一种提升卫生巾成型过程中输送稳定性的结构的制作方法
1.本申请涉及卫生巾成型的技术领域,尤其是涉及一种提升卫生巾成型过程中输送稳定性的结构。
背景技术:
2.卫生巾的主体生产完成之后需要在卫生巾主体的外侧包覆包装纸,卫生巾从上一工序传送到包装工序的过程中,由于外界环境的影响可能会造成卫生巾的歪斜,从而影响下一工序的包装。
3.现有技术中一般是企业委派专门的工作人员包装工序的前端查看是否有卫生巾歪斜的情况发生,并手动进行扶正。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:现有的需要人工进行扶正,增加了工作人员的工作量,同时增加了企业的生产成本。
技术实现要素:
5.为了解决上述技术方案需要工作人员手动扶正的问题,本申请提供一种提升卫生巾成型过程中输送稳定性的结构。
6.本申请提供的一种提升卫生巾成型过程中输送稳定性的结构采用如下技术方案:一种提升卫生巾成型过程中输送稳定性的结构,包括传送装置,传送装置位于包装工序的传送始端,传送装置的传送末端上方设置有将卫生巾摆正的拨正组件,拨正组件包括支柱、连杆和压板,支柱设置有两根,且对称固定连接在传送装置的上表面,连杆固定连接在支柱之间,且连杆与传送装置上表面平行与传送装置侧壁垂直,压板设置有多块,压板一端均与连杆转动连接,压板沿连杆的中心线做圆周运动,且压板剩余一端位于连杆靠近传送装置传送末端的一侧,压板与连杆之间设置有用于限制连杆位置的限位组件。
7.通过采用上述技术方案,卫生巾从上一工序传送到包装工序的过程中,卫生巾在传送装置上传送,卫生巾在传送过程中产生歪斜时,卫生巾靠近拨正组件一侧的一端先与压板抵接,此时传送装置继续传送,卫生巾靠近拨正组件一侧的剩余一端与压片接触,多块相同规格的压片,将卫生巾摆正,保证后的卫生巾推动压片,压片沿着连杆的中心线做圆周运动,卫生巾穿过压片传送到包装工序,拨正组件的设置不需要工作人员手动进行操作,减少了工作人员的工作量,降低了企业的生产成本同时提高了企业的生产效率。
8.优选的,限位组件包括限位环、套管和限位槽,限位环与压板固定连接,套管套设在连杆的周向外壁,并与连杆固定连接,限位槽开设在套管的周向外壁,限位环插接在限位槽内,并在限位槽内转动。
9.通过采用上述技术方案,当卫生巾想要穿过压板进入到下一工序时,沿着连杆的中心线做圆周运动,此时限位环在限位槽内转动,同时限位环的设置能防止限位环沿着连杆的长度方向移动,保证了压板之间的距离从而保证拨正组件能将卫生巾拨正,保证了下一工序的有序进行。
10.优选的,压板远离连杆的一侧固定连接有压块,压块下表面与传送装置的上表面平行。
11.通过采用上述技术方案,压块的设置增加了压板与卫生巾的接触面积,从而增加了拨正组件作用在卫生巾上的时间,提高了卫生巾被拨正组件拨正的概率。
12.优选的,压块靠近传送装置传动始端的一侧倒角。
13.通过采用上述技术方案,压块倒角能方便卫生巾靠近拨正组件的一侧进入到压块与传送装置之间,保证了拨正组件的使用效率同时保证了企业的生产效率。
14.优选的,相邻套管之间设置有用于调节套管之间距离的伸缩组件,伸缩组件包括滑块、滑槽和限位螺栓,滑槽开设在连杆的周向侧壁,且滑槽的开设方向与连杆的长度方向相同,滑块固定连接在套管的周向内壁,滑块滑动插接在滑槽内,滑块的滑动方向为滑槽的开设方向,限位螺栓一端贯穿套管并与套管螺纹连接,且限位螺栓与套管螺纹连接。
15.通过采用上述技术方案,当卫生巾的长度规格不同时,转动限位螺栓保证限位螺栓不与连杆抵接,此时推动套管,调节套管之间的相对距离,再转动限位螺栓,使限位螺栓与连杆紧紧抵接,伸缩组件能调节压片之间的相对距离,从而使拨正组件能适应不同规格的卫生巾使用,提高了拨正组件的实用性。
16.优选的,传送装置包括机架、主动辊、从动辊、转动电机和传送皮带,主动辊位于机架的一端并与机架转动连接,从动辊转动连接在机架远离主动辊的一端,传送皮带绷设在主动辊与从动辊之间,转动电机的输出轴与主动辊固定连接,转动电机与机架固定连接,传送皮带上表面开设有透气孔,传送装置下方设置有用于将卫生巾吸附在传送带上表面的吸附组件。
17.通过采用上述技术方案,传送装置在传送卫生巾时,启动转动电机,转动电机带动主动辊转动,绷设在主动辊和从动辊之间的传送皮带转动,同时带动从动辊转动,在吸附组件的作用下卫生巾吸附在传送皮带的上表面,并随着传送皮带的转动移动,达到了稳定传送卫生巾的目的。
18.优选的,吸附组件包括抽风机、壳体和连接管,壳体固定连接机架的下表面,连接管连通抽风机和壳体。
19.通过采用上述技术方案,传送装置传动卫生巾时,启动抽风机,抽风机将壳体与传送装置之间的空间抽成负压状态,空气有穿过透气孔进入到壳体与传送装置之间的空隙中的趋势,从而将卫生巾吸附在传送装置的上表面。
20.优选的,拨正组件靠近传送装置传送末端的一侧设置有压实组件,压实组件包括压实电机、传动辊、压实辊、压实皮带和连接板,连接板固定连接在机架上表面,连接板与机架上表面垂直且与机架侧壁平行,转动电机与连接板固定连接,转动电机的输出轴与传动辊固定连接,压实辊设置有两个,且均与连接板转动连接,压实皮带绷设在传动辊和压实辊之间。
21.通过采用上述技术方案,卫生巾经过拨正组件拨正之后进入到压实皮带与传送皮带之间的空隙中,此时压实电机带动传动辊,传动辊带动压实皮带和压实辊传动,实现卫生巾向下一工序传送的目的的同时还能防止卫生巾再次歪斜,达到了保证企业生产效率的效果。
22.综上所述,本申请包括以下至少一种有益技术效果:
23.1.拨正组件的设置能将在传送装置上的卫生巾拨正,保证下一工序的正常进行,同时不在需要工作人员手动将卫生巾摆正,减少了工作人员的工作量,降低了企业的生产成本,同时提高了企业的生产效率;
24.2.吸附组件的设置增加了卫生巾在传送装置上的稳定性,保证卫生巾能跟随传送皮带的转动而移动;
25.3.卫生巾从拨正组件传动到下一工序的过程中,压实组件的设置能防止卫生巾再次发生歪斜,达到了保证下一工序有效进行的效果,达到了保证企业稳定生产的效果。
附图说明
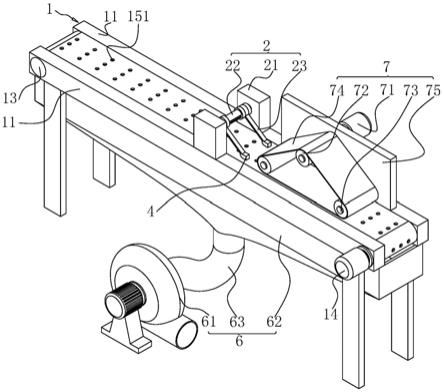
26.图1是本申请实施例的整体结构示意图;
27.图2是为显示传送装置的整体结构示意图;
28.图3是为显示伸缩组件的部分零件示意图。
29.图中,1、传送装置;11、机架;12、主动辊;13、从动辊;14、转动电机;15、传送皮带;151、透气孔;2、拨正组件;21、支柱;22、连杆;23、压板;3、限位组件;31、限位环;32、套管;33、限位槽;4、压块;5、伸缩组件;51、滑块;52、滑槽;53、限位螺栓;6、吸附组件;61、抽风机;62、壳体;63、连接管;7、压实组件;71、压实电机;72、传动辊;73、压实辊;74、压实皮带;75、连接板。
具体实施方式
30.以下结合附图1
‑
3对本申请作进一步详细说明。
31.参考图1和图2,提升卫生巾成型过程中输送稳定性的结构包括传送装置1,传送装置1位于靠近包装工序传送始端的一侧,传送装置1传送末端上方设置有用于将卫生巾拨正的拨正组件2,拨正组件2包括支柱21、连杆22和压板23,支柱21设置有两根,支柱21对称固定连接在传送装置1的上表面侧壁,连杆22固定连接在支柱21之间,且连杆22与传送装置1的上表面平行与传送装置1的侧壁垂直,压板23设置有多块,本实施例中压板23设置有两块,压板23一端与传送装置1转动连接,剩余一端向靠近传送装置1传送末端的一侧倾斜,并与传送装置1的上表面抵接,压板23转动时沿着连杆22的中心线做圆周运动,卫生巾从上一工序传送到包装工序的过程中可能会产生歪斜,影响包装工序的正常进行,歪斜的卫生巾靠近拨正组件2的一侧中的一端先与压板23抵接,此时传送装置1继续转动,卫生巾靠近拨正组件2的一侧中的剩余一端与压板23抵接之后,卫生巾推动压板23沿着连杆22的中心线做圆周运动,此时卫生巾穿过拨正组件2进入到下一工序,拨正组件2的设置不需要工作人员手动将卫生巾拨正,达到了减少工作人员工作量,降低企业生产成本,同时提高企业生产效率的效果。
32.参照图3,压板23与连杆22之间设置有限制压板23转动方向的限位组件3,限位组件3包括限位环31、套管32和限位槽33,限位组件3设置有多组,且限位组件3的数量与压板23的数量相同,套管32固定套设在连杆22的周向外壁,相邻套管32之间具有一定的距离,限位槽33开设在套管32的周向外壁,限位环31与压板23靠近连杆22的一端固定连接,限位环31插接在限位槽33内,且限位环31沿着连杆22的中心线在限位槽33内转动,限位组件3的设置保证了压板23的转动稳定性,同时能防止压板23沿着连杆22的长度方向移动。
33.参照图,1,压板23远离连杆22的一端固定连接有压块4,压块4靠近传送装置1的一侧下表面倒角,压块4的设置增加了压板23与卫生巾的接触面积,从而增加了拨正组件2作用在卫生巾上的时间,从而减少了卫生巾经过拨正组件2仍处于歪斜状态的概率,压块4倒角能方便卫生巾进入压块4与传送装置1之间的空隙中,提高了卫生巾经过拨正组件2时的流畅性,从而保证了企业的生产效率。
34.参照图3,相邻套管32之间设置有用于调节套管32之间距离的伸缩组件5,伸缩组件5包括滑块51、滑槽52和限位螺栓53,滑槽52开设在连杆22的周向外壁,且滑槽52的开设方向与连杆22的长度方向相同,滑块51固定连接在套管32的周向内壁,滑块51插接在滑槽52内,并沿着滑槽52的开设方向滑动,限位螺栓53贯穿套管32侧壁并与连杆22外壁抵接,且限位螺栓53与套管32螺纹连接,当卫生巾的长度规格不同时,转动限位螺栓53,保证限位螺栓53不与连杆22抵接,此时推动套管32从而实现相邻套管32间距离的调节,再转动限位螺栓53,限位螺栓53与连杆22外壁紧紧抵接,从而使拨正组件2能适应不同规格的卫生巾使用。
35.参照1和图2,传送装置1包括机架11、主动辊12、从动辊13、转动电机14和传送皮带15,主动辊12位于机架11的一端并与机架11转动连接,从动辊13位于机架11远离主动辊12的一端,传送皮带15绷设在主动辊12和从动辊13之间,转动电机14与机架11固定连接,且转动电机14的输出轴与主动辊12固定连接,传送皮带15上表面开设有透气孔151,传送装置1下表面设置有用于将卫生巾吸附在传送装置1上表面的吸附组件6。
36.参照图1,吸附组件6抽风机61、壳体62和连接管63,壳体62固定连接在传送装置1的下表面,并与机架11固定连接,连接管63连通抽风机61与壳体62,传送装置1在传送卫生巾时,启动抽风机61,抽风机61将壳体62与传送装置1之间的空间抽成负压状态,此时外界空气有穿过透气孔151的趋势,此时将卫生巾吸附在传送皮带15上表面,吸附组件6的设置增加了卫生巾与吸附组件6连接的稳定性。
37.参照图1,拨正组件2靠近传送装置1传送末端的一侧设置有将卫生巾压实的压实组件7,压实组件7包括压实电机71、传动辊72、压实辊73、压实皮带74和连接板75,连接板75固定连接在机架11上表面,连接板75与机架11上表面垂直且与机架11的侧壁平行,压实电机71固定连接在连接板75侧壁,且压实电机71的输出轴与传动辊72固定连接,传动辊72的转动轴线与传送装置1的上表面平行且与连接板75垂直,压实辊73设置有两个,压实辊73与连接板75转动连接,压实辊73位于传动辊72的下方,压实皮带74绷设在传送辊与压实辊73之间,卫生巾经过拨正组件2之后进入压实皮带74与传送皮带15之间的空隙中,压实组件7将卫生巾按压在传送装置1上表面,并随着传送装置1的转动而移动,压实组件7的设置提高了卫生巾传送到下一工序的稳定性。
38.本申请实施例一种提升卫生巾成型过程中输送稳定性的结构的实施原理为:将卫生巾从传送装置1的传送始端放置在传送装置1的上表面,此时吸附组件6将卫生巾吸附在传送装置1的上表面,在传送装置1的作用下卫生巾向靠近下一工序的方向移动,经过拨正组件2时,拨正组件2将卫生巾拨正,再经过压实组件7传送到下一工序,在整个传送的过程中,不需要工作人员手动将卫生巾扶正,达到了减少工作人员工作量,降低企业生产成本,同时提高企业生产效率的效果。
39.本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护
范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1