卧式型材组上料机构的制作方法
1.本实用新型关于一种机械结构,其具体为一种型材输送领域中的大型传递输送结构。
背景技术:
2.型材在挤压成型之后,需要进行锯切定长,后续需进行时效、喷涂或其他表面加工处理,型材需要通过输送机构运送至时效炉内,工人将定尺锯切后的型材打孔,并将3~5根型材卧式方式下串联成一组,每一组卧式型材上两端及中间至少一个位置上设置有挂钩,在每个挂钩位置,工人将该组卧式型材的各个挂钩挂到输送机构上。
3.值得说明的是,每一根型材6米,3~5根的一组型材又长又重,加之输送机构一般为持续运转的循环输送线,工人们需要追逐输送线上料,耗时耗力,安全性低,效率不高,工人的工作环境差。
技术实现要素:
4.为了解决储料区人工上料的问题,本新型提出一种机械上料设备,实现上料机械化。
5.本实用新型提供卧式型材组上料机构,其包含悬挂暂存装置、输送装置,及自悬挂暂存装置将卧式型材组移送至输送装置的机械移送机构;所述输送装置设置在悬挂暂存装置及机械移送机构之间。
6.其中,所述悬挂暂存装置上设置有若干第一悬吊位置,所述输送装置上设置有第二悬吊位置,所述卧式型材组通过一组传送钩吊装在所述第一悬吊位置或第二悬吊位置上;所述机械移送机构包含有沿xyz方向移动的机械手,所述机械手与所述传送钩形状相适配。
7.其中,所述传送钩上端为双倒钩结构,一端朝向悬挂暂存装置设置,另一端朝向输送装置设置,所述传送钩上设置有卡固位,所述卡固位与所述机械手形状相适配。
8.其中,所述悬挂暂存装置为循环输送悬挂暂存装置,具有上料端及卸料端,其包含相对设置的且同步运行的循环输送线,两循环输送线之间间隔设置有若干挂料杆,每一条挂料杆对应着挂设型材的第一悬吊位置。
9.使用本设备,工人仅需在上料端,将型材组,挂设在挂料杆上,其后的工序全部为机械操作,悬挂暂存装置上设置大量的挂料杆,可以暂时存储多组卧式型材组,大大提升了设备的效率。
附图说明
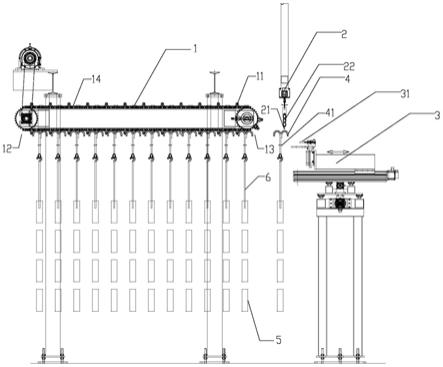
10.图1为本新型卧式型材组上料机构中悬挂暂存装置、输送装置、及机械移送机构的布置示意图。
11.图2为图1的左侧视图。
12.图号说明:
13.1——悬挂暂存装置
14.11——第一悬吊位置
15.12——上料端
16.13——卸料端
17.14——循环输送线
18.15——挂料杆
19.2——输送装置
20.21——第二悬吊位置
21.22——输送链条
22.3——机械移送机构
23.31——机械手
24.4——传送钩
25.41——夹持块
26.5——卧式型材组
27.6——型材固定挂钩。
具体实施方式
28.本实用新型铝型材悬吊传送机构,包含有暂存及输送卧式型材组的悬挂暂存装置1、将型材输送至下一工艺程序的输送装置2,及自悬挂暂存装置1将卧式型材组移送至输送装置2的机械移送机构3。
29.如图1和图2所示,所述悬挂暂存装置1为循环输送机构,其包含相对设置的且同步运行的循环输送线14,图左侧显示了上料端12,右侧为卸料端13,两循环输送线14之间设置有挂料杆15,所述循环输送线上间隔设置若干挂料杆15,每一条挂料杆15对应着挂设型材的第一悬吊位置11。其中,每一组卧式型材5上设置的型材固定挂钩6,所述型材固定挂钩6通过传送钩4挂设在所述第一悬吊位置11处的挂料杆15上。所述传送钩4上端为双倒钩结构,左侧钩一端朝向悬挂暂存装置1设置,右侧钩朝向输送装置2设置。所述传送钩4上还设置有夹持块41。每一组卧式型材5通过左侧钩挂设在挂料杆15上。所述悬挂暂存装置1的功能是暂存和输送多组卧式型材5,其沿着图1中的左侧水平向右侧移动,抵达卸料端13的每一组卧式型材5将通过机械移送机构3传送至输送装置2上,所述输送装置2为一条输送线,其沿垂直图面的方向输送,其逐一接收每一组卧式型材5,线性输送。
30.其中,所述输送装置2设置在悬挂暂存装置1及机械移送机构3之间,输送装置2沿图面垂直位置延伸设置,至少于接收型材的这段,与悬挂暂存装置1对应设置,接收型材后,其线性传送每一组卧式型材组至下一个加工工序,输送装置2包含输送链条22,输送链条22上依次设置有第二悬吊位置21,每一组卧式型材5的传送钩4的右侧钩挂设在输送链条22的第二悬吊位置21上。
31.其中,所述机械移送机构3包含有沿xyz方向移动的机械手31,所述机械手31与所述传送钩4形状相适配,尤其是所述夹持块41与所述机械手31相配合。
32.使用本设备,工人仅需在上料端,将型材组,挂设在挂料杆15上,其后的工序全部
为机械操作,无需人工追逐输送装置2的输送链条22。每一组卧式型材5于下料端,机械手31开启,其夹持传送钩4上的夹持块41,将每一组卧式型材5自悬挂暂存装置1上取下,将其挂设在输送装置2的输送链条22上。此操作反复进行,在这个工序中,工人仅需要在上料端进行上料,悬挂暂存装置上设置大量的挂料杆15,可以暂时存储多组卧式型材组,大大提升了设备的效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1