车辆门板内饰组装生产线及零部件供料装置的制作方法
[0001]
本实用新型实施例涉及生产组装技术领域,特别是涉及一种车辆门板内饰组装生产线及零部件供料装置。
背景技术:
[0002]
车辆的门板在生产组装过程,需要将数十个零部件组装为一体,尤其是高级轿车的车辆门板中集成有大量的感应电子元件,其体积小,数量多,需要将其拆分为多个组装工序,分别将多个零部件组装为一个组合部件,再将多个组合部件组装为一体成型为车辆的门板。
[0003]
在生产线中,为了提高生产效率,生产线一般都是流水线作业方式,每个工位组装数量不等的零件,为了达到要求的生产效率,线平衡必须达到相应的要求,因此每个工位组装的零件是固定的,不能想装哪个就装哪个,但由于整个车辆门板的所有待组装的零件是放置于一起上线的,每个工位的操作员就需要筛选自己工位所需组装的零件,导致了生产组装过程浪费工时,且易出现错装、漏装零件的问题。
技术实现要素:
[0004]
有鉴于此,本实用新型实施例提供一种车辆门板内饰组装生产线及零部件供料装置,主要目的在于提高车辆生产的组装效率。
[0005]
为达到上述目的,本实用新型实施例主要提供如下技术方案:
[0006]
一方面,本实用新型的实施例提供一种零部件供料装置,包括:
[0007]
零部件放置台,其设置有m个零部件放置槽m为大于等于4的正整数;
[0008]
m个标志,与m个零部件放置槽一一对应的设置于所述零部件放置台,其中,m个标志包括至少两种组装工位对应的标志,每种组装标志对应至少一个零部件放置槽。
[0009]
本实用新型实施例的目的及解决其技术问题还可采用以下技术措施进一步实现。
[0010]
可选的,前述的零部件供料装置,其中每种组装标志对应至少两个零部件放置槽。
[0011]
可选的,前述的零部件供料装置,其中至少两个零部件放置槽的尺寸不相同。
[0012]
可选的,前述的零部件供料装置,其中至少两个零部件放置槽的形状不相同。
[0013]
可选的,前述的零部件供料装置,其中m个零部件放置槽包括:矩形放置槽、圆形放置槽。
[0014]
可选的,前述的零部件供料装置,其中m个零部件放置槽布满于所述零部件放置台的台面。
[0015]
可选的,前述的零部件供料装置,其中每种组装工位对应的标志的颜色不同;或
[0016]
每种组装工位对应的标志的形状不同;或
[0017]
每种组装工位对应的标志的数量不同。
[0018]
可选的,前述的零部件供料装置,其中第i个零部件放置槽的体积用于放置n个第i种零部件,i为大于等于1小于等于m的正整数,n为大于等于2的正整数。
[0019]
可选的,前述的零部件供料装置,其中所述零部件放置台为托盘。
[0020]
另一方面,本实用新型的实施例提供一种车辆门板内饰组装生产线,包括:
[0021]
至少两个组装工位;
[0022]
输送装置,其零部件输送机构的输送路线依次穿过所述至少两个组装工位;
[0023]
上述的零部件供料装置,设置于所述输送装置的零部件输送机构。
[0024]
借由上述技术方案,本实用新型技术方案提供的车辆门板内饰组装生产线及零部件供料装置至少具有下列优点:
[0025]
本实施例提供的技术方案中,在零部件供料装置中可以放置m种零部件,即每个零部件放置槽可对应的放置不同的零部件,由于在每个零部件放置槽均对应的设置有标志,而m个标志中包括至少两种组装工位对应的标志,使得每种组装标志对应至少一个零部件放置槽。在对车辆门板内饰组装中,输送装置的零部件输送机构可将零部件供料装置依次输送穿过至少两个组装工位,每个组装工位的组装工人可以识别与其工位对应的标志,选择与其工位对应的标志所对应的零部件,即可以便于不同工位从同一个零部件放置槽中选择其对应至少一个零部件,从而可以提高车辆门板内饰的组装效率。同时,还可降低出现车辆门板内饰零部件错装、漏装的问题。
[0026]
上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型实施例的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
附图说明
[0027]
通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本实用新型的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
[0028]
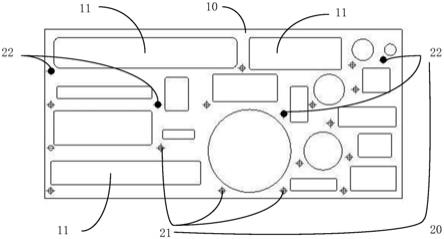
图1是本实用新型的实施例提供的一种车辆门板内饰组装生产线的零部件供料装置的结构示意图。
具体实施方式
[0029]
为更进一步阐述本实用新型为达成预定实用新型实施例目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型实施例提出的车辆门板内饰组装生产线及零部件供料装置其具体实施方式、结构、特征及其功效,详细说明如后。在下述说明中,不同的“一实施例”或“实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
[0030]
图1为本实用新型提供的零部件供料装置一实施例,可以应用于车辆门板内饰组装生产线,请参阅图1,本实用新型的一个实施例提出的零部件供料装置,包括:
[0031]
零部件放置台10,其设置有m个零部件放置,11,m为大于等于4的正整数;
[0032]
m个标志20,与m个零部件放置槽11一一对应的设置于所述零部件放置台10,其中,m个标志20包括至少两种组装工位对应的标志21,22,每种组装标志21,22对应至少一个零部件放置槽11。
[0033]
本实施例提供的技术方案中,在零部件供料装置中可以放置m种零部件,即每个零
部件放置槽可对应的放置不同的零部件,由于在每个零部件放置槽均对应的设置有标志,而m个标志中包括至少两种组装工位对应的标志,使得每种组装标志对应至少一个零部件放置槽。在对车辆门板内饰组装中,输送装置的零部件输送机构可将零部件供料装置依次输送穿过至少两个组装工位,每个组装工位的组装工人可以识别与其工位对应的标志,选择与其工位对应的标志所对应的零部件,即可以便于不同工位从同一个零部件放置槽中选择其对应至少一个零部件,从而可以提高车辆门板内饰的组装效率。同时,还可降低出现车辆门板内饰零部件错装、漏装的问题。
[0034]
零部件放置台根据工厂车间生产线需求设定不同的结构,例如可以为托盘,或者设置为车体,或者设置为吊台等。
[0035]
每种组装工位对应的标志可以实现便于不同的组装工位的组装工人区分即可,实施中,每种组装工位对应的标志的颜色不同,例如,第一工位对应的标志为红色,第二工位对应的标志为绿色,第二工位对应的标志为黄色。又或是,每种组装工位对应的标志的形状不同,例如,第一工位对应的标志为矩形,第二工位对应的标志为圆形,第二工位对应的标志为三角形。又或是,每种组装工位对应的标志的数量不同,例如,第一工位对应的标志为一个头像,第二工位对应的标志为两个头像,第二工位对应的标志为三个头像。
[0036]
m个标志与m个零部件放置槽一一对应的设置于所述零部件放置台中,可以将标志设置于零部件放置槽的统一方位,如每个标志均设置于零部件放置槽左下角或右下角等。
[0037]
其中,一个零部件放置台中的m个零部件放置槽可以组装一套组件,当然,也可以为组装至少两套组件,即,每个零部件放置槽内能够放置至少两个零部件即可。实施中,第i个零部件放置槽的体积用于放置n个第i种零部件,i为大于等于1小于等于m的正整数,n为大于等于2的正整数。每个组装工位的组装工人选取其工位对应的标志所对应的n个零部件,从而能够从一个零部件放置台中放置的的零部件选取并组装n套组件。
[0038]
需要说明的是,对应于不同的组装工位,不限于全部需要将两个零部件组装,也可能需要单独一个零部件的组装工位。通常的,不同的组装工位需要将至少两个零部件组装为一套组件,每种组装标志对应至少两个零部件放置槽。
[0039]
而实际中,不同的零部件的形状不同,实施中,不同零部件放置槽可以设置为不同的形状,至少两个零部件放置槽的形状不相同。为了便于形成规则图案,可以设置为常规图形,实施中,m个零部件放置槽包括:矩形放置槽、圆形放置槽。不同的零部件的体积不同,实施中,不同零部件放置槽可以设置为不同的尺寸,至少两个零部件放置槽的尺寸不相同。
[0040]
由于每中零部件的形状、尺寸可能存在较大差异,若将其一字排开,则会浪费大量的空闲区域。实施中,m个零部件放置槽可以分散布置,m个零部件放置槽布满于所述零部件放置台的台面,从而提高零部件放置台的空间利用率。
[0041]
基于同一构思,本实用新型提供一实施例,本实用新型的一个实施例提出的车辆门板内饰组装生产线,包括:
[0042]
至少两个组装工位;
[0043]
输送装置,其零部件输送机构的输送路线依次穿过所述至少两个组装工位;
[0044]
零部件供料装置,包括:
[0045]
零部件放置台,其设置有m个零部件放置槽m为大于等于4的正整数;
[0046]
m个标志,与m个零部件放置槽一一对应的设置于所述零部件放置台,其中,m个标
志包括至少两种组装工位对应的标志,每种组装标志对应至少一个零部件放置槽。
[0047]
零部件供料装置设置于所述输送装置的零部件输送机构。
[0048]
本实施例提供的技术方案中,在零部件供料装置中可以放置m种零部件,即每个零部件放置槽可对应的放置不同的零部件,由于在每个零部件放置槽均对应的设置有标志,而m个标志中包括至少两种组装工位对应的标志,使得每种组装标志对应至少一个零部件放置槽。在对车辆门板内饰组装中,输送装置的零部件输送机构可将零部件供料装置依次输送穿过至少两个组装工位,每个组装工位的组装工人可以识别与其工位对应的标志,选择与其工位对应的标志所对应的零部件,即可以便于不同工位从同一个零部件放置槽中选择其对应至少一个零部件,从而可以提高车辆门板内饰的组装效率。同时,还可降低出现车辆门板内饰零部件错装、漏装的问题。
[0049]
具体的,本实施例中所述的零部件供料装置可直接采用上述实施例提供的所述零部件供料装置,具体的实现结构可参见上述实施例中描述的相关内容,此处不再赘述。
[0050]
在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
[0051]
可以理解的是,上述装置中的相关特征可以相互参考。另外,上述实施例中的“第一”、“第二”等是用于区分各实施例,而并不代表各实施例的优劣。
[0052]
在此处所提供的说明书中,说明了大量具体细节。然而,能够理解,本实用新型的实施例可以在没有这些具体细节的情况下实践。在一些实例中,并未详细示出公知的结构和技术,以便不模糊对本说明书的理解。
[0053]
类似地,应当理解,为了精简本公开并帮助理解各个实用新型方面中的一个或多个,在上面对本实用新型的示例性实施例的描述中,本实用新型的各个特征有时被一起分组到单个实施例、图、或者对其的描述中。然而,并不应将该公开的装置解释成反映如下意图:即所要求保护的本实用新型要求比在每个权利要求中所明确记载的特征更多的特征。更确切地说,如下面的权利要求书所反映的那样,实用新型方面在于少于前面公开的单个实施例的所有特征。因此,遵循具体实施方式的权利要求书由此明确地并入该具体实施方式,其中每个权利要求本身都作为本实用新型的单独实施例。
[0054]
本领域技术人员可以理解,可以对实施例中的装置中的部件进行自适应性地改变并且把它们设置在与该实施例不同的一个或多个装置中。可以把实施例中的部件组合成一个部件,以及此外可以把它们分成多个子部件。除了这样的特征中的至少一些是相互排斥之外,可以采用任何组合对本说明书(包括伴随的权利要求、摘要和附图)中公开的所有特征以及如此公开的任何装置的所有部件进行组合。除非另外明确陈述,本说明书(包括伴随的权利要求、摘要和附图)中公开的每个特征可以由提供相同、等同或相似目的替代特征来代替。
[0055]
此外,本领域的技术人员能够理解,尽管在此所述的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本实用新型的范围之内并且形成不同的实施例。例如,在下面的权利要求书中,所要求保护的实施例的任意之一都可以以任意的组合方式来使用。本实用新型的各个部件实施例可以以硬件实现,或者以它们的组合实现。
[0056]
应该注意的是上述实施例对本实用新型进行说明而不是对本实用新型进行限制,
并且本领域技术人员在不脱离所附权利要求的范围的情况下可设计出替换实施例。在权利要求中,不应将位于括号之间的任何参考符号构造成对权利要求的限制。单词“包含”不排除存在未列在权利要求中的部件或组件。位于部件或组件之前的单词“一”或“一个”不排除存在多个这样的部件或组件。本实用新型可以借助于包括有若干不同部件的装置来实现。在列举了若干部件的权利要求中,这些部件中的若干个可以是通过同一个部件项来具体体现。单词第一、第二、以及第三等的使用不表示任何顺序。可将这些单词解释为名称。
[0057]
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1