一种皮带机故障与视频监控智能联动系统的制作方法
1.本发明涉及一种智能系统,具体涉及一种皮带机故障与视频监控智能联动系统,属于物联网自动控制技术领域。
背景技术:
2.现代大型钢铁企业原料系统采用皮带机运输,往往多达几百条,相关皮带机值守人员众多,劳动效率不高。皮带机系统具有点多、线长、面广、人机交互频繁的特点。设备运行稳定性差,存在皮带跑偏、堵料、皮带撕裂、打滑、电机减速机震动过大等问题,种种隐患不能满足现代化生产要求。
3.目前操作员在中控终端l2画面只能观看皮带机流程的运行状态,由于皮带机数量众多,某台皮带机有故障(打滑、跑偏、堵料、撕边、电机震动大等)报警停机时,操作员不能及时发现,或者无法判断信号是否有误、故障的轻重,同一流程的上游皮带会全部停止运行。操作员会通知现场工作人员前往查看原因,根据现场状况分析反馈来决定皮带机是否可以继续运行。严重影响生产节奏和时间,浪费了人力资源,降低了生产的效率。因此,迫切的需要一种新的方案解决上述技术问题。
技术实现要素:
4.本发明正是针对现有技术中存在的问题,提供一种皮带机故障与视频监控智能联动系统,该技术方案皮带机智能视频联动系统主要包含视频联动和报警字符显示,系统采用c/s设计模式,服务器主要用于故障数据的采集和处理,采用集成管理平台软件(icentroview)主机发布模式可部署到各个区域,客户端直接满足不同区域报警的需求。plc控制系统接收到皮带机传感器信号后,通过计算处理将信号传入视频管理平台,再传入中控大屏,异常信息经系统判断后自动弹出区域图像、文本、边框闪烁等提示,在众多皮带机中实现精准定位,让操作人员清晰了解具体有故障的设备,采取下一步操作,做到“有的放矢”,为生产节约了时间,降本增效,从而实现了物联网中皮带机的故障、异常与视频联动的技术功能。
5.为了实现上述目的,本发明的技术方案如下,一种皮带机故障与视频监控智能联动系统,所述系统包括plc控制系统(皮带机启停、流程控制),logix5000(plc程序开发软件),factory talk view(画面开发软件),rslinx(通讯软件),kepserver(数据采集软件),icentroview(视频管理平台),网络摄像机、硬盘录像机以及服务器,首先将各皮带机故障点code对应的变量名写进icentroview数据库里,打通与plc、kepserver、icentroview之间的通讯,使数据保持“good”状态,并实现500毫秒刷新一次的频率,变量值默认为0;通过原料plc控制系统对各检测单元工作状态采集,如果出现以下:打滑、跑偏、堵料、撕边、电机震动等故障时,该信号通过现场检测开关由继电器输入给plc机架di模块,经过程序分析产生code信号为1,icentroview扫描其对应的变量名由0变1时,将信号传输给联动模块,来调取此皮带机对应的摄像机画面,通过联动模块驱动视频模块在大屏幕上弹出画面窗口,再加
opc协议实现数据采集和处理。
15.作为本发明的一种改进,通过kepserver采集plc数据,icentroview通过icv opc驱动采集kepserver数据及进行数据处理和判断。采集各个区域皮带机的故障数据,包括皮带跑偏、堵料、撕边、打滑、震动等数据采集。数据采用异步刷新机制,按照500毫秒频率刷新。主要用于处理数据与视频逻辑管理。icentroview通过icv opc驱动获取相应数据,通过程序判读数据是否变化,将变化信号传输给联动模块,从而控制视频模块来控制大屏幕显示,并在监控平台产生一系列的联动功能,比如:文字提示,边框闪烁等。
16.相对于现有技术,本发明具有如下优点,通过该方法,操作员只需控制l2生产流程、物料种类即可。想了解皮带机运行实际状态或现场环境时,操作员可在l1画面上点击相应的皮带机,plc会送出相应的信号至视频管理平台,实现大屏弹窗,可实时观察皮带机的运行状态,如:现场环境、皮带磨损、有无火情、有无违章作业等。如果皮带机自身故障(堵料),plc接收到信号后,会传送给kepserver,再送入视频管理平台,实现大屏弹窗,并配有文字描述,供操作员确认故障点以及故障的严重程度。该控制方法实现了众多皮带机的精准定位,操作员可第一时间了解到设备的状态,通过分析决定是否可以再次启动或通知相关人员前往处理故障,这样节约了生产时间,良好的保护了设备,提升了生产效率,降低了生产成本。之前为了防止重要皮带机堵料、跑偏等故障影响高炉生产,在总长约42km皮带机沿线,特安排专门人员24小时三班巡检,每班约30人。现在有了视频联动系统,中控操作员可以第一时间观察到皮带机的状态,并通知运维人员前去处理,将专人巡检岗位撤除,减少了劳动力成本输出总计120人,同时把现场24小时巡检的人员安全风险降到零。
附图说明
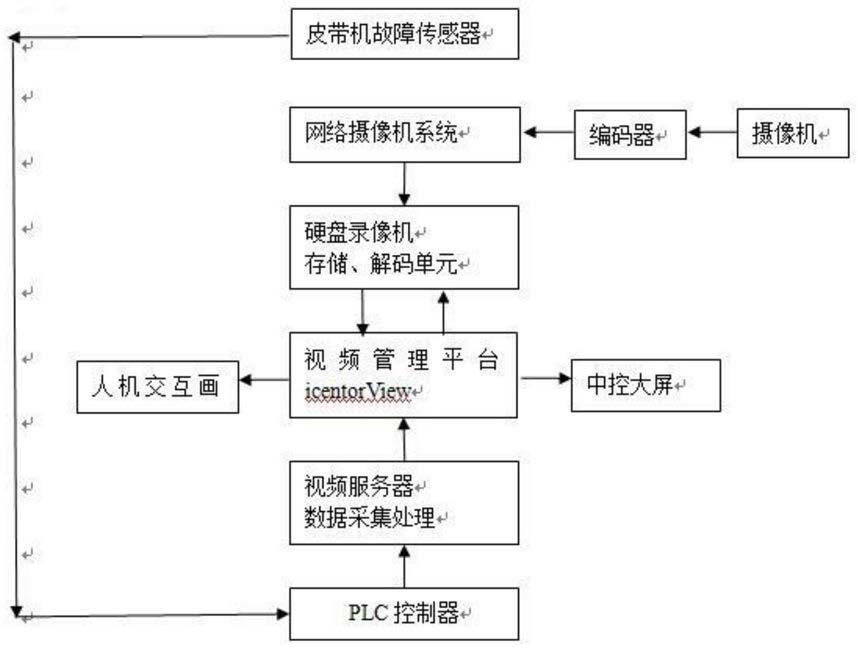
17.图1为本发明皮带机故障与视频监控智能联动系统闭环控制流程图;
18.图2为本发明视频管理平台配置画面图;
19.图3为本发明plc控制器处理皮带机的画面图;
20.图4为本发明的视频联动系统配置的流程图。
具体实施方式:
21.为了加深对本发明的理解,下面结合附图对本实施例做详细的说明。
22.实施例1:参见图1-图4,如图1所示,将摄像机、皮带机传感器、plc、视屏管理平台、服务器、用户等设备与人组成一张物联网,实现人对的设备、设备间相互连锁、互动等控制。整个系统包含plc控制系统(皮带机启停、流程控制),logix5000(plc程序开发软件),factory talk view(画面开发软件),rslinx(通讯软件),kepserver(数据采集软件),icentroview(视频管理平台),网络摄像机、硬盘录像机、服务器等。首先将各皮带机故障点code对应的变量名写进icentroview数据库里,打通与plc、kepserver、icentroview之间的通讯,使数据保持“good”状态,并实现500毫秒刷新一次的频率,变量值默认为0。通过原料plc控制系统对各检测单元工作状态采集,如果出现以下:打滑、跑偏、堵料、撕边、电机震动等故障时,该信号通过现场检测开关由继电器输入给plc机架di模块,经过程序分析产生code信号为1,icentroview扫描其对应的变量名由0变1时,将信号传输给联动模块,来调取此皮带机对应的摄像机画面,通过联动模块驱动视频模块在大屏幕上弹出画面窗口,再加
上参数设定、文本编辑等功能,可实现边框闪烁、文本提示,如:“ls101皮带机堵料故障”文本显示等,提醒操作员注意并确认。
23.如图2所示,视频管理平台(icentroview)主要分为以下功能:视频模块,权限模块,解码模块,设备管理模块,录像回放模块,数据采集模块,联动模块。
24.视频模块主要负责管理对硬盘录像机视频窗口调取的功能,并显示在平台上开放的窗口中,与联动模块配合使用。
25.权限模块提供了一套面向监控领域的高性能和高安全性授权系统。可对监控系统中需要授权的的各类资源,如变量、联动动作、摄像机等进行集中配置和管理,并能在客户端和服务端实现高性能授权,满足实时监控的高安全性要求,实现分布式授权验证。
26.解码模块通过对现场数字化编码设备进行解码,现场设备在网络接入上采用h.264、m-jpeg、mpeg-4等压缩方式传输,经解码后视频质量可达到4cif或720p、1080i及其以上高清效果,提高现场环境的清晰度。
27.设备管理模块是对现场上百个摄像机进行管理,包括设备分类与状态、监控网络通讯、带宽占用等,起到设备、网络故障预警、合理分配带宽资源的作用,特别会针对重要皮带机的重点监测、管理。录像回放模块是将所有视频信号进行数字化区域集中存储,每路视频进行24小时录像,存储时间15天。可在同一个视频窗口里对监控场景进行实时监控和录像回放切换。对现场皮带机异常、人员违章、火情等情况做到可据可查。数据采集模块主要负责采集、监测现场每台皮带机不同测点的数据,按照统一的接口提供给过程数据库,建立数据库,如有变量变化,直接在中控大屏弹窗预警。联动模块是当发生某种事件或报警时,自动触发已配置好的各种自动动作项,如:触发视频模块在大屏上弹窗、文本显示、边框闪烁等,大大提高了系统的自动化。各功能因信令交互构成一套有机整体,在网络上合理部署服务模块,优化信令(数据流)流程,使监控系统更好地运作,整体效能得以最大限度地发挥。
28.如图3所示,plc根据ls101皮带机传感器计算出来的fault_code,如果现场有打滑、跑偏、堵料、撕边、电机震动大等信号,plc会将对应的code点(如:打滑:code.5、跑偏code.6、堵料code.7、震动code.8、撕边code.10、)分析判断,确认无误时,将信号通过rslinx classic送至kepserver模块中,视频管理平台再从模块中读取相关数据进行处理。
29.如图4所示,视频联动系统和语音系统共用一套服务器,包括数据采集。采集生产皮带的故障数据。控制系统通信采用kepserver数据采集软件,通过icv opc协议实现数据采集和处理。
30.系统的功能层次主要是根据客户需求和实际情况进行设计,系统采用c/s(client/server)模式进行开发,其中client独立工作;server端主要进行数据采集、逻辑处理,采用此种结构设计使得系统功能独立、减少服务器工作量,提高处理效率。为了直观、简介的描述系统功能。根据客户需求和功能分析,详细设计系统的实现。系统主要包括服务端采集程序和客户端部署大屏展示。
31.通过kepserver采集plc数据,icentroview通过icv opc驱动采集kepserver数据及进行数据处理和判断。采集各个区域皮带机的故障数据,包括皮带跑偏、堵料、撕边、打滑、震动等数据采集。数据采用异步刷新机制,按照500毫秒频率刷新。主要用于处理数据与视频逻辑管理。icentroview通过icv opc驱动获取相应数据,通过程序判读数据是否变化,
将变化信号传输给联动模块,从而控制视频模块来控制大屏幕显示。并在监控平台产生一系列的联动功能,比如:文字提示,边框闪烁等。
32.本发明一种皮带机故障与视频监控智能联动系统的应用方法。实现本方法设备包括plc控制系统(皮带机启停、流程控制),logix5000(plc程序开发软件),factory talk view(画面开发软件),rslinx(通讯软件),kepserver(数据采集软件),icentroview(视频管理平台),网络摄像机、硬盘录像机、服务器等。检测单元包括:打滑、跑偏、堵料、撕边、电机震动等单元。将摄像机、皮带机传感器、plc、视屏管理平台、服务器、用户等设备与人组成一张物联网,实现人对的设备、设备间相互连锁、互动等控制。
33.通过原料plc控制系统对各检测单元工作状态采集,如果出现以下:打滑、跑偏、堵料、撕边、电机震动等故障时,通过程序计算,rslinx通过opc驱动将对应故障点采集到kepserver里,icentroview再从kepserver软件中读取相关数据,通过程序判读数据是否变化,将信号传输给联动模块,从而控制视频模块来控制大屏幕显示,并在监控平台产生一系列的联动功能,比如:自动弹出区域图像、文本、边框闪烁等提示。
34.本发明可以为企业节约生产时间,良好的保护了设备,提升了生产效率,降低了生产成本、人力成本、安全风险等。
35.需要说明的是上述实施例,并非用来限定本发明的保护范围,在上述技术方案的基础上所作出的等同变换或替代均落入本发明权利要求所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1