护边加强型牛皮纸卷包装机的制作方法
1.本发明属于造纸行业专用设备,具体涉及一种适用于造纸企业纸卷输送生产线上对纸卷进行护边加强型牛皮纸包装的包装机。
背景技术:
2.为方便储存及转运,纸机生产出来的原纸卷通常都需要进行牛皮纸包装。采用常规的牛皮纸包装机,一般牛皮纸包装层数在1.5
‑
3.5层。实际生产中受环境温湿度及储存运输过程存在不确定性因素的影响,经常出现牛皮纸破裂、防护失效的情况,牛皮纸包装失效的主要形式是护边破裂。如果采用增加牛皮纸包装层数的方式,既降低了设备的工作效率,又造成大量牛皮纸的浪费。
技术实现要素:
3.本发明旨在提供一种护边加强型牛皮纸卷包装机,以克服上述现有技术的不足之处,本发明采用的技术方案:护边加强型牛皮纸卷包装机,包括原纸卷输送机、驱动装置、折边系统、送纸系统、施胶切纸系统、过纸板及电气控制系统。其有一套护边搁纸架横移装置、两套护边牛皮纸搁纸架、两套护边送纸切纸装置;护边搁纸架横移装置采用落地式安装在纸卷包装机后方墙板上,护边牛皮纸搁纸架落在搁纸架横移装置的轨道上通过同步带回路传动可实现左右护边纸卷搁纸架沿轨道横向移动,护边牛皮纸安装在搁纸架的胀轴上,左右侧护边送纸装置分别与左右侧护边牛皮纸搁纸架连接成整体。
4.所述的护边搁纸架横移装置包括驱动回路、移动托板、机架、盖板、轨道,用于横移的轨道分布在采用型材拼成的框架两侧,通过减速电机及同步带形成闭环回路驱动其上方的底板沿横移轨道左右移动。
5.所述的护边牛皮纸搁纸架包括底部框架、护边牛皮纸收放卷减速电机、搁纸架机架、护边牛皮纸收提升装置、纸卷胀轴,护边牛皮纸搁纸架分为两套对称布置在护边搁纸架横移装置的左右两侧的横移底板上。
6.所述的护边送纸切纸装置包括机架、护边切纸装置、护边送纸驱动装置,机架采用连接杆及紧固件与护边搁纸架横移装置中的移动托板连接成为一体,通过驱动回路牵引机架横向移动;护边切纸装置及护边送纸驱动装置安装在机架内,通过减速电机驱动送纸辊与压纸辊压合将护边牛皮纸送出护边送纸切纸装置。
7.本发明将牛皮纸护边包装与常规牛皮纸包装机相结合,采用独立的护边搁纸架横移装置、护边牛皮纸搁纸架、护边送纸装置、护边切纸装置以及配套的电气控制系统,实现护边牛皮纸的送纸、缠绕、切纸动作,将护边牛皮纸包裹在原纸卷的圆周护边上,取得了很好的效果。与现有技术相比,本发明将护边牛皮纸包装系统集成到普通的牛皮纸包装机上,纸卷进行牛皮纸包装的同时,将护边牛皮纸植入到被包装纸卷的护边位置,通过驱动辊缠
绕,将护边牛皮纸包裹在原纸卷上。避免了单独的护边牛皮纸植入及包装,减少了包装耗材的使用,同时也保证了包装机的工作效率。
附图说明
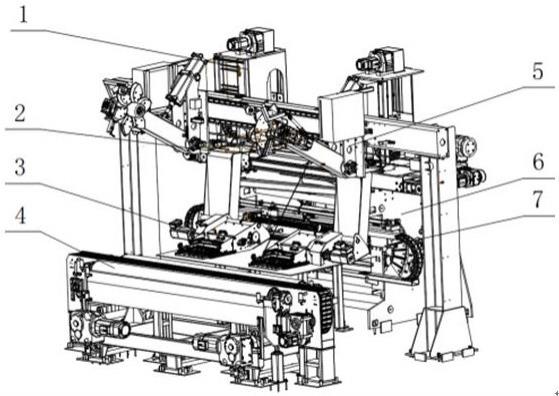
8.图1为护边加强型牛皮纸纸卷包装机结构示意图。
9.图中:1
‑
护边牛皮纸搁纸架,2
‑
护边搁纸架横移装置,3
‑
护边送纸切纸装置,4
‑
在线驱动装置,5
‑
折边系统,6
‑
送纸系统,7
‑
施胶切纸系统。
10.图2为护边搁纸架横移装置的结构示意图。
11.图中:101
‑
驱动回路,102
‑
移动托板,103
‑
机架,104
‑
盖板,105
‑
轨道。
12.图3为护边牛皮纸搁纸架示意图。
13.图中:201
‑
底架,202
‑
护边牛皮纸收放卷减速电机,203
‑
搁纸架机架,204
‑
护边牛皮纸收提升装置,205
‑
纸卷胀轴。
14.图4为护边送纸切纸装置示意图。
15.图中:301
‑
机架,302
‑
护边切纸装置,303
‑
护边送纸驱动装置。
具体实施方式
16.图1~图4展示了本发明的一个实施例。
17.如图1所示:护边加强型牛皮纸卷包装机,包括1
‑
护边牛皮纸搁纸架,2
‑
护边搁纸架横移装置,3
‑
护边送纸切纸装置,4
‑
在线驱动装置,5
‑
折边系统,6
‑
送纸系统,7
‑
施胶切纸系统。其有1套序2
‑
护边搁纸架横移装置、2套序1
‑
护边牛皮纸搁纸架、2套序3
‑
护边送纸切纸装置;2
‑
护边搁纸架横移装置采用落地式安装在纸卷包装机后方墙板上,1
‑
护边牛皮纸搁纸架落在2
‑
护边搁纸架横移装置的轨道上,通过同步带回路传动可实现左右护边纸卷搁纸架沿轨道横向移动,护边牛皮纸安装在搁纸架的胀轴上,3
‑
护边送纸切纸装置分别与左右侧护边牛皮纸搁纸架连接成整体,并装配在送纸通道上靠近被包装纸卷的位置。
18.如图2所示:护边搁纸架横移装置包括101
‑
驱动回路(2套),102
‑
移动托板(2套),103
‑
机架(1套),104
‑
盖板(1套),105
‑
轨道(2根)。103
‑
机架为框架结构,105
‑
轨道(2根)平行分布在机架两侧;102
‑
移动托板下方安装行走轮部件,可沿105
‑
轨道水平移动;101
‑
驱动回路采用减速电机驱动、同步带传动的方式,驱动回路中的102
‑
移动托板来回移动;104
‑
盖板采用螺栓固定在103
‑
机架上方。101
‑
驱动回路采用闭环控制方式:采用传感器检测被包装纸卷宽度信息传并回plc控制系统,根据plc程序计算,控制减速电机驱动102
‑
移动托板移动到设定位置,驱动轴上自带的编码器反馈102
‑
移动托板的位置信息。
19.如图3所示:护边牛皮纸搁纸架主要包括201
‑
底架,202
‑
护边牛皮纸收放卷减速电机,203
‑
搁纸架机架,204
‑
护边牛皮纸收提升装置,205
‑
纸卷胀轴。201
‑
底架落地安装在102
‑
移动托板上,203
‑
搁纸架机架坐落在201
‑
底架上,204
‑
护边牛皮纸收提升装置安装在203
‑
搁纸架机架顶部,用于将护边牛皮纸提升一定高度;护边牛皮纸安装在205
‑
纸卷胀轴上,胀轴在纸卷纸芯内部胀开,通过摩擦力及纸芯微量形变形成整体,202
‑
护边牛皮纸收放卷减速电机直连在205
‑
纸卷胀轴尾部,通过减速电气驱动205
‑
纸卷胀轴及胀轴上的护边牛皮纸同步转动。
20.如图4所示:护边送纸切纸装置主要包括301
‑
机架,302
‑
护边切纸装置,303
‑
护边
送纸驱动装置。301
‑
机架采用连接杆及紧固件与护边搁纸架横移装置中的102
‑
移动托板连接成为一体,通过101
‑
驱动回路牵引301
‑
机架横向移动;302
‑
护边切纸装置及303
‑
护边送纸驱动装置安装在301
‑
机架内,通过减速电机驱动送纸辊与压纸辊压合将护边牛皮纸送出护边送纸切纸装置;当系统给出护边切纸信号时,302
‑
护边切纸装置的切刀辊转动并将护边牛皮纸切断。
21.护边加强型牛皮纸纸卷包装机工作过程:纸卷经4
‑
在线驱动装置输送并停靠在纸卷包装工位,6
‑
送纸系统将合适宽度的包装纸送出,7
‑
施胶切纸系统对纸头切齐并施胶,2
‑
护边搁纸架横移装置及1
‑
护边牛皮纸搁纸架根据纸卷幅宽横移到护边位置,3
‑
护边送纸装置送出护边牛皮纸,包装纸及护边牛皮纸缠绕在原纸卷上,3
‑
护边切纸装置切断护边牛皮纸,7
‑
施胶切纸系统在包装纸尾部施胶并断纸,5
‑
折边系统将包装纸及护边牛皮纸一起折叠并抚平在纸卷端面;纸卷及护边牛皮纸包装完成后转移至下一工位,本设备进入下一循环。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1