一种软抽纸中包机传动上料交替整理装置及整理方法与流程
1.本发明涉及软抽纸上料整理技术领域,具体涉及一种软抽纸中包机传动上料交替整理装置及整理方法。
背景技术:
2.全自动软抽纸中包机主要用于各种规格的软抽纸巾的套袋包装,代替传统人工包装,具有速度快,包装整齐美观的特点。
3.现有技术存在以下不足:现有的软抽纸包装设备中的自动理料装置大多数都是通过人工对软抽纸进行排列整理,然后放置到相应的输送设备上,由于部分软抽纸比较薄,在传送的过程中容易出现散乱的现象,从而导致软抽纸的不易整理以及自动上料。
4.因此,发明一种软抽纸中包机传动上料交替整理装置很有必要。
技术实现要素:
5.为此,本发明提供一种软抽纸中包机传动上料交替整理装置,通过在进料台顶部设置夹板对软抽纸的固定,以及夹送组件的设置和格挡套的设置能有效的将软抽纸进行模块化固定,从而有效的对软抽纸进行上料时进行固定,以解决部分软抽纸比较薄,在传送的过程中容易出现散乱的现象,从而导致软抽纸的不易整理以及自动上料的问题。
6.为了实现上述目的,本发明提供如下技术方案:一种软抽纸中包机传动上料交替整理装置,包括机体,机体顶部设有上料机构;
7.所述上料机构包括进料台,所述进料台一侧固定连接有输送台,所述输送台一侧固定连接有推送台,所述进料台顶部设有进料机构,所述输送台顶部设有输送机构,所述推送台顶部设有拨送机构。
8.优选的,所述进料机构包括传动皮带,所述进料台两端均设有托辊,所述托辊通过轴承与进料台转动连接,所述传动皮带设于托辊外侧且与托辊活动套接,进料台一侧固定连接有第一电机,所述托辊一端与第一电机输出端均固定连接有第一齿轮,所述第一齿轮外侧活动套接有传送皮带,所述进料台两侧均固定连接有支撑架,所述支撑架一侧顶部设有活动杆,所述活动杆设于支撑架一侧且与支撑架活动套接,所述活动杆一侧固定连接有夹板,所述支撑架顶部转动连接有转动把手,所述转动把手与活动杆啮合连接。
9.优选的,所述进料台一侧设有夹送组件,所述夹送组件包括转动杆,所述进料台顶部远离夹板一侧固定连接有承载台,所述转动杆设于承载台顶部四角处且与承载台转动连接,所述转动杆底部固定连接有第一锥齿轮,所述转动杆外侧活动套接有输送皮带,所述进料台底部一侧固定连接有第二电机,所述承载台底部转动连接有连接杆,所述连接杆外侧两端均固定连接有第二锥齿轮,所述第二锥齿轮与第一锥齿轮啮合连接,所述连接杆一端与第二电机输出端外侧均活动套接有链条带,所述活动杆外侧与承载台顶部均固定连接有检测电眼。
10.优选的,所述输送机构包括第一传动链条,所述第一传动链条设于输送台外侧且
与输送台活动套接,所述第一传动链条顶部固定连接有多个格挡套,多个所述格挡套呈均匀阵列分布,所述输送台一侧固定连接有支撑板,所述支撑板一侧两端均滑动连接有驱动杆,所述驱动杆靠近格挡套一端固定连接有定位板,所述定位板顶部固定连接有第一定位检测器。
11.优选的,所述拨送机构包括第二传动链条,所述推送台顶部两侧均固定连接有隔离板,所述隔离板一侧两端均设有第一转动轴,所述第一转动轴设于隔离板一侧且通过轴承与隔离板转动连接,所述隔离板一侧固定连接有第三电机,所述第一转动轴一端与第三电机输出端固定连接,所述第一转动轴外侧设有第三齿轮,所述第三齿轮通过轴承与第一转动轴固定连接,所述第二传动链条设于第三齿轮外侧且与第三齿轮啮合连接,所述第二传动链条顶部固定连接有多个第一拨杆,多个所述第一拨杆呈圆周阵列分布,所述第一拨杆跟随第二传动链条呈顺时针转动,所述隔离板一侧固定连接有第二定位检测器。
12.优选的,所述推送台远离隔离板一侧设有第二转动轴,所述第二转动轴通过轴承与推送台转动连接,所述第二转动轴外侧固定连接有第二齿轮,所述第二齿轮外侧设有第三传动链条,所述第三传动链条设于第二齿轮外侧且与第二齿轮啮合连接,所述第三传动链条顶部固定连接有多个第二拨杆,多个所述第二拨杆呈圆周阵列分布,所述第二拨杆跟随第三传动链条呈逆时针转动。
13.优选的,所述推送台顶部设有夹紧推运组件,所述夹紧推运组件包括夹紧杆,所述推送台顶部一侧固定连接有固定板,所述固定板顶部滑动连接有滑动板,所述夹紧杆与滑动板固定连接,所述夹紧杆一侧活动铰接有导向板,所述隔离板一侧固定连接有第三定位检测器。
14.优选的,所述进料台一侧设有夹送组件,所述夹送组件包括压合板,所述进料台顶部一侧固定连接有支撑竖板,所述支撑竖板顶部固定连接有支撑横板,所述支撑横板顶部两侧均活动套接有滑动杆,所述压合板设于滑动杆底部且与滑动杆固定连接,所述支撑横板顶部固定连接有夹送气缸。
15.优选的,所述进料台一侧设有夹送组件,所述夹送组件包括传送带,所述进料台顶部远离夹板一侧固定连接有固定竖板,所述固定竖板一侧两端均滑动连接有滚动辊,所述传送带设于滚动辊外侧且与滚动辊活动套接。
16.一种软抽纸中包机传动上料交替整理的整理方法,包括以下步骤:
17.s1:放置软抽纸:使用者将软抽纸侧立放置在两侧的夹板中间,通过转动把手带动活动杆移动,从而将夹板中部的软抽纸进行固定,然后通过托辊带动传动皮带的转动,从而使得软抽纸进入承载台顶部。
18.s2:整理软抽纸:使用者通过第一锥齿轮与第二锥齿轮之间的啮合连接带动输送皮带的转动,从而将软抽纸整齐的固定在两个输送皮带内部并进行运输,同时通过检测电眼的检测使得软抽纸整齐的进入格挡套一侧,通过多个格挡套的设置使得每个软抽纸拥有独立的排列工位,从而对软抽纸进行不同的包装的自动排列并移动到下一个工位,避免软抽纸过于轻薄而发生散乱的问题出现。
19.s3:传动软抽纸:通过第一定位检测器对软抽纸的位置进行检测,同时控制定位板对软抽纸的位置进行固定和整理,然后使用者通过第二传动链条对格挡套内部的软抽纸进行传动,并传动到隔离板内部。
20.s4:推送软抽纸:使用者通过第二传动链条带动第一拨杆转动,通过第三传动链条带动第二拨杆转动,通过设置多个第一拨杆和第二拨杆随第二传动链条和和第三传动链条的转动而转动,能有效的对排列好的松散软抽纸输送到指定位置并拨送到夹紧工位,从而确保软抽纸的整齐排列,然后通过夹紧杆以及导向板与夹紧杆之间的活动铰接的设置,使得进入夹紧工位的物料在夹紧杆的夹持下推送到装置工位,最后通过相应的装置设备对软抽纸进行包装。
21.本发明的有益效果是:
22.1、本发明通过在进料台顶部设置夹板对软抽纸的固定,以及夹送组件的设置和格挡套的设置能有效的将软抽纸进行模块化固定,从而有效的对软抽纸进行上料时进行固定,有效的解决了部分软抽纸比较薄,在传送的过程中容易出现散乱的现象,从而导致软抽纸的不易整理以及自动上料的问题。
23.2、本发明通过夹板的设置能有效的将传动皮带顶部的软抽纸由传统的卧式传送变为侧立传送,从而加大了传送的软抽纸的数量,更加节省人力物力。
24.3、本发明通过设置多个格挡套能有效的使得每个软抽纸拥有独立的排列工位,从而对软抽纸进行不同的包装的自动排列并移动到下一个工位,避免软抽纸过于轻薄而发生散乱的问题出现。
25.4、本发明通过设置多个第一拨杆和第二拨杆能有效的对排列好的松散软抽纸输送到指定位置并拨送到夹紧工位,从而确保软抽纸的整齐排列。
26.5、本发明通过夹紧杆的设置能有效的使得进入夹紧工位的物料在夹紧杆的夹持下推送到工位。
附图说明
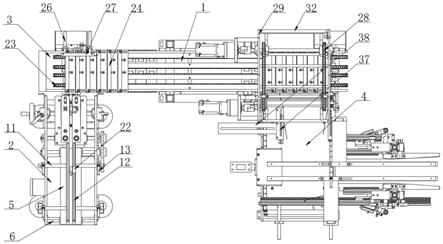
27.图1为本发明提供的整体结构顶部示意图;
28.图2为本发明提供的整体结构示意图;
29.图3为本发明提供的图2中a部结构放大图;
30.图4为本发明提供的图2中b部结构放大图;
31.图5为本发明提供的夹板结构示意图;
32.图6为本发明提供的输送皮带结构示意图;
33.图7为本发明提供的第二拨杆结构示意图;
34.图8为本发明提供的实施例2结构示意图;
35.图9为本发明提供的实施例3结构示意图;
36.图中:1机体、2进料台、3输送台、4推送台、5传动皮带、6托辊、7第一电机、8第一齿轮、9传送皮带、10支撑架、11活动杆、12夹板、13转动把手、14转动杆、15承载台、16第一锥齿轮、17输送皮带、18第二电机、19连接杆、20第二锥齿轮、21链条带、22检测电眼、23第一传动链条、24格挡套、 25第三电机、26驱动杆、27定位板、28第二传动链条、29隔离板、30第一转动轴、31第三齿轮、32第一拨杆、33第二转动轴、34第二齿轮、35第三传动链条、36第二拨杆、37夹紧杆、38滑动板、39导向板、40压合板、41支撑横板、42滑动杆、43夹送气缸、44传送带、45固定竖板、46滚动辊。
具体实施方式
37.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
38.实施例1:
39.参照附图1
‑
7,本发明提供的一种软抽纸中包机传动上料交替整理装置,包括机体1,机体1顶部设有上料机构;
40.所述上料机构包括进料台2,所述进料台2一侧固定连接有输送台3,所述输送台3一侧固定连接有推送台4,所述进料台2顶部设有进料机构,所述输送台3顶部设有输送机构,所述推送台4顶部设有拨送机构;
41.进一步地,所述进料机构包括传动皮带5,所述进料台2两端均设有托辊6,所述托辊6通过轴承与进料台2转动连接,所述传动皮带5设于托辊6外侧且与托辊6活动套接,所述进料台2两侧均固定连接有支撑架10,所述支撑架10 一侧顶部设有活动杆11,所述活动杆11设于支撑架10一侧且与支撑架10活动套接,所述活动杆11一侧固定连接有夹板12,所述支撑架10顶部转动连接有转动把手13,所述转动把手13与活动杆11啮合连接;
42.进一步地,所述进料机构包括传动皮带5,所述进料台2两端均设有托辊6,所述托辊6通过轴承与进料台2转动连接,所述传动皮带5设于托辊6外侧且与托辊6活动套接,进料台2一侧固定连接有第一电机7,所述托辊6一端与第一电机7输出端均固定连接有第一齿轮8,所述第一齿轮8外侧活动套接有传送皮带9,所述进料台2两侧均固定连接有支撑架10,所述支撑架10一侧顶部设有活动杆11,所述活动杆11设于支撑架10一侧且与支撑架10活动套接,所述活动杆11一侧固定连接有夹板12,所述支撑架10顶部转动连接有转动把手13,所述转动把手13与活动杆11啮合连接,通过夹板12的设置能有效的将传动皮带5顶部的软抽纸由传统的卧式传送变为侧立传送,从而加大了传送的软抽纸的数量,更加节省人力物力;
43.进一步地,所述进料台2一侧设有夹送组件,所述夹送组件包括转动杆14,所述进料台2顶部远离夹板12一侧固定连接有承载台15,所述转动杆14设于承载台15顶部四角处且与承载台15转动连接,所述转动杆14底部固定连接有第一锥齿轮16,所述转动杆14外侧活动套接有输送皮带17,所述进料台2底部一侧固定连接有第二电机18,所述承载台15底部转动连接有连接杆19,所述连接杆19外侧两端均固定连接有第二锥齿轮20,所述第二锥齿轮20与第一锥齿轮16啮合连接,所述连接杆19一端与第二电机18输出端外侧均活动套接有链条带21,所述活动杆11外侧与承载台15顶部均固定连接有检测电眼22,通过第一锥齿轮16与第二锥齿轮20之间的啮合连接带动输送皮带17的转动,从而将软抽纸整齐的固定在两个输送皮带17内部并进行运输,同时通过检测电眼22的检测使得软抽纸整齐的进入格挡套24一侧;
44.进一步地,所述输送机构包括第一传动链条23,所述第一传动链条23设于输送台3外侧且与输送台3活动套接,所述第一传动链条23顶部固定连接有多个格挡套24,多个所述格挡套24呈均匀阵列分布,所述输送台3一侧固定连接有支撑板,所述支撑板一侧两端均滑动连接有驱动杆26,所述驱动杆26靠近格挡套24一端固定连接有定位板27,所述定位板27顶部固定连接有第一定位检测器,通过定位板27的设置能有效的对散乱的软抽纸进行一端的固定以及整理,通过多个格挡套24的设置使得每个软抽纸拥有独立的排列工位,从而对软抽纸进行不同的包装的自动排列并移动到下一个工位,避免软抽纸过于轻薄而发生散乱
的问题出现;
45.进一步地,所述拨送机构包括第二传动链条28,所述推送台4顶部两侧均固定连接有隔离板29,所述隔离板29一侧两端均设有第一转动轴30,所述第一转动轴30设于隔离板29一侧且通过轴承与隔离板29转动连接,所述隔离板 29一侧固定连接有第三电机25,所述第一转动轴30一端与第三电机25输出端固定连接,所述第一转动轴30外侧设有第三齿轮31,所述第三齿轮31通过轴承与第一转动轴30固定连接,所述第二传动链条28设于第三齿轮31外侧且与第三齿轮31啮合连接,所述第二传动链条28顶部固定连接有多个第一拨杆32,多个所述第一拨杆32呈圆周阵列分布,所述第一拨杆32跟随第二传动链条28 呈顺时针转动,所述隔离板29一侧固定连接有第二定位检测器;
46.进一步地,所述推送台4远离隔离板29一侧设有第二转动轴33,所述第二转动轴33通过轴承与推送台4转动连接,所述第二转动轴33外侧固定连接有第二齿轮34,所述第二齿轮34外侧设有第三传动链条35,所述第三传动链条 35设于第二齿轮34外侧且与第二齿轮34啮合连接,所述第三传动链条35顶部固定连接有多个第二拨杆36,多个所述第二拨杆36呈圆周阵列分布,所述第二拨杆36跟随第三传动链条35呈逆时针转动;
47.进一步地,所述推送台4顶部设有夹紧推运组件,所述夹紧推运组件包括夹紧杆37,所述推送台4顶部一侧固定连接有固定板,所述固定板顶部滑动连接有滑动板38,所述夹紧杆37与滑动板38固定连接,所述夹紧杆37一侧活动铰接有导向板39,所述隔离板29一侧固定连接有第三定位检测器,通过设置多个第一拨杆32和第二拨杆36随第一传动链条23和第二传动链条28的转动而转动,能有效的对排列好的松散软抽纸输送到指定位置并拨送到夹紧工位,从而确保软抽纸的整齐排列。
48.一种软抽纸中包机传动上料交替整理的整理方法,包括以下步骤:
49.s1:放置软抽纸:使用者将软抽纸放置在两侧的夹板12中间,通过转动把手13带动活动杆11移动,从而将夹板12中部的软抽纸进行固定,然后通过托辊6带动传动皮带5的转动,从而使得软抽纸进入承载台15顶部。
50.s2:整理软抽纸:使用者通过第一锥齿轮16与第二锥齿轮20之间的啮合连接带动输送皮带17的转动,从而将软抽纸整齐的固定在两个输送皮带17内部并进行运输,同时通过检测电眼22的检测使得软抽纸整齐的进入格挡套24 一侧,通过多个格挡套24的设置使得每个软抽纸拥有独立的排列工位,从而对软抽纸进行不同的包装的自动排列并移动到下一个工位,避免软抽纸过于轻薄而发生散乱的问题出现。
51.s3:传动软抽纸:通过第一定位检测器对软抽纸的位置进行检测,同时控制定位板27对软抽纸的位置进行固定和整理,然后使用者通过第二传动链条28 对格挡套24内部的软抽纸进行传动,并传动到隔离板29内部。
52.s4:推送软抽纸:使用者通过第二传动链条28带动第一拨杆32转动,通过第三传动链条35带动第二拨杆36转动,通过设置多个第一拨杆32和第二拨杆36随第二传动链条28和第三传动链条35的转动而转动,能有效的对排列好的松散软抽纸输送到指定位置并拨送到夹紧工位,从而确保软抽纸的整齐排列,然后通过夹紧杆37以及导向板39与夹紧杆37之间的活动铰接的设置,使得进入夹紧工位的物料在夹紧杆37的夹持下推送到装置工位,最后通过相应的装置设备对软抽纸进行包装。
53.实施例2:
54.参照附图8,本发明提供的一种软抽纸中包机传动上料交替整理装置,与实施例1不同的是,所述进料台2一侧设有夹送组件,所述夹送组件包括压合板40,所述进料台2顶部一侧固定连接有支撑竖板,所述支撑竖板顶部固定连接有支撑横板41,所述支撑横板41顶部两侧均活动套接有滑动杆42,所述压合板40设于滑动杆42底部且与滑动杆42固定连接,所述支撑横板41顶部固定连接有夹送气缸43。
55.使用过程如下:在使用本发明时,使用者将软抽纸放置在两侧的夹板 12中间,通过转动把手13带动活动杆11移动,从而将夹板12中部的软抽纸进行固定,然后通过托辊6带动传动皮带5的转动,从而使得软抽纸进入支撑竖板内部,然后使用者通过夹送气缸43移动滑动杆42,使得压合板40向下移动,从而使得软抽纸固定在压合板40底部,进而使得软抽纸整齐的进入格挡套24 一侧,通过多个格挡套24的设置使得每个软抽纸拥有独立的排列工位,从而对软抽纸进行不同的包装的自动排列并移动到下一个工位,避免软抽纸过于轻薄而发生散乱的问题出现。
56.实施例3:
57.参照附图9,本发明提供的一种软抽纸中包机传动上料交替整理装置,与实施例1不同的是,所述进料台2一侧设有夹送组件,所述夹送组件包括传送带44,所述进料台2顶部远离夹板12一侧固定连接有固定竖板45,所述固定竖板45一侧两端均滑动连接有滚动辊46,所述传送带44设于滚动辊46外侧且与滚动辊46活动套接。
58.使用过程如下:在使用本发明时,使用者将软抽纸侧立放置在两侧的夹板12中间,通过转动把手13带动活动杆11移动,从而将夹板12中部的软抽纸进行固定,然后通过托辊6带动传动皮带5的转动,从而使得软抽纸进入两个传送带44的内部,通过传送带44的转动带动软抽纸的移动以及对软抽纸进行固定,从而使得软抽纸固定在两个传送带44内部,并使得软抽纸整齐的进入格挡套24一侧,通过多个格挡套24的设置使得每个软抽纸拥有独立的排列工位,从而对软抽纸进行不同的包装的自动排列并移动到下一个工位,避免软抽纸过于轻薄而发生散乱的问题出现。
59.以上所述,仅是本发明的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本发明加以修改或将其修改为等同的技术方案。因此,依据本发明的技术方案所进行的任何简单修改或等同置换,尽属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1