一种亚安膜包铜线的制作方法
[0001]
本发明涉及铜线领域,特别涉及一种亚安膜包铜线。
背景技术:
[0002]
铜是一种金属元素,也是一种过渡元素,纯铜是柔软的金属,表面刚切开时为红橙色带金属光泽,单质呈紫红色,延展性好,导热性和导电性高,因此在电缆和电气、电子元件是最常用的材料,按线材导体材料,铜是应用最广泛的导体材料产量大相对比较便宜,优点是电阻率小易加工全频率传导平衡,生活中,使用铜线做导线,因导电性很好,大量用于制造电线、电缆、电刷等,因导热性好,常用来制造须防磁性干扰的磁学仪器、仪表,如罗盘、航空仪表等,因塑性极好,易于热压和冷压力加工,可制成管、棒、线、条、带、板、箔等铜材,纯铜产品有冶炼品及加工品两种,目前,制成的铜线缠绕在绕线筒上,然后表面包裹一层或多层亚安膜进行包装;然而,现有的铜线在使用时具有一定弊端,其倾倒后容易在地面上滚动,长距离滚动易导致亚安膜破损,并且铜线在生产过程中未对原料进行筛选和烘干处理,使得铜线成品中杂质多,并且生产时间长。
技术实现要素:
[0003]
本发明的主要目的在于提供一种亚安膜包铜线及其工艺,可以有效解决背景技术中现有的铜线在使用时具有一定弊端,其倾倒后容易在地面上滚动,长距离滚动易导致亚安膜破损,并且铜线在生产过程中未对原料进行筛选和烘干处理,使得铜线成品中杂质多,并且生产时间长的问题。
[0004]
为实现上述目的,本发明采取的技术方案为:一种亚安膜包铜线,包括铜线,所述铜线的内部设置有绕线筒,所述铜线的外表面包裹有亚安膜,所述绕线筒的表面活动安装有防滚机构,所述防滚机构包括转动套环、活动转轴、限位立杆、限位卡座、限位卡柱和限位卡槽。
[0005]
优选的,所述绕线筒的上表面和下表面均固定安装有防滑凸点,所述防滑凸点位于绕线筒的上表面和下表面均匀设置。
[0006]
优选的,所述转动套环的内部铰接有活动转轴,所述活动转轴的侧面固定安装有限位立杆,所述绕线筒的表面固定安装有限位卡座,所述限位卡座的前表面开设有限位卡槽,所述限位立杆的表面穿插有限位卡柱,能够防止绕线筒倾倒后在地面上有较长一段距离的滚动,降低了包裹的亚安膜经滚动而破损的风险。
[0007]
优选的,所述转动套环的一端表面与绕线筒固定连接,所述限位卡柱与限位卡座的限位卡槽卡合匹配装。
[0008]
优选的,所述限位立杆通过活动转轴在转动套环的内部转动,且通过限位卡柱嵌入限位卡座的限位卡槽内部限位固定。
[0009]
优选的,亚安膜包铜线的生产工艺包括以下步骤:s1:原料筛选,开启筛选机,把电解铜置入筛选机的进料斗内,然后对电解铜中杂质进
行筛选,筛选后的电解铜从出料斗排出;s2:烘干,电解铜置入烘干机中进行烘干工作;s3:熔炼,烘干的电解铜原料在熔炼装置中进行熔化,熔炼温度为1000℃-1200℃;s4:在线除气、脱氧和搅拌,使用在线除气装置往铜液内充入98%-99%的氩气或氮气,并通过受控的旋转石墨轴和转子,将计量的氩气或氮气置入铜液中,使其均匀的分散在铜液中;s5:上引连铸,对步骤s4中的铜液采用上引连铸,结晶器水压0.3~0.6mpa,结晶器出水温度控制在30℃~40℃。
[0010]
s6:挤压机挤压,对步骤s5中压铸的铜坯使用连续挤压机挤压成铜杆。
[0011]
s7:再结晶退火,对步骤s6中的铜杆进行再结晶退火,加热到400℃-500℃,保持1-1.5小时后然后在炉中等待冷却。
[0012]
s8:连轧机轧辊,冷却后继续连轧,通过连轧机,将铜杆轧制成线坯。
[0013]
s9:拉拔机拉拔,将步骤s8中连续轧制的线坯第二次再结晶退火,加热到450℃-600℃,保持1-1.5小时后然后在炉中等待冷却,经过拉拔机组获得铜线。
[0014]
所述步骤s4中氩气或氮气浓度选定为99%,所述步骤s5中结晶器水压为0.6mpa,结晶器出水温度控制在40℃,所述步骤s7中设定温度为500℃,所述步骤s9中第二次再结晶退火,温度设定为600℃。
[0015]
与现有技术相比,本发明具有如下有益效果:通过设置的防滚机构,能够防止绕线筒倾倒后在地面上有较长一段距离的滚动,降低了包裹的亚安膜经滚动而破损的风险,通过设置的原料筛选和烘干工序,能够极大的降低电解铜中的杂质,提高了铜线制作成品的质量,而烘干电解铜表面的溶液,能够加快后续熔炼的速度,节省整体生产时间。
附图说明
[0016]
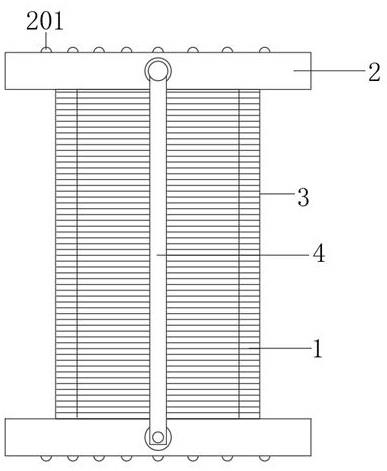
图1为本发明一种亚安膜包铜线的整体结构示意图;图2为本发明一种亚安膜包铜线的活动转轴结构示意图;图3为本发明一种亚安膜包铜线的绕线筒结构示意图;图4为本发明一种亚安膜包铜线的生产工艺图。
[0017]
图中:1、铜线;2、绕线筒;201、防滑凸点;3、亚安膜;4、防滚机构;401、转动套环;402、活动转轴;403、限位立杆;404、限位卡座;405、限位卡柱;406、限位卡槽。
具体实施方式
[0018]
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
[0019]
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0020]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0021]
实施例1:如图1-4所示,本发明涉及一种亚安膜包铜线,包括铜线1,铜线1的内部设置有绕线筒2,铜线1的外表面包裹有亚安膜3,绕线筒2的表面活动安装有防滚机构4,防滚机构4包括转动套环401、活动转轴402、限位立杆403、限位卡座404、限位卡柱405和限位卡槽406;绕线筒2的上表面和下表面均固定安装有防滑凸点201,防滑凸点201位于绕线筒2的上表面和下表面均匀设置;转动套环401的内部铰接有活动转轴402,活动转轴402的侧面固定安装有限位立杆403,绕线筒2的表面固定安装有限位卡座404,限位卡座404的前表面开设有限位卡槽406,限位立杆403的表面穿插有限位卡柱405,能够防止绕线筒倾倒后在地面上有较长一段距离的滚动,降低了包裹的亚安膜经滚动而破损的风险;转动套环401的一端表面与绕线筒2固定连接,限位卡柱405与限位卡座404的限位卡槽406卡合匹配;限位立杆403通过活动转轴402在转动套环401的内部转动,且通过限位卡柱405嵌入限位卡座404的限位卡槽406内部限位固定。
[0022]
实施例2:在实施例1的基础上,一种亚安膜包铜线的生产工艺,包括以下步骤:s1:原料筛选,开启筛选机,把电解铜置入筛选机的进料斗内,然后对电解铜中杂质进行筛选,筛选后的电解铜从出料斗排出;s2:烘干,电解铜置入烘干机中进行烘干工作;s3:熔炼,烘干的电解铜原料在熔炼装置中进行熔化,熔炼温度为1000℃-1200℃;s4:在线除气、脱氧和搅拌,使用在线除气装置往铜液内充入98%-99%的氩气或氮气,并通过受控的旋转石墨轴和转子,将计量的氩气或氮气置入铜液中,使其均匀的分散在铜液中;s5:上引连铸,对步骤s4中的铜液采用上引连铸,结晶器水压0.3~0.6mpa,结晶器出水温度控制在30℃~40℃。
[0023]
s6:挤压机挤压,对步骤s5中压铸的铜坯使用连续挤压机挤压成铜杆。
[0024]
s7:再结晶退火,对步骤s6中的铜杆进行再结晶退火,加热到400℃-500℃,保持1-1.5小时后然后在炉中等待冷却。
[0025]
s8:连轧机轧辊,冷却后继续连轧,通过连轧机,将铜杆轧制成线坯。
[0026]
s9:拉拔机拉拔,将步骤s8中连续轧制的线坯第二次再结晶退火,加热到450℃-600℃,保持1-1.5小时后然后在炉中等待冷却,经过拉拔机组获得铜线。
[0027]
步骤s4中氩气或氮气浓度选定为99%,步骤s5中结晶器水压为0.6mpa,结晶器出水温度控制在40℃,步骤s7中设定温度为500℃,步骤s9中第二次再结晶退火,温度设定为600℃。
[0028]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1