一种隔条上下料机的制作方法
1.本实用新型涉及生产机械设备技术领域,特别涉及一种隔条上下料机。
背景技术:
2.型材在生产过程中,生产的工艺流程较多,经常需要从一个工位搬运至另一个工位,为了提高搬运效率,往往会设置多个间隔设置的隔条,然后将多个型材都放在隔条上,然后同时对整排或全部的隔条进行抓取、移动,以实现大量型材的搬运。现有技术中的铝型材堆垛机、铝型材码料机,都需要隔条来配合运作从而对铝型材进行堆垛码料。搬运到位的铝型材进入相应的制程设备后又需要将隔条整理回收,循环供应到堆垛机或码料机。为此,本领域的技术人员希望能有一种隔条的上下料机,能够为隔条的上下料提供便捷。
技术实现要素:
3.本实用新型目的在于提供一种隔条上下料机,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
4.为解决上述技术问题所采用的技术方案:
5.一种隔条上下料机,包括:
6.机架;
7.隔条取放装置,所述隔条取放装置设于所述机架的上侧,所述隔条取放装置包括:
8.取放手爪,所述取放手爪的左右两侧均设有相向设置的能够卡入隔条端部的卡设部,所述取放手爪设有用于驱动所述卡设部沿左右方向滑动的夹持气缸;
9.手爪安装架,所述取放手爪安装于所述手爪安装架;
10.移载机构,所述移载机构分别于所述机架以及所述手爪安装架连接,所述移载机构用于驱动所述手爪安装架沿前后方向和上下方向移动。
11.本实用新型的有益效果是:通过夹持气缸带动卡设部左右滑动,使得所述取放手爪能够将隔条夹持固定,通过移载机构带动手爪安装架使得取放手爪能够带动夹持着的隔条移动,以实现隔条的搬运,从而实现隔条的上下料。
12.作为上述技术方案的进一步改进,所述移载机构包括升降组件和平移组件,所述升降组件沿前后方向滑动安装于所述机架,所述平移组件安装于所述机架并与所述升降组件连接。通过上述的技术方案,通过平移组件驱动所述升降组件相对机架前后滑动,通过升降组件驱动所述手爪安装架上下升降,使得取放手爪能够分别进行前后方向或上下方向的滑动,以实现隔条的搬运上下料动作。
13.作为上述技术方案的进一步改进,所述平移组件设于所述机架的上端后部,所述升降组件设于所述平移组件的前方,所述取放手爪安装于所述手爪安装架的下侧,所述升降组件与所述手爪安装架的上侧固定连接。通过上述的技术方案,升降组件能够从机架前部往前滑出,配合安装在手爪安装架下侧的取放手爪,便于将隔条搬运到外设的存储件中。
14.作为上述技术方案的进一步改进,所述升降组件包括安装横板、升降电缸、直线轴
承和导向杆,所述安装横板滑动安装于所述机架,所述升降电缸和直线轴承均沿上下方向固定安装于所述安装横板,所述导向杆与所述手爪安装架固定连接并与所述直线轴承沿上下方向滑动连接,所述升降电缸的输出轴与所述手爪安装架活动铰接。通过上述的技术方案,通过导向杆和直线轴承的配合使得手爪安装架能够相对安装横板沿上下方向滑动,通过电缸控制手爪安装板的升降,以完成取放手爪的升降动作。
15.作为上述技术方案的进一步改进,所述平移组件包括平移电缸,所述平移电缸朝前固定安装于所述机架,所述平移电缸的输出轴与所述安装横板活动铰接。通过上述的技术方案,通过平移电缸带动所述安装横板相对机架前后滑动,以完成取放手爪的前后平移动作。
16.作为上述技术方案的进一步改进,所述手爪安装架安装有感应光电,所述感应光电用于感应隔条框内的隔条高度。通过上述的技术方案,通过感应光电来判断上下料位置的隔条以及隔条存储件中的隔条,使得取放手爪能够准确地对隔条进行取放。
17.作为上述技术方案的进一步改进,所述取放手爪设有两个夹持块和两个夹持气缸,所述卡设部设于所述夹持块,两个所述夹持块分别沿左右方向滑动安装于所述手爪安装架的左右两侧,两个所述卡设部相向设置,两个所述夹持气缸分别驱动两个所述夹持块左右滑动。通过上述的技术方案,两个夹持块能够通过夹持气缸控制相互靠近或远离,使得两个卡设部能够卡入隔条的两端将隔条夹持,又能从隔条的两端脱离将隔条松开。
18.作为上述技术方案的进一步改进,所述取放手爪有多个,多个所述取放手爪沿前后方向等间距排列并固定安装于所述手爪安装架。通过上述的技术方案,通过多个取放手爪同时对多个隔条进行搬运上下料,提高上下料效率。
19.作为上述技术方案的进一步改进,还包括外设的隔条框,所述隔条框用于收纳隔条,所述机架前端的左右两侧设有引导板,所述机架的前方设有用于放置所述隔条框的限位架。通过上述的技术方案,通过隔条框对隔条进行收纳,便于隔条的转移搬运,隔条框通过所述引导板引导放置于所述限位架进行定位,便于取放手爪能够准确地在隔条框中取放隔条。
20.作为上述技术方案的进一步改进,所述隔条框的底部设有叉车承托部,所述隔条框设有多个隔条收纳槽,所述隔条收纳槽设有向上的开口,所述隔条收纳槽的数量不少于所述取放手爪的数量,多个所述隔条收纳槽沿前后方向等间距排列设置,所述隔条收纳槽的间距与所述取放手爪的间距一致。通过上述的技术方案,通过所述叉车承托部能够方便对隔条框进行搬运,所述隔条收纳槽的数量不少于所述取放手爪的数量,使得多个取放手爪能够同时伸入到隔条框内进行取放料。
附图说明
21.下面结合附图和实施例对本实用新型做进一步的说明;
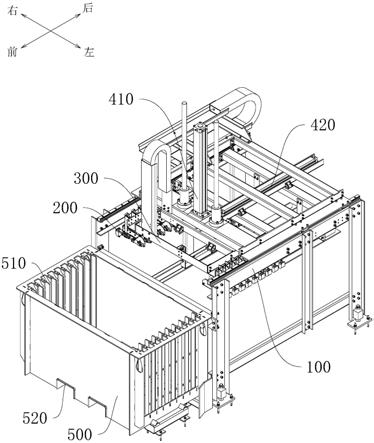
22.图1是本实用新型所提供的隔条上下料机,其一实施例的立体示意图;
23.图2是本实用新型所提供的隔条上下料机,其一实施例的侧视图;
24.图3是本实用新型所提供的隔条上下料机,其一实施例的俯视图;
25.图4是本实用新型所提供的隔条上下料机,其一实施例的前视图;
26.图5是本实用新型所提供的手爪安装架和取放手爪,其一实施例的前视图。
27.100、机架,110、引导板,120、限位架,200、取放手爪,210、夹持气缸,220、卡设部,230、夹持块,300、手爪安装架,400、移载机构,410、升降组件,411、安装横板,412、升降电缸,413、直线轴承,414、导向杆,420、平移电缸,500、隔条框,510、隔条收纳槽,520、叉车承托部。
具体实施方式
28.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
29.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.在本实用新型的描述中,如果具有“若干”之类的词汇描述,其含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。
31.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
32.参照图1至图2,本实用新型的隔条上下料机作出如下实施例:
33.一种隔条上下料机,包括机架100、隔条取放装置和隔条框500。
34.所述机架100为钢材拼接成型件。所述机架100前端的左右两侧设有引导板110,所述机架100的前方设有用于放置所述隔条框500的限位架120。
35.所述隔条取放装置包括:手爪安装架300、取放手爪200和移载机构400。
36.所述移载机构400包括升降组件410和平移组件。所述升降组件410沿前后方向滑动安装于所述机架100,所述平移组件安装于所述机架100并与所述升降组件410连接。
37.所述升降组件410包括安装横板411、升降电缸412、直线轴承413和导向杆414,所述安装横板411滑动安装于所述机架100,所述升降电缸412和直线轴承413均沿上下方向固定安装于所述安装横板411,所述导向杆414与所述手爪安装架300固定连接并与所述直线轴承413沿上下方向滑动连接,所述升降电缸412的输出轴与所述手爪安装架300活动铰接。
38.所述平移组件包括平移电缸420,所述平移电缸420朝前固定安装于所述机架100,所述平移电缸420的输出轴与所述安装横板411活动铰接。
39.所述取放手爪200设有两个夹持块230和两个夹持气缸210。所述夹持块230设有能够卡入隔条端部的夹持部,两个所述夹持块230分别沿左右方向滑动安装于所述手爪安装架300的左右两侧,两个所述卡设部220相向设置,两个所述夹持气缸210均沿左右方向设置,两个所述夹持气缸210分别固定安装于所述手爪安装架300的左右两侧,两个所述夹持气缸210的活塞杆分别与两个所述夹持块230固定连接。
40.所述取放手爪200有九个,所述九个取放手爪200沿前后方向等间距排列并均安装
于所述手爪安装架300的下侧。
41.所述隔条框500的底部设有叉车承托部520,所述隔条框500设有九个隔条收纳槽510,所述隔条收纳槽510设有向上的开口,九个所述隔条收纳槽510沿前后方向等间距排列设置,所述隔条收纳槽510的间距与所述取放手爪200的间距一致。
42.参照图1至图5,在使用本实用新型的隔条上下料机进行隔条下料时:首先,将机架100架设在需要进行下料的隔条的上方,所述隔条框500放置于所述机架100前方的限位架120上并卡设于所述机架100前端的两块引导板110之间。接着,所述升降组件410的升降电缸412往下伸出,带动所述安装横板411往下滑动,使得手爪安装架300带动所述取放手爪200往下运动,直到所述夹持块230的卡设部220与隔条的左右两端相平齐。接着,所述夹持气缸210带动所述取放手爪200的两个夹持块230相向滑动,将两个卡设部220分别卡入隔条的左右两端。然后,所述升降电缸412往上缩回,使得取放手爪200将隔条夹起。而后,平移电缸420往前伸出,带动所述升降组件410、手爪安装架300和取放手爪200一起往前滑动,使得隔条被夹持带动往前运动到隔条框500的上方,每个取放手爪200均与下方的隔条隔条收纳槽510对应。这时,升降电缸412往下伸出,将夹持的隔条往下放入到相应的隔条收纳槽510内之后,所述取放手爪200的夹持气缸210动作使得两个夹持块230往两侧运动将隔条松开。然后,升降电缸412和平移电缸420依次缩回,使得取放手爪200从隔条框500往上伸出并往后缩回下料位置,等待进行下一次下料。
43.在使用本实用新型的隔条上下料机进行隔条上料时,动作顺序与下料时相反,通过升降组件410和平移组件带动取放手爪200从隔条框500的隔条收纳槽510内将隔条夹取并放置到上料位。
44.在一些实施例中,所述取放手爪200的数量可以根据实际情况选择,所述隔条收纳槽510的数量不少于所述取放手爪200的数量,所述隔条收纳槽510的数量为输送取放手爪200的数量的整数倍为佳,便于在取放手爪200每次满取满放将隔条框500放满。
45.以上对本实用新型的较佳实施方式进行了具体说明,但本实用新型并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1