防腐蚀材料、其制备方法以及由其形成的防腐蚀涂层与流程
1.本发明构思涉及防腐蚀领域,更具体地,涉及一种防腐蚀材料、其制备方法以及由其形成的防腐蚀涂层。
背景技术:
2.防腐蚀技术应用于很多领域,越来越多的装置需要设置防腐蚀层。而现有的防腐蚀层通常是由过渡层和封闭层组成,其中,过渡层主要提供与基材的结合力,封闭层主要提供耐蚀性,单独的过渡层不能形成良好的耐蚀性,而单独的封闭层又不能很好的与基材形成良好的结合力,因此必须将过渡层和封闭层两层结合起来才能组成防腐蚀层的主体框架结构。然而,当设置多层的防腐蚀结构时,无疑增大了防腐蚀层的厚度,并且增大了防腐蚀成本。
3.因此,如何使过渡层具有防腐或耐蚀作用,从而使用仅包括过渡层的防腐蚀层就能实现防腐效果而无需另外设置封闭层,是本领域技术人员一直需要解决的问题。
技术实现要素:
4.为了解决现有技术中存在的上述问题中的一个或多个,本发明提供了一种防腐蚀材料、其制备方法以及由其形成的防腐蚀涂层。
5.根据发明构思的示例性实施例的防腐蚀材料包括防腐蚀材料。防腐蚀材料可以包括多个防腐蚀颗粒,并且每个防腐蚀颗粒包括铁基材料以及通过粘结剂覆盖铁基材料的至少部分表面的非金属耐蚀性材料。
6.在示例性实施例中,铁基材料可以包括低碳钢、高碳钢和铸铁中的至少一种。
7.在示例性实施例中,非金属耐蚀性材料可以包括诸如氧化钛、氮化钛、四氧化三铁、氧化铝和at系列粉末(氧化钛和氧化铝的复合材料)中的至少一种。非金属耐蚀性材料可以提供防腐或耐蚀作用。
8.在示例性实施例中,粘结剂可以包括纤维素类粘结剂和醇类粘结剂中的至少一种。
9.在示例性实施例中,每个防腐蚀颗粒中的非金属耐蚀性材料的重量是该防腐蚀颗粒中包括的铁基材料和非金属耐蚀性材料的总重量的10%~40%。
10.在示例性实施例中,每个防腐蚀颗粒中的粘结剂的重量可以是该防腐蚀颗粒的重量的0.1%~2%。
11.在示例性实施例中,所述粘结剂包括醇类粘结剂,并且每个防腐蚀颗粒中的醇类粘结剂的重量是该防腐蚀颗粒的重量的0.1%~1%。
12.在示例性实施例中,铁基材料的粒径可以是非金属耐蚀性材料的粒径的 5倍以上。当作为包裹层的非金属耐蚀性材料的粒径小于铁基材料的粒径时,包裹层的孔隙结构不仅孔隙小且孔隙率低,并且当铁基材料的粒径是非金属耐蚀性材料的粒径的5倍以上时,这样形成的防腐蚀材料的表面孔隙率较低,耐蚀性更佳。
13.本发明构思的示例性实施例的制备防腐蚀材料的方法可以包括以下步骤:提供铁基材料、非金属耐蚀性材料和粘结剂;将铁基材料、非金属耐蚀性材料和粘结剂制备成浆料;对浆料进行喷雾干燥处理,从而得到包括多个防腐蚀颗粒的防腐蚀材料,其中,每个防腐蚀颗粒包括铁基材料以及通过粘结剂覆盖铁基材料的至少部分表面的非金属耐蚀性材料。
14.在示例性实施例中,制备防腐蚀材料的方法还可以包括在喷雾干燥处理后对防腐蚀材料进行烧结的步骤。
15.在示例性实施例中,在将铁基材料、非金属耐蚀性材料和粘结剂制备成浆料的步骤中,浆料中的固体的重量可以占浆料的总重量的20%~70%。
16.根据发明构思的示例性实施例的防腐蚀涂层可以由上述防腐蚀材料通过喷涂方法形成在炊具的基材表面。
17.通过发明构思的以上简要描述,可以提供通过使用铁基材料、粘结剂和非金属耐蚀性材料制备的防腐蚀材料在炊具的基材表面上形成的防腐蚀涂层。通过本发明构思的方法制备出的防腐蚀涂层具有低的制造成本,并且由于具有单层的结构所以具有小的厚度和优异的防腐蚀性能。
具体实施方式
18.现在,将在下文中结合示例性实施例更充分地描述本发明。然而,本发明可以以许多不同的形式来实施且不应被解释为限于这里所阐述的实施例。相反,这些实施例被提供为使得本公开将是彻底的和完整的,并且将把本发明的范围充分地传递给本领域技术人员。。
19.诸如炊具的基质材料表面由于烹饪环境等影响经常由于电化学反应而容易被腐蚀(例如,生锈),因此,为了防止炊具的基质材料被腐蚀,会在基材表面设置防腐蚀层。
20.申请号为201821887926.7的中国专利申请公开了一种防锈铁锅,包括基材、位于基材表面的过渡层以及位于过渡层表面的封闭层,其中,封闭层为热喷涂层。过渡层主要提供与基材的结合力,封闭层主要提供耐蚀性,单独的过渡层不能形成良好的耐蚀性,而单独的封闭层又不能很好的与基体材料形成良好的结合力,因此必须将过渡层和封闭层两层结合起来才能组成防锈层的主体框架结构。然而注意的是,该技术具有三层结构,因此具有复杂的工艺条件,且形成的三层结构加重了锅具的重量。另外,由于铁基材料自身容易生锈,即便是不锈钢在热喷涂后,由于材质中的cr被高温氧化,也会使不锈钢的耐蚀性大幅度下降,没有防腐效果,因此该技术不会选择铁基材料作为防腐蚀材料进行热喷涂。
21.然而,由于铁基材料具有低成本、来源广等优点,尤其在炊具使用中能够形成易于人体吸收的二价铁以补充人体所必须的铁元素,因此一直受到消费者青睐。因此,如何使用铁基材料制造防腐蚀材料以及如何通过喷涂方法将该防腐蚀材料喷涂在炊具的基材表面以用作具有薄的厚度的防腐蚀涂层是本领域技术人员一直想要解决的问题。
22.针对以上技术问题,本发明构思主要通过造粒工艺将铁基材料、非金属耐蚀性材料和粘结剂相结合以形成防腐耐蚀颗粒,并且将制得的防腐耐蚀颗粒进行喷涂,以形成单层的防腐耐蚀层,使得该防腐蚀层可单独地具有防腐耐蚀作用而不需要另外设置封闭层,而且使低成本的铁基材料作为喷涂材料成为了可能,同时满足了消费者对于中国传统铁质
炊具的需求。
23.以下,将结合示例性实施例详细描述本发明构思。
24.根据发明构思的示例性实施例的防腐蚀材料可以包括多个防腐蚀颗粒,并且每个防腐蚀颗粒包括铁基材料以及通过粘结剂覆盖铁基材料的至少部分表面的非金属耐蚀性材料。
25.根据示例性实施例,铁基材料作为防腐蚀颗粒的基础材料或基体材料可以括诸如低碳钢、高碳钢和铸铁等的铁基材料中的至少一种,并且可以优选地具有球形或类球形(如椭圆形)的圆滑的形状,以利于铁基材料的充分利用以及具有小尺寸的粒径的铁基材料之间的粘接及铁基材料被非金属耐蚀性材料的附着。当铁基材料是带棱角等的形状时,棱角部分不容易被非金属耐蚀性材料包覆,从而棱角部分会暴露于外部,因此降低防腐蚀材料的耐蚀性,而球形或类球形(如椭圆形)的铁基材料没有棱角部分,因此非金属耐蚀性材料能够很好地包覆铁基材料,从而避免防腐蚀材料的耐蚀性降低。然而,本发明的构思不限于此,本领域技术人员可以根据实际需要而选择合适的铁基材料及其形状,使得所选择的铁基材料中的至少一个可以具有带有棱角或尖点的形状。
26.根据示例性实施例的非金属耐蚀性材料可以通过粘结剂附着(例如,包覆)在以颗粒形式呈现的铁基材料的至少部分表面上。这里,表述“至少部分表面”可以表示为颗粒形式的铁基材料可以未被非金属耐蚀性材料完全包覆而可以被部分地暴露。
27.根据示例性实施例,非金属耐蚀性材料可以包括诸如氧化钛、氮化钛、碳化钛、四氧化三铁、氧化铝和at系列粉末(氧化钛和氧化铝的复合材料) 中的至少一种。这里,at系列粉末是氧化钛和氧化铝的复合材料(而不是氧化钛和氧化铝的简单物理混合(例如,黑色氧化钛的制备工艺为将钛白粉进行电熔电解后得到黑色氧化钛,而at系列粉末的制备工艺可以为在电熔电解前将氧化铝和钛白粉进行简单的物理混合均匀,再进行点燃电解,得到的复合材料结构是连接在一起的黑色氧化钛和氧化铝))。然而,本发明的构思不限于此,本领域技术人员可以根据实际需要选择除了上述材料的其他非金属耐蚀性材料。
28.根据示例性实施例,防腐蚀颗粒中的非金属耐蚀性材料的重量可以是该防腐蚀颗粒中包括的铁基材料和非金属耐蚀性材料的总重量的10%~40%,例如,优选地,可以是15%~35%,更优选地,可以是20%~30%;当非金属耐蚀性材料在防腐蚀颗粒中包括的铁基材料和非金属耐蚀性材料中所占的比例按重量计为大于40%时,铁基材料所占的比例较少,从而会导致防腐蚀材料中铁的含量较少,一方面,违背了使用铁基材料制备防腐蚀材料的初衷,另一方面,由于非金属耐蚀性材料在喷涂过程中的形变量小于金属材料(诸如铁基材料)的形变量,所以非金属耐蚀性材料与基材的结合力也会低于金属材料与基材的结合力,因此,铁基材料的含量过少时不能提供与基材很好的结合力;而当非金属耐蚀性材料在防腐蚀颗粒中包括的铁基材料和非金属耐蚀性材料中所占的比例按重量计为小于10%时,由于铁基材料的含量过多,容易使形成的防腐蚀层的耐蚀性严重下降,起不到防腐或耐蚀的作用。
29.另外,由于非金属耐蚀性材料需要包裹在铁基材料的外表面,因此铁基材料的粒径可以大于非金属耐蚀性材料的粒径。例如,铁基材料的粒径可以是非金属材料的粒径的5倍以上,这是因为:作为包裹层的非金属耐蚀性材料孔隙结构不仅要孔隙小且孔隙率也要低,因此要求非金属耐蚀性材料的粒径要小于铁基材料的粒径,并且经过综合研究最终发
现当铁基材料的粒径与非金属耐蚀性材料的粒径的比大于或等于5时,通过这样的防腐蚀材料形成的防腐蚀层的表面孔隙率较低,耐蚀性更佳。
30.粘结剂用于将铁基材料与非金属耐蚀性材料相结合。根据示例性实施例的粘结剂可以包括纤维素类粘结剂和醇类粘结剂中的至少一种。这里,纤维素类粘结剂可以包括诸如羟甲基纤维素类粘结剂、羟乙基纤维素类粘结剂、羟丙基甲基纤维素类粘结剂等的纤维素类粘结剂中的至少一种,并且醇类粘结剂可以包括诸如聚乙烯醇类粘结剂、聚丙烯醇类粘结剂、含六个碳原子以上的高级醇类粘结剂等的醇类粘结剂中的至少一种。然而,发明构思不具体限制粘结剂的种类,并且本领域技术人员可以根据实际需要而选择适宜的粘结剂。
31.根据示例性实施例,防腐蚀颗粒中的粘结剂的重量可以是该防腐蚀颗粒的重量的0.1%~2%,例如,优选地,可以是0.2%~1.8%,更优选地,可以是0.5%~1.5%。
32.当粘结剂包括醇类粘结剂时,防腐蚀颗粒中的醇类粘结剂的重量可以占该防腐蚀颗粒的总重量的0.1~1%,例如,优选地,可以是0.2%~0.8%,更优选地,可以是0.5%~0.7%。这是因为醇类粘结剂具有挥发性,在制备防腐涂层的过程中,如热喷涂,醇类粘结剂易挥发,留出孔隙,因此粘结剂越少越好,粘结剂越少孔隙率越低,但是也需要满足基础的造粒所需粘结剂;当该重量比小于0.1%时,粘结剂所占的比例较小,从而导致粘接性能不佳,以容易导致防腐蚀颗粒破碎;另外,当该重量比大于1%时,通过这样的防腐蚀颗粒形成的防腐蚀层的孔隙率较高,从而导致耐蚀性下降。
33.此外,当粘结剂包括纤维素类粘结剂时,防腐蚀颗粒中的纤维素类粘结剂的重量可以占该防腐蚀颗粒的总重量的0.1%~2%,这是因为纤维素类粘结剂最终会被保留在涂层中,并且:当该重量比小于0.1%时,粘结剂所占的比例较小,从而导致粘接性能不佳,以容易导致防腐蚀颗粒破碎;另外,当该重量比大于2%时,由于粘结剂所占比例较高,从而易造成后续喷雾烧结后结块,最终导致生产效率降低。
34.以上,结合示例性实施例详细描述了本发明构思的由铁基材料、非金属耐蚀性材料和粘结剂构成的防腐蚀材料。当将该防腐蚀材料通过形成层的工艺(诸如冷喷涂工艺、热喷涂工艺)形成在基材(例如,铁基材料)的表面上时,能够形成具有优异的防腐蚀层,从而提高炊具的使用寿命。
35.在下文中,将结合示例性实施例来详细描述本发明构思的防腐蚀材料的制备方法。
36.根据发明构思的示例性实施例的制备防腐蚀材料的方法可以包括:提供铁基材料、非金属耐蚀性材料和粘结剂;将铁基材料、非金属耐蚀性材料和粘结剂制备成浆料;对浆料进行喷雾干燥处理,从而得到包括多个防腐蚀颗粒的防腐蚀材料。
37.根据示例性实施例,提供铁基材料、非金属耐蚀性材料和粘结剂的步骤可以包括分别准备铁基材料、非金属耐蚀性材料和粘结剂。铁基材料可以包括诸如低碳钢、高碳钢、铸铁等的铁基材料中的至少一种。非金属耐蚀性材料可以包括诸如氧化钛、氮化钛、四氧化三铁、氧化铝和at系列粉末(氧化钛和氧化铝的复合材料)中的至少一种。这里,铁基材料的粒径是非金属材料的粒径的5倍以上,并且铁基材料的粒径可以在20μm~80μm的范围内,并且非金属耐蚀性材料的粒径可以在1μm~10μm的范围内,使得非金属耐蚀性材料可以更好地包覆在铁基材料的表面上。此外,粘结剂可以包括纤维素类粘结剂和醇类粘结剂中的至
少一种。纤维素类粘结剂可以包括诸如羟甲基纤维素类粘结剂、羟乙基纤维素类粘结剂、羟丙基甲基纤维素类等的纤维素类粘结剂中的至少一种,并且醇类粘结剂可以包括诸如聚乙烯醇类粘结剂、聚丙烯醇类粘结剂、含六个碳原子以上的高级醇类粘结剂等的醇类粘结剂中的至少一种。本发明构思不限于此。
38.另外,为了使提供的铁基材料和非金属耐蚀性材料的粒径尺寸各自尽量相差不大,提供铁基材料和非金属耐蚀性材料的步骤还可以包括对铁基材料和非金属材料进行研磨处理的步骤,以方便后续制浆和喷雾等工序。然而,发明构思不限于此,并且可以省略研磨步骤。
39.在准备好铁基材料、非金属耐蚀性材料和粘结剂之后,可以执行制浆工艺。在制浆工艺中,可以将粘结剂制备成浆液,并且可以将铁基材料和非金属耐蚀性材料一起或分别加入到浆液中,以得到浆料。这里,铁基材料和非金属耐蚀性材料可以先混合,然后以混合物的形式加入到浆液中,或者铁基材料和非金属耐蚀性材料可以分别同时加入到浆液中,或者铁基材料和非金属耐蚀性材料可以分别先后地加入到浆液中。本发明构思不限于铁基材料和非金属耐蚀性材料的加料顺序。
40.根据发明构思的示例性实施例,浆液可以包括粘结剂、分散剂、消泡剂和去离子水。这里,如上所述,粘结剂可以包括纤维素类粘结剂、醇类粘结剂等,消泡剂可以包括聚醚改性硅油或有机硅油,分散剂可以包括柠檬酸或三乙基己基磷酸。然而,本发明构思不限制消泡剂和分散剂的成分,并且由于分散剂和消泡剂作为助剂是为了使铁基材料和非金属耐蚀性材料在浆液中更加均匀地分散,因此,本领域技术人员可以根据现有技术而选择合适的助剂,且助剂的成分不仅限于上面描述的消泡剂和分散剂。
41.根据示例性实施例,浆液按重量百分比计可以包括0.1%~4%的粘结剂, 0.5%~1%的分散剂、1%~2%的消泡剂,且余量为去离子水。根据示例性实施例,分散剂和消泡剂分别在浆液中的重量比与粘结剂的重量比成正比,也就是说,粘结剂的含量越高,分散剂和消泡剂的重量比越高。由于铁基材料的粒径较小,对于相同质量的铁基材料,粒径越小时其表面积越大,因此,需要更多的非金属耐蚀性材料。例如,当纤维素类粘结剂在防腐蚀颗粒中的重量比小于0.1%或者当醇类粘结剂在防腐蚀颗粒中的重量比小于0.1%时,维素类粘结剂或醇类粘结剂的含量较少,不能将非金属耐蚀性材料很好地粘结到铁基材料,从而不能有效地进行造粒;当醇类粘结剂在防腐蚀颗粒中的重量比大于1%,醇类粘结剂的含量较高,防腐蚀材料经过喷涂方法形成的防腐蚀涂层中孔隙率较高,从而影响防腐效果;当纤维素粘结剂在防腐蚀颗粒中的重量比大于2%时,易造成后续喷雾烧结后结块,最终导致生产效率降低。当粘结剂包括醇类粘结剂时,防腐蚀颗粒中的醇类粘结剂的重量可以占该防腐蚀颗粒的总重量的0.1%~1%,并且当粘结剂包括纤维素类粘结剂时,防腐蚀颗粒中的纤维素类粘结剂的重量可以占该防腐蚀颗粒的总重量的0.1%~2%。
42.在浆液制备好后,可以将铁基材料、非金属耐蚀性材料与浆液混合,从而得到浆料。根据示例性实施例,可以将重量比在9:1~3:2的范围内的铁基材料和非金属耐蚀性材料与浆液相混合,使得所得到的浆料中的固体的重量占浆料的总重量的20%~70%,例如,优选地,可以是30%~60%,更优选地,可以是40%~50%。在上述浆料中,浆液的含量越多,固体的重量比越少,但是当固体在浆料中的重量比小于20%时,造粒时间会很长,成本太高;而当固体在浆料中的重量比大于70%时,固体的含量较多,浆料中的浆液较少,后续
的喷雾工艺无法稳定地进行,会影响生产的稳定性。
43.在制备好浆料后,可以对浆料进行喷雾干燥处理。例如,可以将浆料输送到6000转/分钟~10000转/分钟的高速甩液圆盘上,然后被高速旋转的甩液圆盘甩出,以形成滴,然后滴可以被60℃~100℃的热风吹进100℃~400 ℃的干燥塔内,使得被吹进塔内的滴在下降过程中经过5s~15s的停留,以形成铁基材料上包覆有非金属耐蚀性材料的诸如球形形状的实心颗粒。这里,较低的热风可以降低粘结剂的损耗,使得所得防腐蚀颗粒中保留更多的粘结剂。另外,由于原始材料颗粒的粒径较小,而粘附粘结剂后形成的复合材料颗粒的粒径也相对较小,因此相对较低的转速(6000转/分钟~15000转/分钟) 既可将粉末甩出。
44.经过喷雾干燥后,可以得到非金属耐蚀性材料包裹铁基材料的防腐蚀颗粒。然而,这种颗粒可能会存在水分,因此,为了去除其中存在的水分,可以对防腐蚀颗粒进行烧结处理。具体地,以一定的升温速度升温并保持一定时间来完成烧结。烧结曲线可以根据原料粉体的物理性质来制定。由于形成的复合材料颗粒的粒径较小,因此较慢的升温速度和较短的保温时间既可达到所需要的效果,例如,升温速度可以是5℃/min~20℃/min,最终温度可以是120℃~200℃,保温时间可以是1h~30h。根据具体示例,升温速度是5℃ /min~10℃/min,最终温度可以是200℃,保温时间是3h~10h。
45.经以上步骤后,可以得到最终的防腐蚀颗粒。然后,可以对上述防腐蚀颗粒进行筛分,以获得不同粒径区间的颗粒。
46.通过利用根据上面的工艺形成的包括多个防腐蚀颗粒的防腐蚀材料可以使用诸如喷涂工艺(例如,冷喷涂工艺、热喷涂工艺)的形成层的工艺来在基材的表面(例如,炊具的内表面和/或外表面)上形成具有优异的防腐蚀性能的防腐蚀层。然而,本发明构思不不限制喷涂工艺的各个参数选择。
47.在下面,将结合具体示例来详细描述本发明构思的有益效果。
48.实施例1
49.提供低碳钢颗粒和氧化钛颗粒,其中,低碳钢颗粒的粒径是60μm,氧化钛颗粒的粒径是10μm,并且提供羟甲基纤维素作为粘结剂。
50.将羟甲基纤维素、柠檬酸、聚醚改性硅油和去离子水相混合,以制备浆液。在浆液中,按重量百分比计,羟甲基纤维素占1.5%,柠檬酸占0.7%、聚醚改性硅油占1.6%,余量为去离子水。
51.将低碳钢颗粒和氧化钛颗粒与上述浆液相混合,以制备浆料。其中,低碳钢颗粒和氧化钛颗粒的重量比为6:1,低碳钢颗粒和氧化钛颗粒的重量占浆料重量的45%。
52.对浆料进行喷雾干燥处理。具体地,将浆料输送到9000转/分钟的高速甩液圆盘上,使浆料被高速旋转的甩液圆盘甩出,以形成滴,然后滴被80℃的热风吹进300℃的干燥塔内,使得被吹进塔内的液滴经过8秒~10秒停留后落下,以形初始颗粒。
53.经喷雾干燥后,对初始颗粒进行烧结处理。这里,烧结机制为:初始温度为25℃,以8℃/min的升温速度升温至200℃并在200℃保持8h来完成烧结。
54.经烧结后,得到防腐蚀颗粒,防腐颗粒中粘结剂占比为1.5wt%,低碳钢和氧化钛的质量比为6:1。
55.然后对防腐蚀颗粒进行筛分,以获得粒径在60μm~80μm的范围内的颗粒。
56.通过热喷涂工艺利用上面得到的粒径在60μm~80μm的范围内的防腐蚀颗粒对铁
锅内壁表面进行热喷涂,从而得到其上形成有厚度为100μm的防腐蚀层。这里,采用以下热喷涂参数:电流:350a;电压:55v;主气(氩气) 流量:2200l/h;氢气流量:50l/h;送粉气流量:400l/h;送粉量:55g/min;喷涂距离(枪嘴离工件距离):18cm;喷涂角度:60
°
;工件温度:25℃。
57.实施例2
58.与实施例1的不同之处在于:非金属耐蚀性材料为氮化钛。
59.实施例3
60.与实施例1的不同之处在于:非金属耐蚀性材料为氧化铝。
61.实施例4
62.与实施例1的不同之处在于:低碳钢和氧化钛的质量比为8.5:1;
63.实施例5
64.与实施例1的不同之处在于:低碳钢和氧化钛的质量比为2:1;
65.实施例6
66.与实施例1的不同之处在于:低碳钢颗粒的粒径是80μm,氧化钛颗粒的粒径是10μm。
67.实施例7
68.与实施例1的不同之处在于:羟甲基纤维素占比为1.8wt%。
69.实施例8
70.与实施例1的不同之处在于:羟甲基纤维素占比为0.3wt%。
71.实施例9
72.与实施例1的不同之处在于:粘结剂改为聚乙烯醇,占比为0.2wt%
73.实施例10
74.与实施例1的不同之处在于:粘结剂改为聚乙烯醇,占比为0.9wt%
75.对比例1
76.与实施例1的不同之处在于:低碳钢和氧化钛的质量比为9.5:1。
77.对比例2
78.与实施例1的不同之处在于:低碳钢颗粒的粒径是60μm,氧化钛颗粒的粒径是16μm。
79.对比例3
80.与实施例1的不同之处在于:粘结剂改为聚乙烯醇,占比为1.1wt%
81.对比例4
82.与实施例1的不同之处在于:将粒径是60μm的低碳钢颗粒与粒径是 10μm的氧化钛颗粒直接混合,然后利用实施例1的热喷涂工艺对铁锅内壁表面进行热喷涂,从而得到形成在铁锅内壁表面上的厚度为100μm的防腐蚀层。
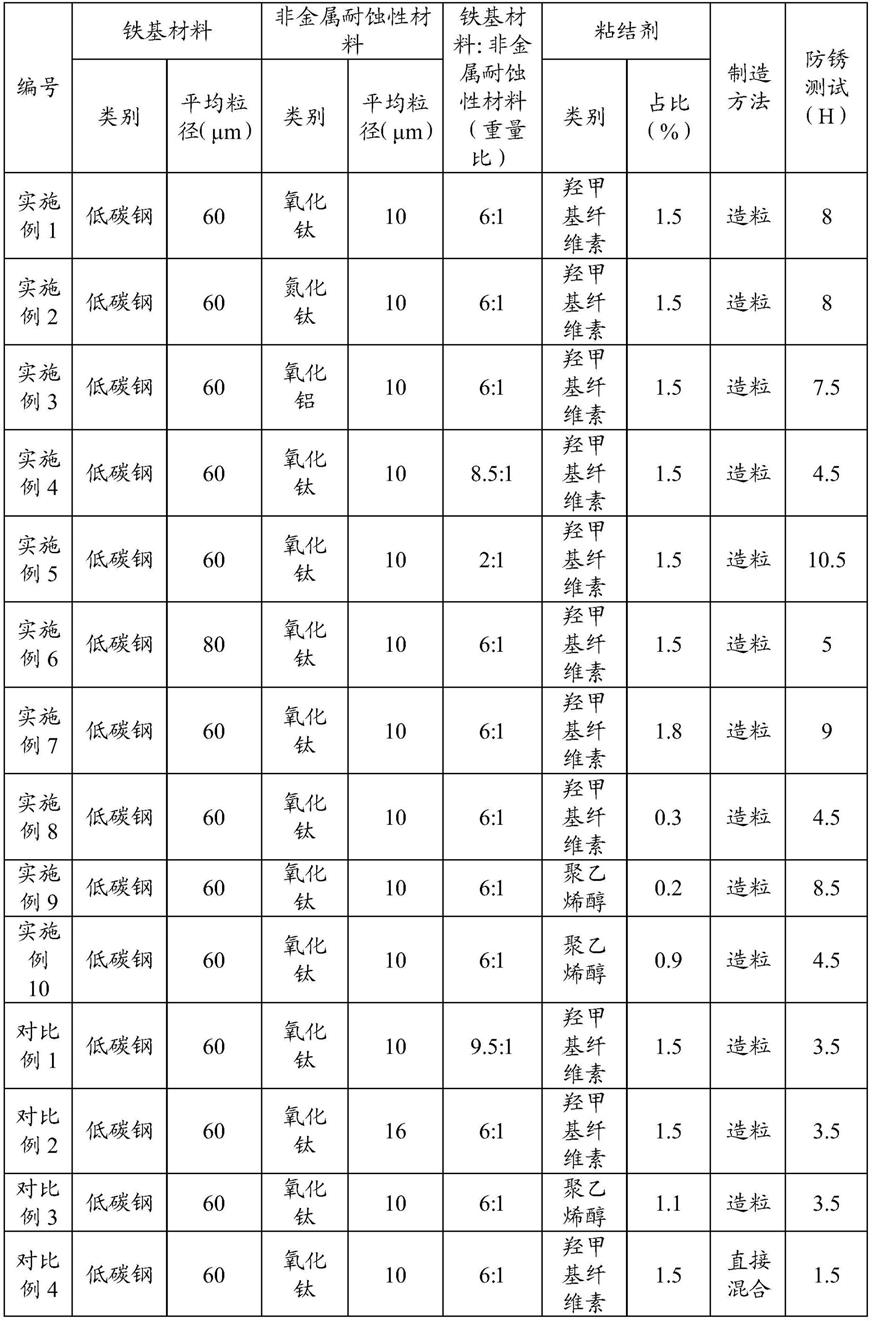
83.通过以上实施例1-10和对比例1-4得到的防腐蚀层进行防锈测试,其测试标准为:参考gb/t 32432中镀层锅具耐腐蚀性测试方法,时间越长,耐蚀性越好。0.5h记录一次,测试结果如下表1所示。
84.表1
[0085][0086]
从表1中可以看出,根据本发明构思的实施例1-10的防腐蚀涂层的防腐蚀效果均比对比例1-4的防腐蚀涂层的防腐蚀效果好,具体地,根据本发明构思的通过造粒方法制得的实施例1-10的防腐蚀涂层的防腐蚀效果远远好于由将铁基材料和非金属耐蚀性材料直
接混合制得的对比例4的防腐蚀涂层的防锈效果,另外,表1的结果还显示:在铁基材料与非金属耐蚀性材料的重量比在9:1~3:2的范围内并且铁基材料与非金属耐蚀性材料的粒径比大于或等于5的前提下,铁基材料和非金属耐蚀性材料的粒径比与铁基材料和非金属耐蚀性材料的重量比的乘积越小,耐蚀性越好;在使用纤维素类粘结剂且其在防腐蚀颗粒中的重量占比在0.1%~2%的范围内的前提下,其占比越大,耐蚀性越好;以及在使用醇类粘结剂且其在防腐蚀颗粒中的重量占比在 0.1%~1%的范围内的前提下,其占比越小,耐蚀性越好。
[0087]
因此,根据本公开的实施例,采用了铁基材料、非金属耐蚀性材料和粘结剂通过造粒的方法制备出了一种防腐蚀材料。该防腐蚀材料可以通过喷涂的工艺形成在炊具的基材表面,从而形成一种防腐蚀涂层,使得铁基材料用作热喷涂防腐蚀材料成为可能,不仅成本低,而且还能满足人们对铁制炊具的喜爱。此外,与由过渡层和封闭层两层组成的现有的防锈层相比,由根据示例性实施例的防腐蚀材料通过热喷涂的方法制得的防腐蚀涂层具有单层的结构,涂层厚度相对小,同时提高了生产效率,降低了生产成本。
[0088]
尽管已经参照以上的实施例描述了本发明,但是本领域技术人员或具有本领域常识的技术人员将理解的是,在不脱离权利要求中描述的本发明的精神和技术领域的情况下,可以对本发明进行各种修改和改变。
[0089]
因此,本发明的技术范围不应限于在说明书的具体实施方式中描述的内容,并且所要求保护的发明应由权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1