异,产品质量佳。其中实施例1和实施例5在原料的选取方面,聚乙烯混合料中仅选用其中两种组分,实施例1和实施例5制得的产品在拉伸强度方面稍弱一些,耐化学介质
腐蚀性也相对一般。实施例6则进一步优化改性剂中各原料组分的用量,以利于改善改性剂对聚乙烯混合料的改性效果,从而改善产品的拉伸强度和耐腐蚀性。而实施例7中聚四氟乙烯微粉,硼砂,丙烯酸羟乙酯的质量比欠佳,使得产品的拉伸强度和耐腐蚀性有所下降,由此可见三者组分在合理的配比下才能更好的发挥效用,协同改善产品的质量。
58.结合实施例12和对比例1并结合表1可以看出,仅采用低密度聚乙烯作为主要原料,制得的产品在拉伸强度和耐化学介质腐蚀性均明显下降。结合实施例12和对比例2并结合表1可以看到,对比例2中不加入二甲基甲硅烷基化硅石,产品的拉伸强度和耐化学介质腐蚀性均显著下降,这是由于二甲基甲硅烷基化硅石具有优良的成膜性,在挤出塑化过程中,能够与亚磷酸酯抗氧剂和分散剂协同,形成耐腐蚀复合膜,进一步强化产品的耐腐蚀性能,同时也能提高产品的拉伸强度。
59.结合实施例12和对比例3-4并结合表1可以看到,不管是在改性剂中缺少硼砂,还是直接不加入改性剂,对比例3和对比例4制得的产品的拉伸强度和耐化学介质腐蚀性均显著下降,这是由于采用聚四氟乙烯微粉,硼砂,丙烯酸羟乙酯复配形成的改性剂以使得产品具有良好的耐腐蚀性,同时兼具优良的抗拉伸强度。
60.结合实施例12和对比例5并结合表1可以看到,对比例5中未加入分散剂,产品在制备过程中出现团聚,组分沉降等不利影响,同时无法与其它原料组分协同增效,以使得对比例5制得的产品的拉伸强度低,耐化学介质腐蚀性不佳。
61.结合实施例12和对比例6-7并结合表1可以看出,缺少了步骤二的对比例6,其各原料组分之间的粘结性不佳,产品内部结构不够致密,无法与分散剂等原料协同,导致产品的拉伸强度和耐腐蚀性均不佳,而对比例7则是直接进行挤出塑化,产品的质量显著下降,由此可见本技术的各步骤与原料能够协同配合,共同改善产品的拉伸强度和耐化学介质腐蚀性能。
62.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1