一种酿酒酒醅自动化输送系统的制作方法
1.本实用新型涉及一种酿酒酒醅自动化输送系统,属于白酒酿造技术领域。
背景技术:
2.在白酒酿造自动化生产过程中,酒醅短距离(不超20米)输送一般采取板链输送方式,而跨厂房之间长距离输送的酒醅输送,一般采取轨道小车和料斗配合输送方式,此种输送方式存在地面轨道设备复杂,自动化控制难度大,输送效率低下的问题。而酒醅输送的效率决定酿酒过程的效率及时长,传统的人工输送,受制于运输工具,单次运送的酒醅量少,导致输送的次数多,工作劳动强度比较大,效率低。
技术实现要素:
3.[技术问题]
[0004]
本实用新型要解决的问题是:白酒酿造中的酒醅输送过程中,酒醅输送慢,人工劳动强度大、工作效率低等问题。
[0005]
[技术方案]
[0006]
本实用新型提供了一种酿酒酒醅自动化输送系统,该系统将agv叉车引入酒醅输送过程,实现了酒醅在全车间的精准、及时配送,实现集约化生产,生产效率高,稳定性高,大大降低了人工劳动强度。
[0007]
所述酿酒酒醅自动化输送系统包括agv叉车运行通道,所述agv叉车运行通道的一侧设有出料区料斗架工位和加料区料斗架工位,另一侧设有蒸馏区加糟机、大茬下料区平台和回缸下料区平台,所述出料区料斗架工位包括大茬满料斗工位、大茬空料斗工位、回缸满料斗工位和回缸空料斗工位,所述加料区料斗架工位包括上层工位、中上层工位、中下层工位和下层工位,所述agv叉车运行通道上设有agv叉车。
[0008]
在本实用新型的一种实施方式中,所述大茬满料斗工位、大茬空料斗工位、回缸满料斗工位和回缸空料斗工位大小相同且每个工位均包括第一料斗平台。
[0009]
在本实用新型的一种实施方式中,所述第一料斗平台的上方设有料斗导向座,所述料斗导向座上设有对射光电传感器,所述第一料斗平台的上方连接有第一料斗。
[0010]
在本实用新型的一种实施方式中,所述第一料斗平台与第一料斗为可拆卸式连接。
[0011]
在本实用新型的一种实施方式中,所述上层工位、中上层工位、中下层工位和下层工位大小相同且每个工位均包括第二料斗平台。
[0012]
在本实用新型的一种实施方式中,所述第二料斗平台的上方设有料斗定位孔,第二料斗平台的下方设有称重传感器,所述第二料斗平台的上方连接有第二料斗。
[0013]
在本实用新型的一种实施方式中,所述第二料斗平台与第二料斗为可拆卸式连接。
[0014]
在本实用新型的一种实施方式中,所述大茬满料斗工位的一侧设有大茬空料斗工
位,所述大茬空料斗工位背离大茬满料斗工位的一侧设有回缸满料斗工位,所述回缸满料斗工位背离大茬空料斗工位的一侧设有回缸空料斗工位。
[0015]
在本实用新型的一种实施方式中,所述蒸馏平台加糟机包括与上层工位、中上层工位、中下层工位和下层工位分别对应的上层加糟机、中上层加糟机、中下层加糟机和下层加糟机。
[0016]
在本实用新型的一种实施方式中,所述大茬下料区平台和回缸下料区平台的下方均设有称重传感器。
[0017]
[有益效果]
[0018]
1、在白酒行业使用agv叉车用于酒醅运输,改变了以往常规的运输方式,采用agv叉车保证生产的连续化、自动化与标准化,最远距离运输时长不超过4分钟,全程不需要人工操作,极大减轻了工人的工作强度,并提高工作效率。
[0019]
2、本发明提供了一种酿酒酿酒酒醅自动化运输工艺,采用该方法实现酒醅在全车间的精准、及时配送,实现集约化生产,生产效率高,稳定性高。
[0020]
3、本发明设置的称重传感器和对射光电传感器能够精确判断料斗的重量以及是否有料斗的存在,精确可靠,自动化程度高。
[0021]
4、本发明按照窖池酒醅位置,蒸馏平台加糟机包括与上层工位、中上层工位、中下层工位和下层工位分别对应的上层加糟机、中上层加糟机、中下层加糟机和下层加糟机,实现了集约化生产,生产效率高。
[0022]
5、本发明设置的大茬满料斗工位、大茬空料斗工位、回缸满料斗工位、回缸空料斗工位以及大茬下料区平台和回缸下料区平台,agv叉车运送大茬或回缸下料区平台内满料的料斗到大茬或回缸满料斗工位,满料斗酒醅入窖后,空料斗返回至大茬或回缸空料斗工位,agv叉车转运空料斗补空至大茬或回缸下料区平台;实现了酒醅出料和入料实现精准分配酒醅,智能识别工位,按需给料与补空,连续智能调度。
附图说明
[0023]
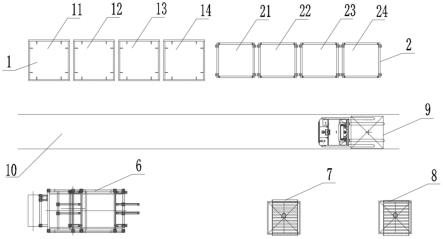
图1为本实用新型酿酒酒醅自动化输送系统的组成图。
[0024]
图2为本实用新型其中一个出料区料斗架工位的主视图(不含第一料斗)。
[0025]
图3为本实用新型其中一个出料区料斗架工位的主视图(含第一料斗)。
[0026]
图4为本实用新型其中一个出料区料斗架工位的俯视图(含第一料斗)。
[0027]
图5为本实用新型其中一个加料区料斗架工位的主视图(不含第二料斗)。
[0028]
图6为本实用新型其中一个加料区料斗架工位的主视图(含第二料斗)。
[0029]
图7为本实用新型其中一个加料区料斗架工位的俯视图(含第二料斗)。
[0030]
图中,1、出料区料斗架工位;11、大茬满料斗工位;12、大茬空料斗工位;13、回缸满料斗工位;14、回缸空料斗工位;101、第一料斗平台;102、料斗导向座;103、对射光电传感器;2、加料区料斗架工位;21、上层工位;22、中上层工位;23、中下层工位;24、下层工位;201、第二料斗平台;202、料斗定位孔;203、称重传感器;4、第一料斗;5、第二料斗;6、蒸馏区加糟机;7、大茬下料区平台;8、回缸下料区平台;9、agv叉车;10、agv叉车运行通道。
具体实施方式
[0031]
为使得本实用新型实现上述目的、特征和优点且能够更加明显易懂,下面结合具体实施方式对本实用新型作进一步详细的说明。
[0032]
实施例1
[0033]
一种酿酒酒醅自动化输送系统,如图1所示,包括agv叉车运行通道10,所述agv叉车运行通道10的一侧设有出料区料斗架工位1和加料区料斗架工位2,另一侧设有蒸馏区加糟机6、大茬下料区平台7和回缸下料区平台8,所述出料区料斗架工位1包括大茬满料斗工位11、大茬空料斗工位12、回缸满料斗工位13和回缸空料斗工位14,所述加料区料斗架工位2包括上层工位21、中上层工位22、中下层工位23和下层工位24,所述agv叉车运行通道10上设有agv叉车9。
[0034]
如图2-4所示,图2为大茬满料斗工位11、大茬空料斗工位12、回缸满料斗工位13或回缸空料斗工位14不含第一料斗4时的主视图,所述大茬满料斗工位11、大茬空料斗工位12、回缸满料斗工位13和回缸空料斗工位14大小相同且每个工位均包括第一料斗平台101,所述第一料斗平台101的上方设有料斗导向座102,所述料斗导向座102上设有对射光电传感器103,所述第一料斗平台101的上方连接有第一料斗4,所述第一料斗平台101与第一料斗4为可拆卸式连接,所述对射光电传感器103用于检测第一料斗平台101的上方是否有第一料斗4,所述料斗导向座102用于给第一料斗4装在第一料斗平台101上时提供导向作用。
[0035]
如图5-7所示,图5为上层工位21、中上层工位22、中下层工位23或下层工位24不含第二料斗5时的主视图,所述上层工位21、中上层工位22、中下层工位23和下层工位24大小相同且每个工位均包括第二料斗平台201,所述第二料斗平台201的上方设有料斗定位孔202,第二料斗平台201的下方设有称重传感器203,所述第二料斗平台201的上方连接有第二料斗5,所述第二料斗平台201与第二料斗5为可拆卸式连接,所述称重传感器203用于检测第二料斗平台201上方装有第二料斗5的重量,当检测到第二料斗5的实际重量达到设定值即判定为第二料斗5为满料斗,所述料斗定位孔202用于给第二料斗5装在第二料斗平台201上时提供导向作用。
[0036]
进一步地,采用agv叉车9输送加料区料斗架工位2上的酒醅,按照窖池酒醅位置,所述加料区料斗架工位2从上往下依次分为上层工位21、中上层工位22、中下层工位23和下层工位24,根据不同层蒸馏平台加糟机6料位高低的需求,agv叉车9分别将上层工位21、中上层工位22、中下层工位23和下层工位24上第二料斗5内的酒醅由加料区运送到各层蒸馏平台加糟机6。
[0037]
进一步地,所述大茬满料斗工位11的一侧设有大茬空料斗工位12,所述大茬空料斗工位12背离大茬满料斗工位11的一侧设有回缸满料斗工位13,所述回缸满料斗工位13背离大茬空料斗工位12的一侧设有回缸空料斗工位14。所述大茬下料区平台7连接有大茬下料机构,大茬下料机构将酿酒的原料大茬输送至大茬下料区平台7,所述回缸下料区平台8连接有回缸下料机构,回缸下料机构将酿酒的原料回缸输送至回缸下料区平台8。当大茬下料区平台7内的料斗装满料时,agv叉车9运送大茬下料区平台7内满料的料斗到大茬满料斗工位11,大茬满料斗酒醅入窖后,空料斗返回至大茬空料斗工位12,agv叉车9转运空料斗补空至大茬下料区平台7。回缸下料区平台8料斗装满料时,agv叉车9运送回缸下料区平台8内满料的料斗到回缸满料斗工位13,回缸满料斗酒醅入窖后,空料斗返回至回缸空料斗工位
14,agv叉车9转运空料斗补空至回缸下料区平台8;酒醅出料和入料实现精准分配酒醅,智能识别工位,按需给料与补空,连续智能调度。
[0038]
进一步地,所述蒸馏平台加糟机6包括与上层工位21、中上层工位22、中下层工位23和下层工位24分别对应的上层加糟机、中上层加糟机、中下层加糟机和下层加糟机。
[0039]
进一步地,所述蒸馏平台加糟机6内设有料位计,所述料位计用于检测蒸馏平台加糟机6内料位的高度,蒸馏平台加糟机9料位计位于低料位时发出加料请求,agv叉车9判断上层、中上层、中下层、下层料斗是否为满料料斗,并将满料料斗精准定位运送到上层、中上层、中下层、下层蒸馏平台加糟斗9上,料斗底部自动打开,酒醅落到加糟斗内,料斗自动闭合,agv叉车9叉取空料斗退出,将空料斗转运至原位置,再进行第二次转运同类料斗。
[0040]
进一步,所述大茬下料区平台7和回缸下料区平台8的下方均设有称重传感器。
[0041]
本实用新型的工作过程:
[0042]
1、加料任务:上层加糟机、中上层加糟机、中下层加糟机和下层加糟机分别发出加料请求,agv叉车判断加料区料斗架工位对应层的料斗是否为满料料斗,并将满料料斗精准定位运送到对应的蒸馏平台加糟机上,料斗底部自动打开,糟醅落到加糟斗内,完成加料任务;
[0043]
2、取空任务:加料任务完成后,料斗自动闭合,发出取空任务,agv叉车将空料斗从加糟机叉走运输至原加料区料斗架对应工位。
[0044]
3、出料任务:大茬和回缸下料区平台连续下料,大茬和回缸下料区平台的称重传感器实时测量平台内料斗内的重量,当达到预设值后停止加料并发出出料任务命令,agv叉车将大茬和回缸满料斗转运至大茬和回缸满料斗工位,满料斗离开大茬和回缸下料区平台后会立刻触发补空任务。
[0045]
4、补空任务:出料区料斗架工位中的大茬空料斗工位和回缸空料斗工位内的对射光电传感器判断工位上是否有料斗,若有空料斗,agv叉车将大茬空料斗运送至大茬下料区平台,将回缸空料斗运送至回缸下料区平台。
[0046]
本实用新型的保护范围并不仅局限于上述实施例,凡是在本实用新型构思的精神和原则之内,本领域的专业人员能够做出的任何修改、等同替换和改进等均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1