一种新型光电吊舱光窗安装结构及其安装方法与流程
1.本发明属于机械领域,特别涉及一种轻小型机载光电吊舱光学窗口的安装结构及其安装方法。
背景技术:
2.随着无人机技术的发展,特别是小型无人机的广泛应用使得无人机用轻小型机载光电吊舱的发展前景变得更加广阔。
3.对无人机用轻小型机载光电吊舱进行机械结构设计时,光学窗口的安装接口及结构形式是保证吊舱气密性和可靠性的关键技术之一。根据光学窗口的形状不同,其安装接口的结构形式可分为平板光窗安装接口和异形光窗安装接口两种。
4.采用平板光窗安装接口的方法是:将光电负载安装于俯仰轴u型架上的独立球形舱内,光学窗口尺寸配合光电负载光学口径设计,采用压板或压圈固定于球形舱光窗座上,用密封胶进行密封。这种方法的优点在于吊舱三轴与负载仓分别独立密封,其缺点是体积重量都比较大。
5.采用异形光窗安装接口的方法是:将光电负载与转台轴系结构置于异形光窗与光窗安装结构之下并被完全遮罩。光窗与光窗接口一般采用密封胶和机械压接双重固定。异形光窗主要分为冠状半球形、超半球形和其他形状,其中以冠形光窗最为常用。这种方法有体积小、重量轻的优点,但由于光窗一般采用冠状光窗,导致安装结构比较复杂且光电系统的观察范围受限。
6.由此可见,现有的吊舱光窗安装形式或导致吊舱尺寸与重量受限,结构不紧凑,或安装结构复杂,影响观察范围,不能满足结构紧凑轻便的光电吊舱的要求。
技术实现要素:
7.本发明实施例提供一种新型光电吊舱光窗安装结构及其安装方法,用于解决现有冠形吊舱光窗安装结构复杂、观察范围受限的不足,其结构紧凑轻便且光电系统的观察范围比较大。
8.本发明实施例提供的一种新型光电吊舱光窗安装结构,包括光窗,用于安装光窗并连接光电吊舱安装基座的接口件,以及用于对光窗与接口件的安装部位进行紧固的压圈。
9.所述光窗包括光窗主体,设置在光窗开口端外侧的安装凸台,光窗开口端内侧的圆锥形安装定位面,以及光窗开口端外侧的压圈安装配合面。
10.所述压圈整体上呈圆环形,其内侧上部为圆锥形光窗压接配合面,内侧下部为圆柱形连接紧固面,在圆锥形光窗压接配合面与圆柱形连接紧固面过渡处设有一光窗凸台压接面;所述压圈的外侧上部设置为圆锥形过渡修饰面。这种流线型设计,可以提升系统的空气动力学性能。
11.所述接口件整体上呈圆筒形,其一端为光窗安装端,另一端为基座连接端。所述光
窗安装端的外侧面顶端部为圆锥形光窗安装配合面,其下为横向凸出于光窗安装配合面的光窗安装定位面;光窗安装定位面之下为横向凸出于光窗安装定位面的第一密封槽构造台阶;第一密封槽构造台阶之下为压圈安装面,其上沿径向设置有用于紧固压圈与接口件的螺孔。
12.可选地,在所述光窗安装配合面上还设置有第二环形密封槽,以进一步增强吊舱整体的气密性和可靠性。
13.可选地,所述压圈采用止口配合方式固定于接口件的外侧面,并用螺钉紧固。
14.可选地,所述光窗采用光学树脂材料制造。
15.可选地,所述压圈、接口件采用铝合金制造。
16.本发明实施例结构轻便,特别适用于对载荷质量有严格要求的轻小型无人机。本发明实施例设计的密封胶槽充填硅橡胶,增强了光窗与接口件之间的气密与连接。压圈外侧面采用流线型设计,平顺过渡光窗外侧面与接口件外侧面面型,可以有效降低空气阻力。总之,本发明实施例的安装接口结构可靠,对光窗的安装应力小,可以保证吊舱整体的气密性、可靠性和抗冲击性能。此外,所述光窗、压圈和接口件均可依据转台及无人机外包络对尺寸进行修改,可以适应更广泛的光电吊舱系统,且结构简单,便于装调,易于大批量生产。
17.本发明实施例提供一种新型光电吊舱光窗安装结构的安装方法,所述新型光电吊舱光窗安装结构如前所述,所述安装方法包括以下步骤:
18.步骤s1,将光窗上的圆锥形安装定位面与接口件上的光窗安装配合面对正,然后将光窗安装到位,即光窗上的安装凸台平整落于接口件上的光窗安装定位面上;
19.步骤s2,将安装凸台的下表面与接口件上的第一密封槽构造台阶构成的第一密封槽用硅橡胶填充完整,完成后静置一段时间以待硅橡胶完全固化;
20.步骤s3,将压圈上的光窗压接配合面与光窗上的压圈安装配合面配合完好,然后将压圈安装到位,即压圈上的光窗凸台压接面平整落于光窗上的安装凸台上;
21.步骤s4,在压圈上的连接紧固面安装开槽沉头螺钉,使压圈与接口件连接紧固,从而完成安装。
22.可选地,所述硅橡胶使用704黑色硅橡胶。
23.本发明安装方法操作简单,所述光窗、压圈及接口件之间采用止口配合连接,且在止口配合的圆柱面间使用硅橡胶进行密封和粘接,部件间同轴度高,对光窗的安装应力小,可以保证吊舱整体的气密性、可靠性和抗冲击性能。
24.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
25.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
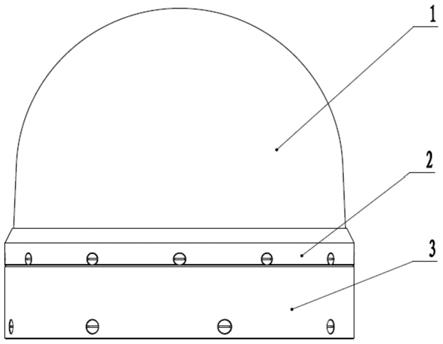
26.图1为本发明实施例的光窗接口结构示意图;
27.图2为本发明实施例的光窗结构示意图;
28.图3为本发明实施例的压圈结构示意图;
29.图4为本发明第一实施例的接口件结构示意图;
30.图5为本发明第一实施例的光窗与接口件装配剖面示意图;
31.图6为本发明第一实施例安装完成后的剖视图;
32.图7为本发明第二实施例的接口件结构示意图。
具体实施方式
33.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
34.本发明第一实施例提供一种新型光电吊舱光窗安装结构。如图1所示,该新型光电吊舱光窗安装结构包括光窗1,用于安装光窗1并连接光电吊舱安装基座的接口件3,以及用于对光窗1与接口件3的安装部位进行紧固的压圈2。
35.参见图2,所述光窗1包括光窗主体10、设置在光窗开口端外侧的安装凸台11、光窗开口端内侧的圆锥形安装定位面12,以及光窗开口端外侧的压圈安装配合面13。所述光窗1为冠形光窗,可以是半球形或者超半球形的。所述安装定位面12设计为圆锥面,可同时满足光窗加工工艺性和装配工艺性。在一些实施例中,所述光窗1采用光学树脂材料制造。
36.参见图3,所述压圈2整体上呈圆环形,其内侧上部为圆锥形光窗压接配合面21,内侧下部为圆柱形连接紧固面24,所述圆锥形光窗压接配合面21相对于圆柱形连接紧固面24更接近压圈2的轴心,从而在圆锥形光窗压接配合面21与圆柱形连接紧固面24过渡处形成一光窗凸台压接面23;所述压圈2的外侧上部设置为圆锥形过渡修饰面22,从而形成流线型设计,以提升系统的空气动力学性能。在一些实施例中,所述压圈2采用铝合金制造,比如使用7075铝合金制造。
37.参见图4,所述接口件3整体上呈圆筒形,其一端为光窗安装端,另一端为基座连接端。所述光窗安装端的外侧面顶端部为圆锥形光窗安装配合面31,在光窗安装配合面31上设置有第二环形密封槽32;光窗安装配合面31之下为横向凸出于该光窗安装配合面31的光窗安装定位面33;光窗安装定位面33之下为横向凸出于该光窗安装定位面33的第一密封槽构造台阶34;第一密封槽构造台阶34之下为压圈安装面35,其上沿径向设置有用于紧固压圈2与接口件3的螺孔。所述基座连接端设置有吊舱安装接口36,用于连接光电吊舱基座。所述光窗安装配合面31的高度和厚度以保证接口件3自身及光窗1安装的强度且不影响光窗1内吊舱中机构的活动为设计原则,厚度通常不小于1.5mm,高度通常不小于6mm。在一些实施例中,所述接口件3采用铝合金制造,比如使用7075铝合金制造。
38.图5剖示图示出了本发明第一实施例的光窗1与接口件3安装在一起后的位置关系。光窗1上的安装凸台11平整落于接口件3上的光窗安装定位面33上,光窗1的开口端与接口件3上的光窗安装端形成轴孔配合,保证了安装精度。
39.图6剖示图示出了本发明第一实施例全部部件安装完成后的位置关系,相比图5增加了压圈2。所述压圈2上的光窗压接面23平整落于光窗1上的安装凸台11上。所述压圈2采用止口配合方式固定于接口件3的外侧面,并用螺钉紧固。
40.本发明第二实施例提供另一种新型光电吊舱光窗安装结构,包括光窗1,用于安装光窗1并连接光电吊舱安装基座的接口件3,以及用于对光窗1与接口件3的安装部位进行紧固的压圈2,其与第一实施例的区别仅在于接口件3的光窗安装配合面31上不设置环形密封槽。参见图7,本实施例的接口件3整体上呈圆筒形,其一端为光窗安装端,另一端为基座连接端。所述光窗安装端的外侧面顶端部为圆锥形光窗安装配合面31;光窗安装配合面31之下为横向凸出于该光窗安装配合面31的光窗安装定位面33;光窗安装定位面33之下为横向凸出于该光窗安装定位面33的第一密封槽构造台阶34;第一密封槽构造台阶34之下为压圈安装面35,其上沿径向设置有用于紧固压圈2与接口件3的螺孔。所述基座连接端设置有吊舱安装接口36,用于连接光电吊舱基座。所述接口件3采用止口配合的方式与光电吊舱基座连接,并使用螺钉紧固,光电吊舱基座与吊舱安装接口36间采用橡胶密封圈进行密封。
41.本发明第三实施例提供一种新型光电吊舱光窗安装结构的安装方法,所述新型光电吊舱光窗安装结构如本发明第一实施例所述,所述安装方法包括以下步骤:
42.步骤s1,将接口件3上的第二环形密封槽32用硅橡胶填充完整;
43.步骤s2,将光窗1上的圆锥形安装定位面12与接口件3上的光窗安装配合面31对正,以使光窗1的开口端与接口件3上的光窗安装端形成轴孔配合将光窗1安装到位,即光窗1上的安装凸台11平整落于接口件3上的光窗安装定位面33上;
44.步骤s3,将安装凸台11的下表面与接口件3上的第一密封槽构造台阶34构成的第一密封槽用硅橡胶填充完整,完成后静置一段时间以待硅橡胶完全固化,比如静置12小时左右;
45.步骤s4,将压圈2上的光窗压接配合面21与光窗1上的压圈安装配合面13配合完好,然后将压圈2安装到位,即压圈2上的光窗凸台压接面23平整落于光窗1上的安装凸台11上;
46.步骤s5,在压圈2上的连接紧固面24安装开槽沉头螺钉,使压圈2与接口件3连接紧固,从而完成安装。
47.本发明第四实施例提供另一种新型光电吊舱光窗安装结构的安装方法,所述新型光电吊舱光窗安装结构如本发明第二实施例所述,所述安装方法包括以下步骤:
48.步骤s1,将光窗1上的圆锥形安装定位面12与接口件3上的光窗安装配合面31对正,以使光窗1的开口端与接口件3上的光窗安装端形成轴孔配合将光窗1安装到位,即光窗1上的安装凸台11平整落于接口件3上的光窗安装定位面33上;
49.步骤s2,将安装凸台11的下表面与接口件3上的第一密封槽构造台阶34构成的第一密封槽用硅橡胶填充完整,完成后静置一段时间以待硅橡胶完全固化,比如静置12小时左右;
50.步骤s3,将压圈2上的光窗压接配合面21与光窗1上的压圈安装配合面13配合完好,然后将压圈2安装到位,即压圈2上的光窗凸台压接面23平整落于光窗1上的安装凸台11上;
51.步骤s4,在压圈2上的连接紧固面24安装开槽沉头螺钉,使压圈2与接口件3连接紧固,从而完成安装。
52.在一些实施例中,上述用于填充密封槽的硅橡胶选用704黑色硅橡胶。
53.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排
他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
54.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
55.上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1