一种轻量化快速换装电池框架总成及整体换装电池的方法与流程
1.本发明涉及商用车换电设备的技术领域,尤其涉及一种轻量化快速换装电池框架总成及整体换装电池的方法。
背景技术:
2.现在随着新能源车辆运营数量的增加,行驶距离的扩大,特别是商用车行业,对于及时充能的需求越来越大,传统的充电桩式动辄几个小时的充电时间已经远远不能满足需求。
3.经检索,商用车电池框架总成(cn201720864958.4),该专利采用若干个安装支架通过螺栓的方式将电池框架安装在车架上,通过更换电池仓内部的电池来进行换电工作的进行,该种方式换电效率低等诸多不足之处。一种电动汽车电池快换装置(201110175054.8),该专利采用起吊总成带动电池框架总成上下移动,随后通过连接锁止装置进行锁止使得电池框架总成通过起吊总成与车架连接为一体,采用的仍然是刚性连接,该种换电方式虽然是通过整体换装,但是电池框架总成和车架分离步骤仍然复杂繁琐,换电效率低等不足。
4.如果继续采用上述的电池总成和车架的固定方式仍然无法满足当下快速且便捷地换电工作。
技术实现要素:
5.本发明的目的是为了解决现有技术中不足,故此提出一种轻量化快速换装电池框架总成及整体换装电池的方法,颠覆传统电池总成和车架安装的方式,能实现更方便且快捷地商用车换电的设备。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种轻量化快速换装电池框架总成,包括电池综合固定架,还包括设置在电池综合固定架下方的框架安装控制架;
8.框架安装控制架上安装有快拆机构以及定位机构;
9.电池综合固定架上安装有与快拆机构相适配的限位机构一,以及与定位机构相适配的限位机构二。
10.在申请方案为了实现有效限制电池综合固定架,进一步优化上述方案:该快拆机构包括安装在框架安装控制架上的驱动件,转动安装在框架安装控制架上的旋转夹紧销,以及两端分别与驱动件输出端和旋转夹紧销转动连接的连接件,限位机构一包括与电池综合固定架固定安装且与旋转夹紧销相适配的定位件。
11.在申请方案为了实现有效限制电池综合固定架同时释放驱动件输出端的作用力,进一步优化上述方案:该旋转夹紧销包括位于框架安装控制架上方的夹紧体,贯穿在框架安装控制架上且与夹紧体连接的旋转体,以及位于框架安装控制架下方且与旋转体通过花键结构连接的连接体,连接体与旋转体通过花键结构在竖直方向上能发生相对运动,且旋
转体的外侧套装有复位体,复位体两端分别与框架安装控制架和连接体抵接。
12.在申请方案为了实现向下有效限制电池综合固定架,进一步优化上述方案:该夹紧体的底部设置有夹紧面,定位件上设置有与夹紧面相适配的导向面。
13.在申请方案为了实现向下有效限制电池综合固定架,进一步优化上述方案:当该夹紧体的夹紧面和导向面在水平面投影的重合面积逐步增大,夹紧面向下方挤压导向面。
14.在申请方案为了实现向下有效限制电池综合固定架,进一步优化上述方案:该导向面包括为斜坡设置的导向部以及设置在导向部顶部的水平部,当该夹紧面和导向部在水平面投影的重合面积逐步增大,夹紧面向下方挤压导向部,当该夹紧面的底部与水平部重合后,电池综合固定架处于稳定状态。
15.在申请方案为了实现向下有效限制电池综合固定架,同时防止电池综合固定架和框架安装控制架之间出现刚性接触,影响后期的重复使用,进一步优化上述方案:该框架安装控制架上与定位件对应位置设置有软垫。
16.在申请方案为了实现在水平面上有效限制电池综合固定架,同时保证安装精度,进一步优化上述方案:该定位机构包括安装在框架安装控制架上的锥形定位销,该锥形定位销的顶部尺寸小于底部尺寸,限位机构二包括安装在电池综合固定架上的固定块,固定块上安装有与锥形定位销相适配的定位孔。
17.在申请方案为了实现在水平面上进一步有效限制电池综合固定架,同时防止电池综合固定架和框架安装控制架之间出现刚性接触,防止进一步优化上述方案:该定位机构还包括安装在框架安装控制架上的定位柱,设置在定位柱上的坡导面,以及安装在坡导面上的耐磨导板,限位机构二还包括安装在电池综合固定架上且与坡导面位置对应的减震块。
18.一种轻量化快速换装电池框架总成的整体换装电池的方法,包括以下步骤:
19.第一步:驱动件启动带动连接件运动,随之带动旋转夹紧销发生旋转,旋转夹紧销的夹紧体的夹紧面逐步与定位件的导向面错开,直至完全分离,分离过程中夹紧体上的复位体两端分别作用框架安装控制架和连接体,夹紧体会相对定位件向上移动;
20.第二步:通过吊装设备将电池综合固定架及内部安装的电池一同换装;
21.第三步:当吊装设备将满电状态下的电池综合固定架及内部安装的电池一同吊装,通过锥形定位销和固定块上的定位孔重合,重合过程中,定位柱上的耐磨导板和减震块也随之接触进行定位,最后驱动件启动,输出端反向运动,带动连接件运动,随之带动旋转夹紧销发生旋转,旋转过程中夹紧体通过夹紧面、导向面和复位体的作用下,对电池综合固定架向下压紧,结合锥形定位销和定位柱的使用,进行全方位固定电池综合固定架。
22.与现有技术相比,本发明具备以下有益效果:
23.1.通过在框架安装控制架上设置快拆机构和定位机构,电池综合固定架上设置限位机构一和限位机构二,利用快拆机构和限位机构一实现快拆效果,实现电池和电池综合固定架整体换装,大大提高换电效率,同时实现电池综合固定架和车架的快拆效果,效率高且操作简单,实用性强利于推广应用。在配合相适配的定位机构和限位机构二可以实现对电池综合固定架的精准和可靠性安装。
24.2.快拆机构包括驱动件、旋转夹紧销和连接件,限位机构一包括与电池综合固定架固定安装且与旋转夹紧销相适配的定位件,通过驱动件带动连接件将旋转夹紧销旋转一
定角度后,使得旋转夹紧销将定位件进行夹紧固定,具体是通过旋转夹紧销的夹紧体向下压紧定位件,进而使得电池综合固定架得到有效地固定,在夹紧体向下压紧定位件过程中,旋转体通过其上的花键结构会相对连接体发生相对移动,进而保证夹紧体相对定位件的上下移动。
25.3.定位机构包括锥形定位销和定位柱以及安装在定位柱坡导面上的耐磨导板,限位结构二包括固定块和减震块,通过锥形定位销和固定块上的定位孔实现精准安装,减震块和耐磨导板可以实现对电池综合固定架在水平面上的限制作用,以及防止电池综合固定架和框架安装控制架之间出现刚性接触,保证后期重复和长期使用效果。
附图说明
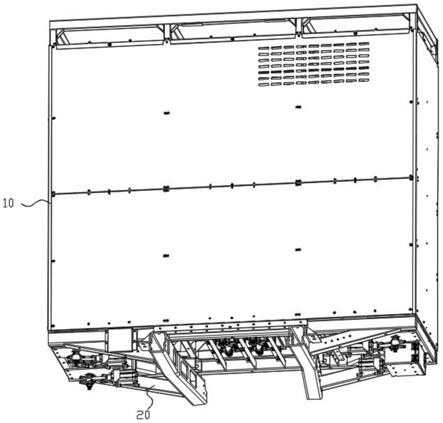
26.图1为本发明的整体结构三维示意图;
27.图2为本发明的电池综合固定架的整体示意图;
28.图3为本发明的电池综合固定架另一视角的整体示意图;
29.图4为图3中a处的局部放大图;
30.图5为本发明的框架安装控制架的整体示意图;
31.图6为本发明的框架安装控制架的底部视角的整体示意图;
32.图7为本发明的电池综合固定架和框架安装控制架的局部连接关系示意图;
33.图8为另种方案中图3中a处的局部放大图。
34.图中:10、电池综合固定架;11、定位件;111、导向面;12、固定块;13、减震块;
35.20、框架安装控制架;21、驱动件;22、旋转夹紧销;221、夹紧体;222、旋转体;223、连接体;224、复位体;23、连接件;24、软垫;25、锥形定位销;26、定位柱;27、耐磨导板。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
37.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
38.实施例:如图1至图7所示,一种轻量化快速换装电池框架总成,包括电池综合固定架10,电池综合固定架10上设置有若干个用于安装电池的电池仓,且外侧设置有保护罩以及设置在保护罩一侧的观察口,还包括设置在电池综合固定架10下方的框架安装控制架20。
39.框架安装控制架20上安装有快拆机构以及定位机构;
40.快拆机构包括安装在框架安装控制架20上的驱动件21(优选为气缸),转动安装在框架安装控制架20上的旋转夹紧销22,以及两端分别与驱动件21输出端和旋转夹紧销22转动连接的连接件23。通过驱动件21的输出端的往复伸缩带动连接件23运动,进而带动旋转夹紧销22逆时针旋转。
41.旋转夹紧销22包括位于框架安装控制架20上方的夹紧体221,贯穿在框架安装控
制架20上且与夹紧体221连接的旋转体222,以及位于框架安装控制架20下方且与旋转体222通过花键结构连接的连接体223,连接体223与旋转体222通过花键结构在竖直方向上能发生相对运动,该运动为滑动方式,且旋转体222的外侧套装有复位体224,该复位体224为弹簧,通过弹簧的作用能实现柔性压紧电池综合固定架10,同时还能保证旋转体222相对电池综合固定架10进行上行运动,便于与之发生分离,复位体224两端分别与框架安装控制架20和连接体223抵接。
42.定位机构包括安装在框架安装控制架20上的锥形定位销25,该锥形定位销25的顶部尺寸小于底部尺寸。利用锥形定位销25能对下述的定位孔进行适配,进而实现精准安装效果。
43.电池综合固定架10上安装有与快拆机构相适配的限位机构一,以及与定位机构相适配的限位机构二。
44.限位机构一包括与电池综合固定架10固定安装且与旋转夹紧销22相适配的定位件11。
45.夹紧体221的底部设置有夹紧面,定位件11上设置有与夹紧面相适配的导向面111。当夹紧体221的夹紧面和导向面111在水平面投影的重合面积逐步增大,夹紧面向下方挤压导向面111。通过夹紧面和导向面111在水平面上的重合面积的逐步增大,完成对电池综合固定架20的竖向下压,实现有效地限制作用。
46.限位机构二包括安装在电池综合固定架10上的固定块12,固定块12上安装有与锥形定位销25相适配的定位孔。
47.在本方案中,通过驱动件21带动连接件23运动,进而带动连接体223发生旋转,随着旋转角度的逐步增大,旋转体222会通过夹紧面沿导向面111相对连接体223和定位件11进行上行,夹紧面和导向面111在水平面上的投影重合面积逐步增大,夹紧体221向下挤压带定位件11,也就将电池综合固定架10锁止固定。当需要整体换电时,驱动件21反向工作,间接带动旋转夹紧销22发生转动,使得导向面111和夹紧面在水平面上的投影重合面积逐步减小,同时夹紧体221在复位体224的作用下相对定位件11上行,直至二者完全分离,再配合吊装设备实现换装工作。
48.与上述实施例不同的是:如图8所示,导向面111包括为斜坡设置的导向部以及设置在导向部顶部的水平部,当该夹紧面和导向部在水平面投影的重合面积逐步增大,夹紧面向下方挤压导向部,当该夹紧面的底部与水平部重合后,电池综合固定架10处于稳定状态。在驱动件21间接带动旋转夹紧件22发生旋转时,通过导向面111的导向部对夹紧面进行导向,最后随着旋转角度的继续增大,夹紧面和水平部实现完全重合,此时会处于稳定状态,夹紧面沿导向部运动时会相对定位件11和连接体223发生上行。
49.在上述某个实施例的基础上优化方案:如图5和图7在框架安装控制架20上与定位件11对应位置设置有软垫24。通过软垫24实现框架安装控制架20和电池综合固定架10的非刚性连接,进而避免在复杂路况下二者的刚性连接时出现的碰撞损伤,进而保证二者长期且重复使用的效果。
50.在上述某个实施例的基础上优化方案:如图1至8所示,定位机构还包括安装在框架安装控制架20上的定位柱26,设置在定位柱26上的坡导面,以及安装在坡导面上的耐磨导板27,限位机构二还包括安装在电池综合固定架10上且与坡导面位置对应的减震块13。
通过耐磨导板27安装在定位柱26上,安装的位置分别为限制电池综合固定架10的横向和纵向方向,在锥形定位销25和定位孔配合作用的同时,耐磨衬板27和减震块13也同时发生接触,进一步实现电池综合固定架10在水平面上的安装效果,同时也避免刚性接触,避免在复杂路况下发生碰撞磨损,利于长期和重复使用。
51.一种轻量化快速换装电池框架总成的整体换装电池的方法,包括以下步骤:
52.第一步:驱动件21启动带动连接件23移动,随之带动旋转夹紧销22发生逆时针旋转,旋转夹紧销22的夹紧体221的夹紧面逐步与定位件11的导向面111错开,直至完全分离,分离过程中夹紧体221上的复位体224两端分别作用框架安装控制架20和连接体223,夹紧体221会相对定位件11向下移动;
53.第二步:通过吊装设备将电池综合固定架10及内部安装的电池一同换装;
54.第三步:当吊装设备将满电状态下的电池综合固定架10及内部安装的电池一同吊装,通过锥形定位销25和固定块12上的定位孔重合,重合过程中,定位柱26上的耐磨导板27和减震块13也随之接触进行定位,最后驱动件21启动,输出端反向运动,带动连接件23运动,随之带动旋转夹紧销22发生旋转,旋转过程中通过夹紧面、导向面111和复位体224的作用下,对电池综合固定架10向下压紧,同时会相对定位件11和连接体223上行,结合锥形定位销25和定位柱26的使用,进行全方位固定电池综合固定架10。
55.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此。所述替代可以是部分结构、器件、方法步骤的替代,也可以是完整的技术方案。根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1