一种铝基板码放出料线的制作方法
[0001]
本实用新型涉及铝基板制造设备领域,具体涉及一种铝基板码放出料线。
背景技术:
[0002]
目前,现有的铝基板多为人工码放,工作效率低,现有的铝基板出料装置缺少导向装置,导致出料时容易出现铝基板歪斜,需要人工进行矫正,这样增加了工人的劳动强度,不能适应现在的工厂生产需呀。
技术实现要素:
[0003]
本实用新型的目的就是针对上述之不足,而提供一种铝基板码放出料线。
[0004]
本实用新型它包括铝基板码放装置和铝基板分层出料装置,
[0005]
铝基板码放装置包括第二辊子输送机、机械手、放板推车和铜膜出料组件,
[0006]
第二辊子输送机的出料端的机架上设置有用于阻挡铝板前进的第一挡板,
[0007]
机械手的工作端设置有吸盘安装座,一组气动吸盘环形均布安装在吸盘安装座上,
[0008]
机械手位于第二辊子输送机出料端一侧,
[0009]
放板推车包括码放盒、码放盒安装座、一组码放盒升降弹簧和推车架,
[0010]
推车架的底部设置有一组万向轮,推车架的一侧设置有扶手,码放盒安装座通过一组码放盒升降弹簧安装在推车架的顶部,码放盒的顶部为敞口,码放盒的一端开有进料口,码放盒呈倾斜状固定安装在码放盒安装座上,
[0011]
铜膜出料组件包括辊子安装架、原料安装辊、一组引导辊、上压辊、驱动辊和铜膜切断机构,原料安装辊和一组引导辊依次排列活动安装在辊子安装架上,上压辊为中部凸起v形辊,驱动辊为与上压辊相配的中部凹陷v形辊,上压辊和驱动辊活动安装在辊子安装架上,上压辊和驱动辊之间形成铜膜整形间隙,通过伺服电动机和减速机驱动驱动辊旋转,
[0012]
铜膜切断机构包括切断台、固定切刀、活动切刀和活动切刀安装架,切断台的顶部设置有切刀安装槽,固定切刀安装在切刀安装槽内,活动切刀安装架安装在切断台上方,活动切刀安装架上设置有一对切刀同步驱动气缸,活动切刀安装在一对切刀同步驱动气缸的活塞杆端部,并位于固定切刀上方;
[0013]
第二辊子输送机、机械手、放板推车和铜膜出料组件依次排列,铜膜切断机构位于码放盒进料口和驱动辊之间;
[0014]
铝基板分层出料装置包括升降架、出料组件、一对液压升降装置、铝基板出料液压缸和一对第三辊子输送机,
[0015]
升降架两侧立柱上分别设置有第一滑轨,升降架两侧立柱之间分别设置有链条固定板,
[0016]
出料组件包括出料框架、一组第二板材支承部和四个第二送料辊,
[0017]
第二板材支承部包括一对第二板材放置杆和固定在第二板材放置杆两端的一对
第二板材放置杆支撑柱,
[0018]
第二板材放置杆的一端内壁上依次排列设置有一组第二进料滚轮,第二板材放置杆的另一端内壁上设置有第二出料滚轮,一对第二板材放置杆镜像分布,并分别通过第二板材放置杆支撑柱固定在出料框架的内,
[0019]
第二送料辊两端分别通过滚轮支架活动安装在出料框架的立柱上,其中一对第二送料辊位于一组第二板材支承部的进料端,其中另一对第二送料辊位于一组第二板材支承部的出料端,一组第二板材支承部由上至下依次排列位于出料框架内,相邻的两个第二板材支承部之间形成板材容纳区域,
[0020]
出料框架的底部镜像分布设置有一对链条连接板,出料框架的四根立柱上分别设置有一对与第一滑轨配合使用的导向滑轮,
[0021]
液压升降装置包括出料升降液压缸和一对链条,出料升降液压缸的活塞杆端部活动设置有一对与链条配合使用的链轮,一对液压升降装置呈对称分布,一对液压升降装置的链条一端分别固定在一对链条连接板上,一对液压升降装置的链条另一端分别固定在一对链条连接板上,
[0022]
一对第三辊子输送机位于一组第二板材支承部的出料端一侧,铝基板出料液压缸通过液压缸支架水平固定在一对第三辊子输送机之间,液压缸支架上设置有一对第二滑轨,一对第二滑轨位于出料框架内,铝基板出料液压缸的活塞杆端部设置有勾板爪,勾板爪的下部两侧分别设置有与第二滑轨配合使用的滑轮;
[0023]
铝基板码放装置的放板推车滑动安装在一对放板推车滑轨上,一对放板推车滑轨与铝基板分层出料装置之间设置有第四辊子输送机,第四辊子输送机一侧设置有放板机械手,第四辊子输送机的出料端与其中一个铝基板分层出料装置的一对第三辊子输送机进料端相连通。
[0024]
码放盒升降弹簧的两端分别设置有弹簧固定座。
[0025]
码放盒的内底面与水平面的夹角为α,α为10-20
°
。
[0026]
导向滑轮通过滑轮支架活动安装在出料框架的立柱上。
[0027]
第二进料滚轮和第二出料滚轮的辊面高于第二板材放置杆的顶面,第二板材放置杆的内壁上设置有一对支撑片,一对支撑片位于一组第二进料滚轮和第二出料滚轮之间。
[0028]
勾板爪由钩爪部和连接部组合而成,钩爪部顶部一侧设置有斜面,钩爪部的底部通过销轴活动安装在连接部上,钩爪部的一侧设置有用于阻挡钩爪部绕销轴旋转的第二挡板,一对第二滑轨安装在连接部的侧壁上,连接部的一端与铝基板出料液压缸的活塞杆端部固定连接。
[0029]
本实用新型优点是:铝板和铜膜自动码放,降低了工人的劳动强度,省时省力,出料速度快。
附图说明
[0030]
图1是本实用新型结构示意图。
[0031]
图2是本实用新型铝基板码放装置的结构示意图。
[0032]
图3是本实用新型放板推车的结构示意图。
[0033]
图4是本实用新型铜膜出料组件的结构示意图。
[0034]
图5是本实用新型铜膜切断机构的结构示意图。
[0035]
图6是本实用新型铜膜出料组件输送铜膜时的结构示意图。
[0036]
图7是本实用新型铝基板分层出料装置的结构示意图。
[0037]
图8是本实用新型隐藏辊子输送机的结构示意图。
[0038]
图9是本实用新型出料组件的结构示意图。
[0039]
图10是本实用新型铝基板出料液压缸结构示意图。
具体实施方式
[0040]
如附图所示,本实用新型它包括铝基板码放装置302和铝基板分层出料装置303,
[0041]
铝基板码放装置302包括第二辊子输送机61、机械手62、放板推车63和铜膜出料组件,
[0042]
第二辊子输送机61的出料端的机架上设置有用于阻挡铝板前进的第一挡板64,
[0043]
机械手62的工作端设置有吸盘安装座,一组气动吸盘环形均布安装在吸盘安装座上,
[0044]
机械手62位于第二辊子输送机61出料端一侧,
[0045]
放板推车63包括码放盒65、码放盒安装座66、一组码放盒升降弹簧67和推车架68,
[0046]
推车架68的底部设置有一组万向轮69,推车架68的一侧设置有扶手70,码放盒安装座66通过一组码放盒升降弹簧67安装在推车架68的顶部,码放盒65的顶部为敞口,码放盒65的一端开有进料口,码放盒65呈倾斜状固定安装在码放盒安装座66上,
[0047]
铜膜出料组件包括辊子安装架71、原料安装辊72、一组引导辊73、上压辊74、驱动辊75和铜膜切断机构,原料安装辊72和一组引导辊73依次排列活动安装在辊子安装架71上,上压辊74为中部凸起v形辊,驱动辊75为与上压辊74相配的中部凹陷v形辊,上压辊74和驱动辊75活动安装在辊子安装架71上,上压辊74和驱动辊75之间形成铜膜整形间隙,通过伺服电动机和减速机驱动驱动辊75旋转,
[0048]
铜膜切断机构包括切断台76、固定切刀77、活动切刀78和活动切刀安装架79,切断台76的顶部设置有切刀安装槽,固定切刀77安装在切刀安装槽内,活动切刀安装架79安装在切断台76上方,活动切刀安装架79上设置有一对切刀同步驱动气缸80,活动切刀78安装在一对切刀同步驱动气缸80的活塞杆端部,并位于固定切刀77上方;
[0049]
第二辊子输送机61、机械手62、放板推车63和铜膜出料组件依次排列,铜膜切断机构位于码放盒65进料口和驱动辊75之间;
[0050]
铝基板分层出料装置303包括升降架151、出料组件、一对液压升降装置、铝基板出料液压缸152和一对第三辊子输送机153,
[0051]
升降架151两侧立柱上分别设置有第一滑轨154,升降架151两侧立柱之间分别设置有链条固定板155,
[0052]
出料组件包括出料框架156、一组第二板材支承部和四个第二送料辊157,
[0053]
第二板材支承部包括一对第二板材放置杆158和固定在第二板材放置杆158两端的一对第二板材放置杆支撑柱159,
[0054]
第二板材放置杆158的一端内壁上依次排列设置有一组第二进料滚轮160,第二板材放置杆158的另一端内壁上设置有第二出料滚轮161,一对第二板材放置杆158镜像分布,
并分别通过第二板材放置杆支撑柱159固定在出料框架156的内,
[0055]
第二送料辊157两端分别通过滚轮支架活动安装在出料框架156的立柱上,其中一对第二送料辊157位于一组第二板材支承部的进料端,其中另一对第二送料辊157位于一组第二板材支承部的出料端,一组第二板材支承部由上至下依次排列位于出料框架156内,相邻的两个第二板材支承部之间形成板材容纳区域,
[0056]
出料框架156的底部镜像分布设置有一对链条连接板162,出料框架156的四根立柱上分别设置有一对与第一滑轨154配合使用的导向滑轮173,
[0057]
液压升降装置包括出料升降液压缸165和一对链条164,出料升降液压缸165的活塞杆端部活动设置有一对与链条164配合使用的链轮163,一对液压升降装置呈对称分布,一对液压升降装置的链条164一端分别固定在一对链条连接板162上,一对液压升降装置的链条164另一端分别固定在一对链条连接板162上,
[0058]
一对第三辊子输送机153位于一组第二板材支承部的出料端一侧,铝基板出料液压缸152通过液压缸支架水平固定在一对第三辊子输送机153之间,液压缸支架上设置有一对第二滑轨166,一对第二滑轨166位于出料框架156内,铝基板出料液压缸152的活塞杆端部设置有勾板爪167,勾板爪167的下部两侧分别设置有与第二滑轨166配合使用的滑轮168;
[0059]
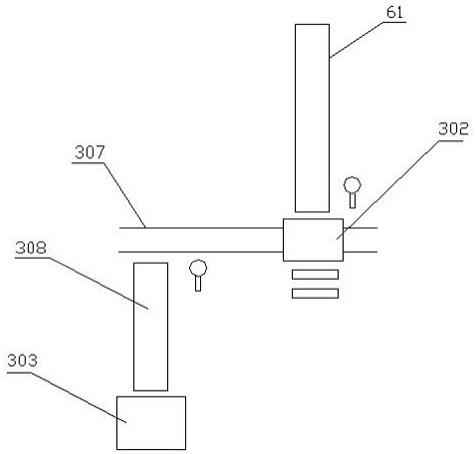
铝基板码放装置302的放板推车63滑动安装在一对放板推车滑轨307上,一对放板推车滑轨307与铝基板分层出料装置303之间设置有第四辊子输送机308,第四辊子输送机308一侧设置有放板机械手,第四辊子输送机308的出料端与其中一个铝基板分层出料装置303的一对第三辊子输送机153进料端相连通。
[0060]
码放盒升降弹簧67的两端分别设置有弹簧固定座。
[0061]
码放盒65的内底面与水平面的夹角为α,α为10-20
°
。
[0062]
导向滑轮173通过滑轮支架活动安装在出料框架156的立柱上。
[0063]
第二进料滚轮160和第二出料滚轮161的辊面高于第二板材放置杆158的顶面,第二板材放置杆158的内壁上设置有一对支撑片169,一对支撑片169位于一组第二进料滚轮160和第二出料滚轮161之间。
[0064]
勾板爪167由钩爪部170和连接部171组合而成,钩爪部170顶部一侧设置有斜面,钩爪部170的底部通过销轴活动安装在连接部171上,钩爪部170的一侧设置有用于阻挡钩爪部170绕销轴旋转的第二挡板172,一对第二滑轨166安装在连接部171的侧壁上,连接部171的一端与铝基板出料液压缸152的活塞杆端部固定连接。
[0065]
工作方式及原理:
[0066]
铝基板码放装置302铝板在涂覆绝缘层后输送至第二辊子输送机61的出料端,铝板被第一挡板64阻挡,后续的铝板依次排列在第二辊子输送机61的顶部,工作人员将托板、毡垫和不锈钢板依次铺设在码放盒65内,然后将放板推车63推至第二辊子输送机61和铜膜切断机构之间,机械手62通过一组气动吸盘吸起第二辊子输送机61出料端的一块铝板,将铝板放至码放盒65内,原料安装辊72上安装的铜膜卷输出的铜膜经过一组引导辊73送至上压辊74和驱动辊75之间,被上压辊74和驱动辊75压成弧形,使铜膜具有移动的刚度,铜膜能够瞬移移动到码放盒65内,盖在铝板上方,铜膜输出一定长度后,驱动辊75在伺服电机的作用下停止旋转,
[0067]
启动一对切刀同步驱动气缸80,带着活动切刀78下移将铜膜切断,一对切刀同步驱动气缸80带着活动切刀78回位。机械手62吸起下一块铝板放置在铝板放至码放盒65内,重复上述铜膜输送步骤即可交错铺装铝板和铜膜,直到铺设完毕,在铺设的过程中,码放盒65的重量逐渐增加,一组码放盒升降弹簧67随之收缩,使码放盒65的进口端一直与切断台76顶面保持在同一水平面。铜膜和铝板铺装完毕后,工作人员将放板推车63推出,在最上层铜膜上盖上不休钢板、毡垫和盖板。即可送至下一工位。
[0068]
铝基板分层出料装置303:由一对辊子输送机153送来铺装好的铝基板,铺装好的铝基板运动到一对辊子输送机153的出料端时,铝基板出料液压缸152的活塞杆伸出,通过勾板爪167带动铺装好的铝基板进入最底层的一对第二板材放置杆158上,最底层的铝基板输送完毕后铝基板出料液压缸152的活塞杆收回,一对出料升降液压缸165的活塞杆收回定量距离,使靠近出料框架156的链条伸长,远离出料框架156的链条随之缩短,出料框架156降下一定距离,使勾板爪167正好与下一块铝基板接触,铝基板出料液压缸152的活塞杆收回带动下一块铝基板输送至一对辊子输送机153上。重复上述动作,直到所有铝基板装满一组第二板材支承部。
[0069]
在铝基板进料时,四个第二送料辊157起到对铝基板导向作用,防止铝基板出现歪斜,一对支撑片169起到减小铝基板与第二板材放置杆158接触面积的作用,使出料更加流畅。在勾板爪167勾住铝基板时,第二挡板172贴紧在连接部171的端面上,阻止钩爪部170绕销轴旋转,使钩爪部170能顺利将铝基板勾出。当勾板爪167回位时,如碰到铝基板钩爪部170可以绕销轴旋转,避免反向推动铝基板。
[0070]
当铝基板进料时第二挡板172位于钩爪部170另一侧,使进料时只可推出铝基板。
[0071]
铝板出料装置301将一摞铝板翻面输出到铝基板码放装置302上,一层铝板一层铜膜依次铺装,铺装完毕后输送到铝基板分层出料装置303内,由其中一个铝基板分层出料装置303将铺装好的铝基板分层装好。等待运输装置转运。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1