用于交通工具座椅的组件及交通工具座椅的制作方法
1.根据第一方面,本实用新型涉及一种用于交通工具座椅的组件,其包括衬垫元件、支撑元件、附接至支撑元件的连接器,支撑元件被组装在衬垫元件上。
2.根据第二方面,本实用新型还涉及一种包括所述座椅组件的交通工具座椅,并且根据第三方面涉及一种组装所述座椅组件的方法。
背景技术:
3.连接器允许座椅的电线束连接至交通工具的电线束。已知的是将这种连接器固定至金属板,该金属板自身通过螺纹连接、螺栓连接或焊接固定至座椅结构。
4.这涉及多种缺陷,因为将连接器组装在座椅上是耗时的,涉及使用多种部件和工具,并且使组装更麻烦。
技术实现要素:
5.本实用新型的一个目的是通过提供一种用于交通工具座椅的更轻、更经济的组件来克服这些缺陷,其能够在限制所需的部件和工具的数量的同时帮助进行连接器组装,并因此减少了组装时间且限制了二氧化碳排放。
6.为此目的,本实用新型涉及一种上述类型的用于交通工具座椅的组件,所述组件包括:座椅衬垫元件;支撑元件;附接至所述支撑元件的连接器,所述支撑元件被组装在所述座椅衬垫元件上,其特征在于,所述组件包括组装构件,所述组装构件从所述座椅衬垫元件的表面突出或者通过所述支撑元件的至少一部分形成,所述组装构件和所述座椅衬垫元件各自分别限定了第一接触表面和与所述第一接触表面接触的第二接触表面,所述第一接触表面和所述第二接触表面是互补的,所述支撑元件通过所述组装构件沿着组装方向被组装在所述座椅衬垫元件上。
7.如此,所述组件通过将支撑元件组装在衬垫元件上而实现了连接器在座椅上的简化的组装。连接器在座椅上的组装要求较少的部件并且不要求任何特定的工具。特别地,这种组装不要求任何焊接、螺纹连接或螺栓连接步骤。不具有诸如金属板的用于将连接器固定至座椅的中间元件,还减少了组件的质量。连接器还可在不需要工具的情况下从座椅上拆下。
8.根据不同的实施方式,所述组件还包括单独地或以任何技术上可行的组合考虑的一个或多个以下特征:
[0009]-衬垫元件限定了用于支撑元件的抵接表面;
[0010]-衬垫元件是靠背衬垫元件或坐垫元件;
[0011]-组装构件通过从衬垫元件的表面突出的凸榫形成,凸榫和衬垫元件是一体的,支撑元件在组装方向上被组装在凸榫上;
[0012]-支撑元件限定了沟槽,其中沟槽的内表面限定了第二接触表面;
[0013]-衬垫元件和凸榫由发泡聚丙烯或硬质聚氨酯制成;
[0014]-凸榫在与组装方向垂直的横向方向上的横截面是基本上梯形或半月形的横截面;
[0015]-凸榫在横向方向上的横截面是基本上梯形的横截面,支撑元件包括彼此相对地设置的两个保持凸片,保持凸片的内表面至少部分地形成第二接触表面。
[0016]
本实用新型还涉及一种交通工具座椅,其包括上述的组件。
[0017]
最后,本实用新型涉及一种组装上述的组件的方法,该方法包括借助于组装构件通过在支撑元件的组装方向上进行平移而在座椅衬垫元件上进行插入。
附图说明
[0018]
借助于通过举例的方式并参考附图给出的以下说明,本实用新型的其他的方面和优点将变得显而易见,在附图中:
[0019]
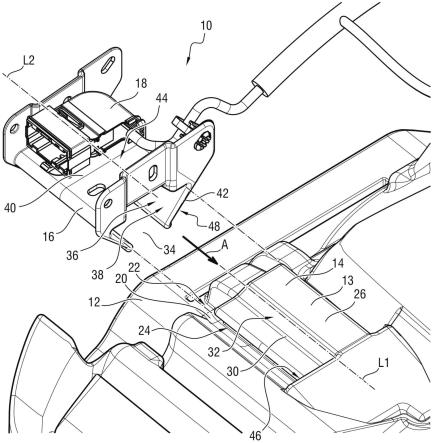
图1、图2和图3是根据本实用新型的第一实施方式的用于交通工具座椅的组件从三个角度观察的立体图。
具体实施方式
[0020]
图1-3示出了根据本实用新型的用于交通工具座椅的组件10。
[0021]
交通工具(未示出)是乘用交通工具(或乘用汽车),或者是商用交通工具,例如厢式货车、皮卡车等等。
[0022]
在一种变型中,交通工具是任何类型的交通工具,例如飞机、船舶、轨道交通工具等等。
[0023]
在图1-3的例子中,座椅例如是机动车辆的驾驶员座椅或乘客座椅。
[0024]
根据本实用新型的组件10包括衬垫元件12、组装构件13、在组装方向a上被组装在衬垫元件12上的支撑元件16以及连接器18。
[0025]
衬垫元件12例如是座椅或座椅靠背衬垫元件。衬垫元件12通常被安装在座椅框架(未示出)上。
[0026]
优选地,衬垫元件12由泡沫制成,例如发泡聚丙烯或硬质聚氨酯。
[0027]
在图1-3的实施方式中,组装构件13通过从衬垫元件12的表面22突出的凸榫14形成。
[0028]
衬垫元件12例如限定了用于接收凸榫14的内部容纳部20。
[0029]
凸榫14主要在基本上与组装方向a平行的第一主延伸方向l1上延伸。
[0030]
有利地,凸榫14和衬垫元件12是一体的。
[0031]
在一种变型中,凸榫14是例如通过螺纹连接或胶粘而固定至衬垫元件12的附接的元件。
[0032]
根据本实用新型,凸榫14从衬垫元件12的表面22突出,更特别是在图1-3的例子中从内部容纳部20的下表面24突出。例如,凸榫14从衬垫元件12的下表面突出。下表面指的是在衬垫元件12安装在座椅框架上时面对交通工具地板的表面。
[0033]
例如,凸榫14在基本上与组装方向a垂直的横向方向上的横截面基本上为梯形。
[0034]
更特别地,凸榫14包括至少部分地在基本上与内部容纳部20的下表面24平行的第一平面中延伸的顶壁26以及各自在相应的第二平面和第三平面中延伸的两个侧壁28。
[0035]
在图1-3的例子中,顶壁26限定了沟槽30,其用于接收连接器18的朝向凸榫14的顶壁26突出的下部。
[0036]
侧壁28设置在顶壁26的两侧上并且被组装至顶壁26和衬垫元件12的表面22,特别是被组装至内部容纳部20的下表面24。
[0037]
第二平面和第三平面与第一平面形成30
°
与60
°
之间、例如45
°
的角度。
[0038]
凸榫14限定了第一接触表面32(图1)。
[0039]
第一接触表面32例如通过凸榫14的侧壁28的至少一部分和/或顶壁26的至少一部分形成。
[0040]
连接器18优选是电连接器。
[0041]
连接器18附接至支撑元件16。例如,连接器18通过胶粘、卡合或螺纹连接而附接至支撑元件16。
[0042]
支撑元件16主要沿着第二主延伸方向l2延伸,该方向在支撑元件16被组装至凸榫14时基本上与组装方向a平行并且基本上与凸榫14的第一主延伸方向l1平行。
[0043]
支撑元件16限定了包括内表面36的沟槽34。沟槽34的内表面36限定了第二接触表面38(图1)。
[0044]
更特别地,支撑元件16包括顶壁40以及被组装至顶壁40、彼此相对地设置并且设置在顶壁40的相对两侧上的两个保持凸片42(图1和3)。支撑元件16的顶壁40限定了连接器18的接收表面44。
[0045]
例如,第二接触表面38通过保持凸片42的内表面的至少一部分和/或支撑元件16的顶壁40的至少一部分形成。
[0046]
根据本实用新型,凸榫14的第一接触表面32和支撑元件16的第二接触表面38在支撑元件16被组装在凸榫14上时彼此接触。第一接触表面32和第二接触表面38基本上是互补的。
[0047]
在图1-3的例子中,凸榫14和支撑元件16通过机械燕尾连接部进行附接。
[0048]
优选地,保持凸片42可在基本上与支撑元件16的第二主延伸方向l2垂直的方向上柔性地弯曲。“柔性地弯曲”指的是保持凸片42在压力施加到所述保持凸片42上时弯曲、即朝向彼此移动,或者反过来在拉力施加在所述保持凸片42上时远离彼此移动。保持凸片42在压力或拉力不再施加在保持凸片42上时返回到它们的非弯曲平衡位置。
[0049]
例如,保持凸片42在支撑元件16被组装在凸榫14上时处于弯曲状态,使得保持凸片42在凸榫14的第一承载表面32的至少一部分上施加承载力。反过来,保持凸片42在支撑元件16远离凸榫14时不处于弯曲状态。
[0050]
这确保了将支撑元件16牢固地保持在凸榫14上。
[0051]
优选地,衬垫元件12限定了抵接表面46(图1和2),其至少部分地通过抵接的方式接收支撑元件16的侧表面48、例如保持凸片42的侧表面。例如,抵接表面46在基本上与凸榫14的第一主延伸方向l1垂直并且基本上与组装方向a垂直的平面中延伸。
[0052]
在图1-3的例子中,抵接表面46通过内部容纳部20的内表面形成。
[0053]
现在将描述组装上述的组件10的方法。
[0054]
该方法首先包括将连接器18附接至支撑元件16。
[0055]
随后通过沿着组装方向a进行插入而将支撑元件16组装至凸榫14,使得凸榫14的
第一接触表面32与支撑元件18的第二接触表面38彼此抵接。
[0056]
优选地,将支撑元件16插在凸榫14上,直到支撑元件16的侧壁抵住抵接表面46为止。
[0057]
通过在基本上与组装方向a相反的拆卸方向上在支撑元件16上施加拉力来完成拆卸。
[0058]
根据第二实施方式(未示出),凸榫14在横向方向上的横截面是半月形横截面。第一接触表面32因此限定了凸形弯曲表面。
[0059]
第二接触表面38因此限定了基本上与第一接触表面32互补的凹形弯曲表面。
[0060]
在一种变型中(未示出),组装构件13通过支撑元件16的至少一部分形成。优选地,组装构件13通过多面体形成,例如膨胀泡沫或硬质聚氨酯。
[0061]
衬垫元件12因此包括用于接收组装构件13的沟槽。该沟槽优选由衬垫元件12的表面22来限定。在一种变型中,该沟槽通过设置在衬垫元件12的表面22上的元件形成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1