刮水刮条和刮水刮片的制作方法
1.本技术涉及汽车刮水器,尤其涉及一种刮水刮条。
背景技术:
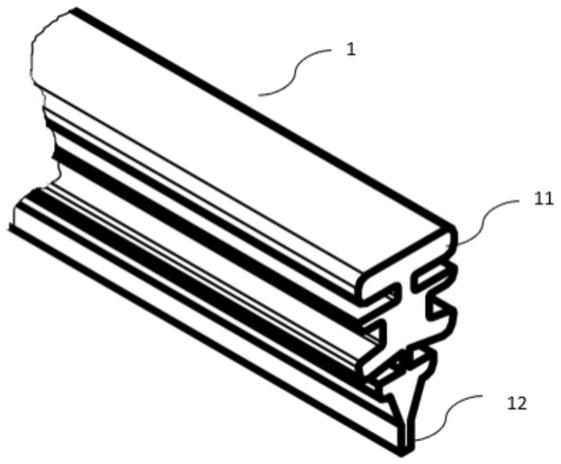
2.现有技术中,刮水器包括电机、连杆机构、刮臂和刮水刮片,其中,刮水刮片具有弹性支架、扰流条、连接件和刮水刮条。图1示出一种现有技术刮水刮条的部分立体图,现有技术的刮水刮条1包括刮水刮条组装部 11和用于刮水的刮水刮条唇部12。在工作中,刮臂通过雨刮电机带动刮水刮条在前挡车窗上来回换向摆动刮车窗将水刮走。为了有效刮除车窗上的水,通常刮水刮条唇部设置的较薄,通常为0.5~0.8mm。
3.在现有技术中,刮水刮条通常采用挤出成型或注塑成型制造,在注塑成型过程中,通常是由两个刮水刮条组成的刮水刮条组一起注塑成型后切割成单一刮水刮条。图2示出一种现有技术刮水刮条注塑成型脱模后的部分刮水刮条组的立体图,如图2所示,注塑成型脱模后的刮水刮条组a 包括第一刮水刮条1和第二刮水刮条2,其中第一刮水刮条1的第一刮水刮条唇部12与第二刮水刮条2的第二刮水刮条唇部22连接在一起。在现有技术中,注塑成型后,在脱模时,需要操作人员或机器从刮水刮条组a 的一端拉起刮水刮条组a,将刮水刮条组a从边角料中分离开来。但由于刮水刮条唇部通常较薄,所以在脱模时,刮条组a有时会在第一刮水刮条 1的第一刮水刮条唇部12与第二刮水刮条2的第二刮水刮条唇部22连接部分出现撕裂的情况,这样会造成产品不良,并且浪费大量的原材料与资金。
4.因此,有必要提供改进的技术方案以克服现有技术中存在的技术问题。
技术实现要素:
5.为解决上述技术问题,本技术提供一种刮水刮条,其包括刮水刮条组装部和刮水刮条唇部,其中刮水刮条唇部具有平行于刮水刮条唇部纵长方向的唇部第一表面和唇部第二表面,还具有于刮水刮条唇部纵长方向的唇部第一端部和唇部第二端部,所述唇部第一端部和唇部第二端部相对设置,其中,在所述刮水刮条唇部的唇部第一端部,防撕裂元件被设置在刮水刮条唇部的唇部第一表面和唇部第二表面。
6.在一些实施例中,所述防撕裂元件被对称设置在刮水刮条唇部的唇部第一表面和唇部第二表面。
7.在一些实施例中,沿刮水刮条唇部的纵长方向,设置在所述唇部第一表面上的防撕裂元件具有远离唇部第一端部的一端,所述远离唇部第一端部的一端沿刮水刮条唇部的纵长方向到唇部第一端部的最大距离为d1, d1的尺寸为1~3mm,在垂直于刮水刮条唇部第一表面的方向,设置在所述唇部第一表面上的防撕裂元件具有远离唇部第一表面的一端,所述远离唇部第一表面的一端沿垂直于唇部第一表面方向到唇部第一表面的最大距离为d2,d2的尺寸为0.1~0.5mm。
8.在一些实施例中,设置在所述唇部第一表面上的防撕裂元件在沿刮水刮条唇部纵长方向并且垂直于第一表面剖切的剖面图形为三角型、梯形、扇形、半圆形或矩形。
9.在一些实施例中,在垂直于唇部第一表面的方向上,设置在所述唇部第一表面上的防撕裂元件在沿刮水刮条唇部纵长方向并且垂直于唇部第一表面剖切的剖面图形的宽度为d3,d3相对于唇部第一端部逐渐增加。
10.在一些实施例中,在所述刮水刮条唇部的唇部第二端部的唇部第一表面和唇部第二表面上亦设置有防撕裂元件。
11.由于在刮水刮条唇部的唇部第一端部处设置有防撕裂元件,所以由该刮水刮条组成的刮水刮条组中,两个刮水刮条唇部连接处的端部的厚度增加,因此此处的强度增加,在脱模的过程中,刮水刮条组不会被撕裂。从而有效提高原材料的利用率,降低刮水刮条的生产成本。
附图说明
12.结合附图并参阅以下具体实施方式的详细说明,将更加充分地理解本技术,附图中同样的附图标记指代视图中同样的元件。其中:
13.图1示出一种现有技术刮水刮条的部分立体图;
14.图2示出一种现有技术刮水刮条注塑成型脱模后的部分刮水刮条组的立体图;
15.图3显示一种具体实施方式的刮水刮条立体图;
16.图4示出本技术刮水刮条注塑成型脱模后的部分刮水刮条组的立体图;
17.图5显示图3刮水刮条在d处的放大图;
18.图6显示图3刮水刮条的刮水刮条唇部沿c-c的部分剖面图;
19.图7显示具有本技术刮水刮条的刮水刮片。
具体实施方式
20.请参阅图3至图7所示,图3显示一种具体实施方式的刮水刮条立体图,根据本技术一种具体实施方式的刮水刮条10,该刮水刮条10包括刮水刮条组装部101和用于刮水的刮水刮条唇部102。刮水刮条唇部102 具有平行于刮水刮条唇部纵长方向的唇部第一表面1021和唇部第二表面 1022,在一些实施例中,唇部第一表面1021和唇部第二表面1022相对设置。刮水刮条唇部102还具有设置在刮水刮条唇部纵长方向的唇部第一端部1023和唇部第二端部1024,并且唇部第一端部1023和唇部第二端部1024相对设置。在本实施例中,在刮水刮条唇部102的唇部第一端部1023 处,防撕裂元件1025、1026被设置在刮水刮条唇部102的唇部第一表面1021与唇部第二表面1022上。在另一些实施例中,防撕裂元件1025,1026 被对称地设置在刮水刮条唇部102的唇部第一表面1021与唇部口第二表面1022上,以达到更好的防撕裂效果。
21.图4示出本技术刮水刮条注塑成型脱模后的部分刮水刮条组的立体图。结合参阅4,在刮水刮条的制造过程中,由于在刮水刮条唇部102的唇部第一端部1023处设置有防撕裂元件1025,1026,所以在由本实施例刮水刮条组成的刮水刮条组b中,第一刮水刮条10与第二刮水刮条10’的刮水刮条唇部连接处的端部b1的厚度增加,因此此处的强度增加,在脱模的过程中,刮水刮条组b不会被撕裂。从而有效提高原材料的利用率,降低刮水刮条的生产成本。在另一些实施例中,防撕裂元件亦可被同时设置在唇部第一端部1023和唇部第二端部1024的唇部第一表面1021和唇部第二表面1022。这样在生产的过程中,操作人员或机
器就不需要判断脱模方向,提高生产效率。
22.图5显示图3刮水刮条在d处的放大图。图5可以清晰显示设置在唇部第一端部1023的唇部第一表面1021上的防撕裂元件1025的结构。在一些实施例中,沿刮水刮条唇部102的纵长方向,防撕裂元件1025具有远离唇部第一端部1023的一端1025a,该远离唇部第一端部1023的一端1025a沿刮水刮条唇部102的纵长方向到唇部第一端部1023的最大距离为d1,d1的尺寸可以是1mm、1.8mm、2.2mm或3mm。在垂直于唇部第一表面1021的方向,防撕裂元件1025具有远离唇部第一表面1021的一端1025b,该远离唇部第一表面1021的一端1025b沿垂直于唇部第一表面1021的方向到唇部第一表面1021的最大距离为d2,d2的尺寸可以是 0.1mm、0.2mm、0.3mm或0.5mm。本技术的发明人通过大量实验得出,当d1为1~3mm,d2为0.1~0.5mm时,防撕裂元件1025,1026既可达到良好的防撕裂效果又不影响刮水刮条刮水的效率,效果更佳。
23.图6显示3刮水刮条的刮水刮条唇部沿c-c的部分剖面图。结合参阅图6,在一些实施例中,防撕裂元件1025在沿刮水刮条唇部102纵长方向并且垂直于唇部第一表面1021剖切的剖面图形1025’为三角型。在其他实施例中,防撕裂元件1025在沿刮水刮条唇部102纵长方向并且垂直于唇部第一表面1021剖切的剖面图形可以是梯形、扇形、半圆形或矩形。在一些实施例中,在垂直于唇部第一表面1021的方向上,防撕裂元件1025在沿刮水刮条唇部102纵长方向并且垂直于唇部第一表面1021 剖切的剖面图形1025’的宽度为d3,d3相对于唇部第一端部1023逐渐增加,亦即,越靠近唇部第一端部1023d3的值越大。这样设置后,防撕裂元件1025、1026的受力面积最大,可以更好得防止撕裂。
24.在一些实施例中防撕裂元件1025、1026与刮水刮条唇部102一体成型。
25.在一些施例中,刮水刮条10是由橡胶通过注塑成型制成。在另一些实施例中,刮水刮条10亦可由硅胶制成注塑成型制成。
26.请参阅图7,图7显示具有本技术刮水刮条的刮水刮片,由图7可知刮水刮片200具有刮水刮条20、扰流条201、弹性支架202和连接件 203,其中刮水刮条20在沿刮水刮条纵长方向的端部设置有防撕裂元件 2025。具有本实施例刮水刮条的刮片在生产的过程中,节约大量原材料,可有效降低生产成本。
27.以上具体实施方式仅用于说明本技术,而并非对本技术的限制,本技术的专利保护范围由权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1