一种自修复聚氨酯砼活塞头及其制备方法与流程
1.本发明涉及一种自修复聚氨酯砼活塞头及其制备方法,属于机械制造技术领域。
背景技术:
2.砼活塞头是混凝土泵车用的一种易损零部件,在混凝土的输送过程中起着密封腔体、提供压力等作用。由于输送混凝土介质坚硬且复杂,砼活塞头表面极易产生划痕,因此需要砼活塞头具有自修复性能。
3.现用的组装式砼活塞头主要有橡胶材质和聚氨酯材质两种。橡胶砼活塞头采用耐油性能较好的丁腈橡胶为主体,添加补强剂、防老剂、增塑剂、硫化剂等混炼热压而成。橡胶砼活塞头的耐磨性一般,强度较低,耐撕裂性能较差,因而用量较少。聚氨酯砼活塞头采用聚氨酯a组分与扩链剂反应浇注固化成型。砼活塞头所处工作环境复杂,泵送压力大且高频往复,工作端面直接接触混凝土,坚硬的介质容易造成砼活塞头表面划伤,因此对砼活塞头的使用性能和寿命提出了更高的要求。
技术实现要素:
4.本发明所要解决的技术问题是克服现有技术的聚氨酯砼活塞头易划伤磨损、寿命短等缺陷,提供一种自修复聚氨酯砼活塞头及其制备方法。
5.为解决上述技术问题,本发明提供一种自修复聚氨酯砼活塞头,包括以下重量份组分:30~50份mdi、80~100份ppg、40~50份bdo、50~70份扩链剂、10~20份bme、5~15份消泡剂。
6.进一步的,所述mdi,选自mdi、mdi-50、mdi-100、hmdi的一种或几种,所述mdi的游离mdi含量低于0.1wt%,-nco含量为3.0%~6.0%。
7.进一步的,所述ppg,选自ppg1000、ppg2000、ppg3000的一种或几种。
8.进一步的,所述扩链剂为3,3'-二氯-4,4'-二氨基二苯基甲烷。
9.进一步的,所述bme为2-巯基乙醇。
10.进一步的,所述bdo为1,4丁二醇。
11.进一步的,所述消泡剂为5500消泡剂。
12.一种自修复聚氨酯砼活塞头的制备方法,包括以下步骤:按所述重量份组分分别称取mdi、ppg、bdo、bme、扩链剂和消泡剂;将ppg加入三口烧瓶中,置于油浴锅中加热并搅拌,使温度缓慢上升至100~120℃;之后抽真空脱水1~3h,保持真空度在-0.01mpa;降温至50~60℃,加入mdi反应1~2h;继续加热至70~90℃反应3~5h,得到聚氨酯a组分,密封保存;将扩链剂、bdo、bme、消泡剂置于料桶中,搅拌10~20min,抽真空除泡10~20min,保持真空度在-0.01 mpa,得到聚氨酯b组分,密封保存;在浇注机a罐内加入聚氨酯a组分,温度控制在80~95℃,以500rpm~1000rpm转速中速搅拌;在浇注机b罐内加入聚氨酯b组分,以2000rpm~3000rpm转速高速搅拌;
在模具内喷涂脱模剂备用;将a罐与b罐的液体混合并抽真空,保持温度为100℃~130℃并以2500rpm ~3000rpm转速高速搅拌5~10min后浇注到模具中;将模具放置在烘箱中烘干,取出后自然冷却;将脱模后的产品经机加工得到自修复聚氨酯砼活塞头。
13.进一步的,所述在模具内喷涂脱模剂备用包括:将模具表面清理干净,在模具内喷涂脱模剂,在100~130℃烘箱中预热备用。
14.进一步的,所述将模具放置在烘箱中烘干,取出后自然冷却,包括:将模具放置在105℃~125℃烘箱中12~16h,取出后自然冷却。
15.本发明所达到的有益效果:1、本发明的一种自修复聚氨酯砼活塞头工艺简单,易于加工,性能稳定;2、本发明的一种自修复聚氨酯砼活塞头,在聚氨酯a组分中加入聚氨酯b组分,实现能够在密封唇口、与缸筒接触面、与混凝土接触面等部位实现摩擦磨损划伤自修复;3、本发明的一种自修复聚氨酯砼活塞头含有由mdi、ppg、bme形成的双硫键及氢键,内部分散分布均匀,室温条件下即可实现自修复;4、本发明的一种自修复聚氨酯砼活塞头具有优异的机械性能,满足高摩擦高压力混凝土泵送工况。
附图说明
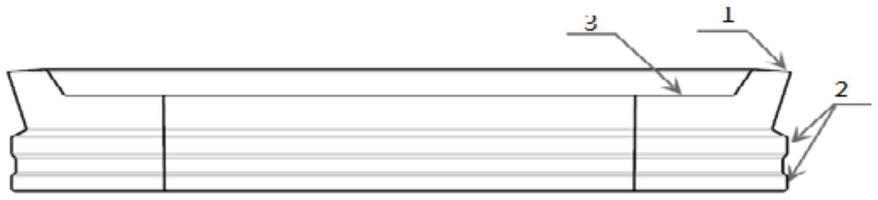
16.图1是本发明中的砼活塞头结构简图;图2是图1局部放大剖面图。
17.图中各标号表示:1-砼活塞头唇口密封面,2-砼活塞头底部摩擦面,3-砼活塞头与混凝土接触面,4-砼活塞头中的自修复双硫键及氢键。
具体实施方式
18.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
19.实施例1一种自修复聚氨酯砼活塞头的制备方法包括以下步骤:(1)按重量份分别称取30份mdi50、80份ppg1000、40份bdo、60份扩链剂、15份bme、8份消泡剂;(2)将ppg加入三口烧瓶中,置于油浴锅中加热并搅拌,使温度缓慢上升至110~120℃。之后抽真空脱水1.5h,保持真空度在-0.01mpa。降温至50~60℃,加入mdi反应1h。继续加热至80℃反应3h,得到聚氨酯a组分,密封保存;(3)将扩链剂、bdo、bme、消泡剂置于料桶中,搅拌10min,抽真空除泡10min,保持真空度在-0.01 mpa,得到聚氨酯b组分,密封保存;(4)在浇注机a罐内加入3000g聚氨酯a组分,温度控制在80℃,以800rpm转速中低速搅拌;(5)在浇注机b罐内加入450g聚氨酯b组分,以2500rpm转速高速搅拌;
(6)将模具表面清理干净,在模具内喷涂脱模剂,在110℃烘箱中预热备用;(7)将a罐与b罐的液体混合并抽真空,保持温度为110℃并以2500rpm转速高速搅拌5min后浇注到模具中;(8)将模具在110℃烘箱中放置16h,取出后自然冷却;(9)将脱模后的产品经机加工得到如图1所示的包括砼活塞头唇口密封面1、砼活塞头底部摩擦面2、砼活塞头与混凝土接触面3的自修复聚氨酯砼活塞头,如图2所示,自修复聚氨酯砼活塞头内含有由mdi、ppg、bme形成的双硫键及氢键4。
20.实施例2(1)按重量份分别称取40份mdi100、90份ppg2000、45份bdo、60份扩链剂、10份bme、6份消泡剂;(2)将ppg加入三口烧瓶中,置于油浴锅中加热并搅拌,使温度缓慢上升至100~110℃。之后抽真空脱水2h,保持真空度在-0.01mpa。降温至50~60℃,加入mdi反应1h。继续加热至70℃反应4h,得到聚氨酯a组分,密封保存;(3)将扩链剂、bdo、bme、消泡剂置于料桶中,搅拌10min,抽真空除泡10min,保持真空度在-0.01 mpa,得到聚氨酯b组分,密封保存;(4)在浇注机a罐内加入3000g聚氨酯a组分,温度控制在90℃,以650rpm转速中低速搅拌;(5)在浇注机b罐内加入500g聚氨酯b组分,以3000rpm转速高速搅拌;(6)将模具表面清理干净,在模具内喷涂脱模剂,在110℃烘箱中预热备用;(7)将a罐与b罐的液体混合并抽真空,保持温度为110℃并以2500rpm转速高速搅拌5min后浇注到模具中;(8)将模具在110℃烘箱中放置15h,取出后自然冷却;(9)将脱模后的产品经机加工得到如图1所示的包括砼活塞头唇口密封面1、砼活塞头底部摩擦面2、砼活塞头与混凝土接触面3的自修复聚氨酯砼活塞头,如图2所示,自修复聚氨酯砼活塞头内含有由mdi、ppg、bme形成的双硫键及氢键4。
21.实施例3(1)按重量份分别称取50份mdi50、100份ppg2000、50份bdo、70份扩链剂、10份消泡剂;(2)将ppg加入三口烧瓶中,置于油浴锅中加热并搅拌,使温度缓慢上升至100~1120℃。之后抽真空脱水2h,保持真空度在-0.01mpa。降温至50~60℃,加入mdi反应1h。继续加热至90℃反应3h,得到聚氨酯a组分,密封保存;(3)将扩链剂、bdo、消泡剂置于料桶中,搅拌10min,抽真空除泡10min,保持真空度在-0.01 mpa,得到聚氨酯b组分,密封保存;(4)在浇注机a罐内加入3000g聚氨酯a组分,温度控制在90℃,以650rpm转速中低速搅拌;(5)在浇注机b罐内加入500g聚氨酯b组分,以3000rpm转速高速搅拌;(6)将模具表面清理干净,在模具内喷涂脱模剂,在110℃烘箱中预热备用;(7)将a罐与b罐的液体混合并抽真空,保持温度为110℃并以2500rpm转速高速搅拌5min后浇注到模具中;
(8)将模具在110℃烘箱中放置15h,取出后自然冷却;(9)将脱模后的产品经机加工得到如图1所示的包括砼活塞头唇口密封面1、砼活塞头底部摩擦面2、砼活塞头与混凝土接触面3的自修复聚氨酯砼活塞头,如图2所示,自修复聚氨酯砼活塞头内含有由mdi、ppg、bme形成的双硫键及氢键4。
22.对比例1(1)在浇注机a罐内加入3000g聚氨酯a组分,温度控制在85℃,以650rpm转速中低速搅拌;(2)在浇注机b罐内加入400g扩链剂,以2500rpm转速高速搅拌;(3)将模具表面清理干净,在模具内喷涂脱模剂,在110℃烘箱中预热备用;(4)将a罐与b罐的液体混合并抽真空,保持温度为110℃并以2500rpm转速高速搅拌5min后浇注到模具中;(5)将模具在110℃烘箱中放置15h,取出后自然冷却;(6)将脱模后的产品经机加工得到纯聚氨酯砼活塞头。
23.本发明对实施例1、例2和对比例制备的砼活塞头力学性能、修复强度、耐磨性、使用时间进行了测试,自修复试验中,用刀片将样条从中间部位切断,切面暴露在空气中72h后,断面对接紧密,放置48h后再次测试拉伸强度为修复强度。结果见表1:表1 本发明实施例和对比例制备砼活塞头的性能检测结果性能参数对比例1实施例1实施例2实施例3邵氏硬度(ha)93929091拉伸强度(mpa)55525151修复强度(mpa)484042/撕裂强度(kn/m)115110112104阿克隆磨耗(cm3)0.020.030.020.02使用寿命(h)470430410350按照本发明提供的一种自修复聚氨酯砼活塞头,具有自修复效果,同时具有较高的机械性能和高耐磨性能,能够大幅提升砼活塞头的使用寿命。试验结果表明:自修复聚氨酯砼活塞头的拉伸强度≥45mpa,撕裂强度≥100kn/m,邵氏硬度>88a,阿克隆磨耗≤0.03cm3,使用寿命达400h以上,而且实施例1和实施例2的拉伸强度、撕裂强度和邵氏硬度都比对比例1的强度大,阿克隆磨耗低,还具有自修复功能,比纯聚氨酯砼活塞头寿命提升30%以上。
24.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1