一种防雷金属网复合膜及其生产设备的制作方法
1.本实用新型涉及风电叶片雷击防护领域,特别涉及一种防雷金属网复合膜及其生产设备。
背景技术:
2.随着风电叶片的发展,对高功率、大长度的叶片需求量越来越大,同时也开始发展海上风电,而这些海上风电叶片、大长度叶片因为其处于的环境为高空和多雷暴环境,遭受雷击的几率也变大,对风电叶片的防护要求也越来越高,多数叶片开始采用表面铺设金属网的形式进行防护,金属网可以大面积铺设,增加雷电接闪面积,同时可以传导雷电流,目前碳纤维风电叶片采用金属网做雷击防护的最多。
3.叶片越来越大,制作叶片的模具也越来越大,在模具上直接铺设金属网卷时因为金属网比较薄,可以承受的拉伸强度较低,容易撕裂损伤,也容易产生褶皱,且铺设过程中人不能直接踩在金属网上对铺层进行调整,铺设难度加大。同时叶片在运行过程中如金属网遭受雷击后,金属网局部会出现溶蚀,严重的会出现金属网整宽断裂,需要对损伤的金属网区域进行修复,目前维修是直接拿金属网粘接在叶片上,但叶片表面的复合材料已经成型固化,硬度较大,金属网直接粘接在叶片表面,难以随形,且粘接效果不好,难以做到均匀粘接,容易脱落,且维修起来并不方便。
技术实现要素:
4.鉴于此,本实用新型提供一种防雷金属网复合膜及其生产设备,生产的防雷金属网复合膜为金属网与纤维膜复合而成,复合膜铺设时更加安全、可用直接用于风电叶片雷击损伤维修,且制作方法简单、制作效率高。
5.本实用新型采用的技术方案为:一种防雷金属网复合膜的生产设备,它包括放卷机和收卷机,所述放卷机包括上下设置的纤维膜放卷机和金属网放卷机,纤维膜放卷机采用纤维膜卷设置在纤维膜放卷辊,纤维膜经过纤维膜缓冲辊后到达纤维膜过渡辊;金属网放卷机采用金属网卷放置在纤维膜放卷辊上,金属网经金属网缓冲辊后到金属网过渡辊;金属网与纤维膜共同穿过纤维膜过渡辊与金属网过渡辊,经过辊压机、胶带粘贴机后到达收卷机。
6.所述金属网过渡辊的前方设置喷胶机,喷胶机的喷头作用在金属网过渡辊前方的金属网上表面。
7.所述辊压机中设置上辊和下辊,金属网与纤维膜共同穿过两辊之间;所述胶带粘贴机采用金属网与纤维膜到达平台后,放卷器将胶带粘贴到金属网的上表面。
8.所述收卷机中金属网复合膜依次经过收卷过渡辊、收卷缓冲辊后到达收卷轴。
9.所述纤维膜过渡辊与金属网过渡辊设置在同一垂线上,纤维膜过渡辊与金属网过渡辊的相向转动。所述辊压机中的上辊与下辊之间为可调节间隙,上辊与下辊上设有压力传感器和加热器。所述胶带粘贴机中设置多套放卷器和胶带。所述收卷机上设置用于记录
收卷长度的计量器。
10.金属网放卷机包括放置金属网的金属网放卷轴和传送金属网的金属网缓冲辊和金属网过渡辊,纤维膜放卷机包括放置纤维膜的纤维膜放卷轴和传送纤维膜的纤维膜缓冲辊和纤维膜过渡辊,金属网缓冲辊和纤维膜缓冲辊可使放卷轴上金属网和纤维膜布卷的大小不受限制,金属网过渡辊和纤维膜过渡辊相互垂直,配合转动。
11.喷胶机的喷头设置在金属网过渡辊处,可使胶液层在金属网进入过渡辊时均匀的喷洒在金属网上,胶液层为快速固化粘接胶。
12.辊压机包括上辊和下辊,上下辊相互配合转动,上下辊之间能调节间距,压辊机设置压力传感器和加热系统,金属网和纤维膜通过辊压机的施压和加热,能将金属网和纤维膜紧密的粘接在一起。
13.胶带为纤维双面胶带,放卷器能将双面胶带的一面隔离纸快速撕除并将胶带粘接在纤维布表面,胶带可设置多道,平台起支撑作用。
14.收卷过渡辊和收卷缓冲辊用于传送金属网复合膜,收卷轴能够对金属网复合膜进行快速的收卷处理,且收卷大小不受限制,收卷机上设置计量器,记录收卷的长度。
15.本实用新型具有以下有益效果:该设备包括放卷机、辊压机、胶带粘贴机和收卷机,金属网和纤维膜分别通过不同的放卷机进行放卷,同时在二者贴合之前采用喷胶机进行喷胶;然后,经过辊压机的辊压和加热使二者紧密贴合;最后,经过胶带粘贴机在上表面贴好胶带后进行收卷,金属网复合膜完成制作。该复合膜采用金属网与纤维布复合,可以增加金属网的整体韧性,增加抗变形能力,金属网铺设时不容易产生褶皱,铺设时更加容易操作,不会产生撕裂损伤。同时,复合膜在用于风电叶片的金属网维修时将胶带隔离纸撕除,快速进行粘接,且纤维布比较软,铺设时能更好地与叶片表面随形,且纤维膜树脂浸润性好,可通过灌注树脂或手糊树脂进行维修,固化后金属网粘接牢固,不易脱落。该复合膜铺设时更加安全、不易产生褶皱和撕裂损伤,也可直接用于风电叶片雷击损伤维修,且制作方法简单、制作效率高。
附图说明
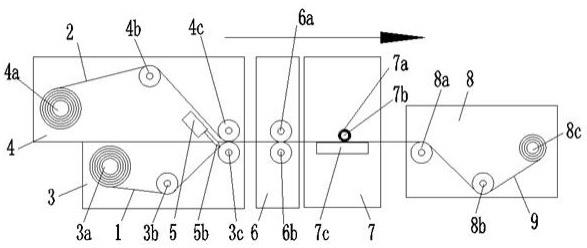
16.图1是一种防雷金属网复合膜的生产设备的示意图。
17.图2是防雷金属网复合膜的结构示意图。
18.其中:1、金属网;2、纤维膜;3、金属网放卷机,3a、金属网放卷轴,3b、金属网缓冲辊,3c、金属网过渡辊;4、纤维膜放卷机,4a、纤维膜放卷辊,4b、纤维膜缓冲辊,4c、纤维膜过渡辊;5、喷胶机,5a、胶液层,5b、喷头;6、辊压机,6a、上辊,6b、下辊;7、胶带粘贴机,7a、胶带,7b、放卷器,7c、平台;8、收卷机,8a、收卷过渡辊,8b、收卷缓冲辊,8c、收卷轴;9、金属网复合膜。
具体实施方式
19.下面结合实施例附图和具体实施例对本实用新型做进一步具体详细的说明,但并不因此将本实用新型限制在所述的实施例范围之中。
20.图1示出了一种防雷金属网复合膜的生产设备,它包括放卷机和收卷机8,放卷机包括上下设置的纤维膜放卷机4和金属网放卷机3,纤维膜放卷机4采用纤维膜卷设置在金
属网放卷辊4a,纤维膜经过纤维膜缓冲辊4b后到达纤维膜过渡辊4c;金属网放卷机3采用金属网卷放置在纤维膜放卷辊4a上,金属网经金属网缓冲辊3b后到金属网过渡辊3c;金属网与纤维膜共同穿过纤维膜过渡辊4c与金属网过渡辊3c,经过辊压机6、胶带粘贴机7后到达收卷机8;
21.金属网过渡辊3c的前方设置喷胶机5,喷胶机5的喷头5b作用在金属网过渡辊3c前方的纤维膜上表面。
22.辊压机6中设置上辊6a和下辊6b,金属网与纤维膜共同穿过两辊之间;胶带粘贴机7采用金属网与纤维膜到达平台7c后,放卷器7b将胶带7a粘贴到金属网的上表面;收卷机8中金属网复合膜9依次经过收卷过渡辊8a、收卷缓冲辊8b后到达收卷轴8c。
23.纤维膜过渡辊4c与金属网过渡辊3c设置在同一垂线上,纤维膜过渡辊4c与金属网过渡辊3c的相向转动。辊压机6中的上辊6a与下辊6b之间为可调节间隙,上辊6a与下辊6b上设有压力传感器和加热器。
24.胶带粘贴机7中设置1-5套放卷器7b和胶带7a。收卷机8上设置用于记录收卷长度的计量器。金属网为一体成型的具有菱形网孔结构的铜网、铝网、不锈钢网或镍网。纤维膜为玻璃纤维膜或碳纤维膜。金属网与纤维膜的宽度相等。
25.防雷金属网复合膜结构示意图如图2所示,包括金属网1、纤维膜2、胶液层5a和胶带7a。
26.金属网1为一体成型的具有菱形网孔的结构的金属网,材质可以为铜、铝、不锈钢、镍中的任意一项;纤维膜2为由纤维丝编织而成的膜布,材质可以为玻璃纤维和碳纤维中的任意一项;胶液层5a为快速固化粘接胶;胶带7a为纤维双面胶带。
27.采用上述技术方案工作时,将金属网1和纤维膜2卷分别放在对应的金属网放卷机3和纤维膜放卷机4上,依次经过喷胶机5、辊压机6、胶带粘贴机7,最后在收卷机8上即可得到成卷的金属网复合膜9,其中金属网1和纤维膜2的宽度相等。
28.金属网放卷机3包括放置金属网的金属网放卷轴3a和传送金属网的金属网缓冲辊3b和金属网过渡辊3c,纤维膜放卷机4包括放置纤维膜的纤维膜放卷轴4a和传送纤维膜的纤维膜缓冲辊4b和纤维膜过渡辊4c,金属网缓冲辊3b和纤维膜缓冲辊4b可使放卷轴上金属网1和纤维膜2布卷的大小不受限制,金属网过渡辊3c和纤维膜过渡辊4c相互垂直,配合转动。
29.喷胶机5的喷头5b设置在金属网过渡辊3c处,可使胶液在纤维膜1进入金属网过渡辊3c时均匀的喷洒在金属网上,胶液层5a为快速固化粘接胶。
30.辊压机6包括上辊6a和下辊6b,上辊6a和下辊6b相互配合转动,上下辊之间能调节间距,压辊机6设置压力传感器和加热系统,金属网1和纤维膜2通过辊压机的施压和加热,能将金属网1和纤维膜2紧密的粘接在一起。
31.胶带机7包括胶带7a、放卷器7b和平台7c,放卷器7b能将双面胶带的一面隔离纸快速撕除并将胶带粘接在纤维布表面,胶带可设置多道,平台起支撑金属网复合膜9的作用。
32.收卷机8包括过渡辊8a、缓冲辊8b和收卷轴8c,过渡辊8a和缓冲辊8b用于传送金属网复合膜9,收卷轴8c能够对金属网复合膜9进行快速的收卷处理,且收卷大小不受限制,收卷机9上设置计量器,记录收卷的长度。
33.制作完成的金属网复合膜,在叶片模具上可以直接进行铺设,复合膜韧性好,不会
折断和撕裂,复合膜完成铺设后再复合膜上铺设叶片用的纤维布,最后同叶片的纤维布一起真空灌注,脱模后能牢固的粘贴在叶片的外表面。同时,金属网复合膜可用于风电叶片的金属网维修,维修时将胶带隔离纸撕除,快速进行粘接,且纤维布比较软,铺设时能更好地与叶片表面随形,且纤维膜树脂浸润性好,可通过灌注树脂或手糊树脂进行维修,固化后金属网粘接牢固,不易脱落,维修效果良好。
34.除上述实施例外,本实用新型装置还可以有其他型式,应当指出,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1