一种具有抹平面料功能的智能化面料收卷设备的制作方法
文档序号:26856014发布日期:2021-10-09 04:06阅读:130来源:国知局
导航: X技术> 最新专利>包装,储藏,运输设备的制造及其应用技术
1.本发明涉及智能纺织技术领域,具体为一种具有抹平面料功能的智能化面料收卷设备。
背景技术:
2.面料收卷装置主要是对制成的面料进行收卷,但现有的收卷装置中,缺少对面料褶皱的检测和处理工序,同时针对软硬程度不同的面料,其出现褶皱的概率也是不同的,偏软材质的面料在进行运输过程中出现褶皱的概率明显要大于硬性材质,因此在进行软质材料的面料褶皱检测时,应当适当的降低检测速度,从而对褶皱处进行充分时间检测和抹平,当材质较硬时,可进行运输速度的加快,以节省时间,同时在进行面料抹平时,目前的装置也缺乏一种针对性的抹平工序,从而使面料的除褶效果不佳。因此,设计实用性强和可针对面料材质及褶皱度自动进行不同等级处理以增强抹平效果的一种具有抹平面料功能的智能化面料收卷设备是很有必要的。
技术实现要素:
3.本发明的目的在于提供一种具有抹平面料功能的智能化面料收卷设备,以解决上述背景技术中提出的问题。
4.为了解决上述技术问题,本发明提供如下技术方案:一种具有抹平面料功能的智能化面料收卷设备,包括运输机构和智能抹平兼运输面料系统,其特征在于:所述运输机构包括支架,所述支架的上方后半部分设置有处理箱,所述处理箱包括有前面板,所述处理箱的左侧面安装有显示屏,所述处理箱的左侧设置有压辊一,所述压辊一的表面设置有若干感应囊,所述压辊一的中间设置有转轴一,所述压辊一的一端设置有电机一,所述转轴一与电机一的旋转轴固定连接,所述前面板的内部开设有滑轨一,所述滑轨一的内部滑动连接有移动轴承,所述移动轴承包括有外圈、内圈和滚珠,所述外圈与滑轨一的内部相接触,所述滑轨一位于处理箱外部的一侧设置有压辊二,所述压辊二的内部固定有转轴二,所述处理箱的内部安装有电机二,所述转轴二与电机二旋转轴固定连接,所述电机二的下方设置有压板,所述外圈的底部固定连接有连杆,所述压板的右侧与连杆的左侧固定连接,所述压板的下方设置有液压缸一,所述液压缸一的一侧设置有液泵二,所述液泵二与液压缸一的内部管道连接,所述处理箱的内部设置有水箱,所述压辊二的表面设置有渗水膜,所述渗水膜的内部与水箱的内部水管连接,所述支架的内部设置有集尘网。
5.根据上述技术方案,所述前面板表面位于滑轨一的右侧轴承连接有压辊三,所述压辊三的中间设置有转轴三,所述转轴三与前面板连接处设置有轴承一,所述轴承一的外圈内部安装有吸尘桶,所述吸尘桶的表面开设有若干孔槽,所述处理箱的内部安装有电机三,所述电机三内旋转轴与转轴三轴承连接,所述压辊三表面上开设有若干吸尘孔,所述转轴三远离前面板的一端安装有一组固定杆,一组所述固定杆的另一端分别固定有叶轮,所述叶轮的右侧设置有挡板,所述挡板的中间与转轴三的端部转动连接,所述挡板的表面开
设有出气口。
6.根据上述技术方案,所述压辊三下方的前面板上转动连接有压辊四,所述压辊四的内部连接有转轴四,所述转轴四位于处理箱内部的一端电连接有电机四,所述压辊四的表面包覆有加热板。
7.根据上述技术方案,所述支架的右侧下方设置有滑轨二,所述滑轨二的上方滑动连接有移动架,所述移动架的上方安装有收卷桶,所述收卷桶的内部电连接有旋转电机,所述滑轨二的左侧安装有一组液压缸二,所述液压缸二的内部分别滑动连接有活塞杆,所述活塞杆的一端与移动架的前端固定连接,所述液压缸二的内部均管道连接有传输机构。
8.根据上述技术方案,所述智能抹平兼运输面料系统包括面料检测模块、数据处理模块和智能运行模块,所述面料检测模块包括面料判断模块、褶皱感应模块、坐标定位模块和延时模块,所述数据处理模块包括数据库、数据采集模块、数据计算模块和数据传输模块,所述智能运行模块包括温度控制模块、承压控制模块、转速调整模块和移动架定位模块;所述面料检测模块与数据处理模块电连接,所述数据处理模块与智能运行模块电连接,所述面料判断模块和褶皱感应模块均与感应囊内部电连接,所述坐标定位模块与压辊一电连接,所述温度控制模块与加热板电连接,所述承压控制模块与液泵二的内部电连接,所述转速调整模块与电机三电连接,所述转速调整模块内部也与电机一、电机二、电机四的内部电连接,所述移动架定位模块与传输机构电连接。
9.根据上述技术方案,所述面料判断模块用于检测传输面料的种类,并将结果传输到数据库内部,所述褶皱感应模块用于检测所途经面料的褶皱度z,所述坐标定位模块用于将经过压辊一的面料建立坐标系,从而对褶皱处进行定位,所述延时模块包括延时模块一和延时模块二,所述延时模块一用于电机一的工作延时,所述延时模块二用于将褶皱处面料传输与压辊二移动过程进行延时处理,使压辊二精准对褶皱处进行抹平,数据库用于储存现有的面料的相对摩擦力范围以及相应种类并标号,再与传输的结果进行对比,将对比结果传输到显示屏上,所述数据采集模块用于对褶皱度z的收集,以及位置信息采集,所述数据计算模块用于根据采集到的数据进行移动架的移动距离计算和压辊二的移动距离计算,以及压辊三的转速计算,所述数据传输模块用于将移动架的移动距离、压辊二的移动距离以及压辊三的转速s的计算结果分别传输到移动架定位模块、承压控制模块和转速调整模块内部,从而触发相关的命令,所述转速调整模块包括转速调整模块一和转速调整模块二,所述转速调整模块一用于调整电机三内的转轴三的转速,所述转速调整模块二用于同步调整电机一、电机二和电机四内的转轴速度,所述温度控制模块用于根据面料序号、褶皱度z以及褶皱位置进行温度调控。
10.根据上述技术方案,所述智能抹平兼运输面料系统的运行包含以下步骤:s1:处理箱内部开始工作,电机一先不进行工作,先借助人力将面料依次从压辊一下方、压辊二上方、压辊三与压辊四之间传输到收卷桶上,并且对刚与压辊一接触的面进行坐标轴建立,旋转电机工作并带动收卷桶进行旋转,由此带动面料进行收卷工序;s2:利用公式,可以求出面料的相对摩擦力f,其中,为转轴一未转动
时的转动阻力,为未启动电机一时压辊一的转动速度,为电机二带动将此数据传输到数据库内部,将此得数传输到数据库中并进行面料摩擦力范围对比,由此得出面料种类;s3:在面料的运输过程中,感应囊不断与面料接触,并通过不同的压力度对褶皱进行感应,并将此信号进行定位,再将其传输到数据采集模块中,之后根据采集到的数据,进行移动架的移动距离、压辊二的移动距离以及压辊三的转速s的计算,之后再将数据进行传输;s4:针对褶皱处进行压辊二的位置移动,由此改变褶皱处的压平力度,同时水箱出水对褶皱处进行湿润;s5:加湿后的褶皱在压辊二的作用下进行拉平,使褶皱处实现充分的拉伸;s6:拉伸后的褶皱在运行到压辊三和压辊四之间时,加热板通过温度控制模块进行不同温度的改变,加热板的加热温度w根据公式得出,其中t为面料的抗热参数,不同种类的抗热参数均储藏在数据库内部,在进行数据传输到,面料的抗热参数t可跟随面料序号进行调出并传输;s7:在s6正在运行的同时,压辊三进行转速s的调整,既实现对褶皱的压平,同时完成面料表面的除尘工序;s8:上述工序不断进行的同时,也进行着面料的运输和收卷。
11.根据上述技术方案,所述s2中的具体工作步骤如下:s21:感应囊与面料接触时首先检测出面料的硬度,并将其数据传输到数据传输模块中,转速调整模块采集此数据并根据此数据进行电机一、电机二和电机四内的转轴速度进行调整,当检测出偏软材质时,由于偏软材质易出现折痕,由此降低面料的传输速率,这样还能加大压辊三与压辊四之间的转速差,以实现对软质面料的充分抹平,当面料材质偏硬时,为节省时间,可对面料的传输速度进行加快;s22:感应囊通过对相对摩擦力的数据传输,数据库对此数据进行面料摩擦范围对比,得出此面料品种,同时将相应品种的排列序号显示在显示屏上;s23:移动架定位模块对品种序号进行收集,同时根据此序号进行移动架的位置调整,即进行移动架的移动距离的移动,由于序号主要是根据抗拉性进行从低到高的排序,移动架的初始位置为活塞杆还未伸出液压缸二内部时的状态,当检测到面料的抗拉性越低时,活塞杆伸出液压缸二的长度越少,由此防止面料的收卷时易发生形变,当检测到面料的抗拉性越高时,活塞杆伸出液压缸二的长度越高,从而有效对面料进行拉动收紧;s24:在进行面料检测且面料前端未与收卷桶接触时,传输机构进行出液量调整,从而控制移动架的移动位置确定;s25:在完成移动架的移动完成后,移动架进行准确制动,防止在进行收卷工序时,移动架发生晃动。
12.根据上述技术方案,所述移动架的移动距离的计算步骤如下:b1:将活塞杆完全位于液压缸二内部时的移动架的位置确定为原点位置;
b2:根据公式求出移动架15的移动距离h1,其中,为液压缸二12的输出流量,此量与接收到的面料软硬程度有关,若此材质偏硬,则此值相应增大,若此值偏软,则此值相应会减小,k为该面料的抗拉系数,t为移动架15的制动时间,为活塞杆13的截面积。
13.根据上述技术方案,所述压辊二的移动距离的计算公式如下:其中,为已确定好进入到液压缸一内的液体总量,k为该面料的抗拉系数,为液压缸一内的活塞杆底面积,z为该面料阶段性的褶皱度,压辊二初始位置是滑轨一的顶端,当面料抗拉性高时,压辊二的移动距离越小,当面料抗拉性低时,压辊二的移动距离越大,以防面料在压平过程中发生变形,并且压辊二可根据面料不同的褶皱度z进行自主性的移动,从而达到最佳的压平效果;所述压辊三的转速s的计算公式如下:其中,为转轴三的正常转动速度,为该面料的相对摩擦力,z为褶皱度,w为加热温度,为常温,压辊三跟随转轴三进行转动,当褶皱度越大时,压辊三的转动速度越大,从而对褶皱处进行压平。
14.与现有技术相比,本发明所达到的有益效果是:本发明,通过设置有运输机构和智能抹平兼运输面料系统,通过对面料软硬程度的检测,完成对运输速度和移动架位置的同步改变,从而有效对面料褶皱处的抹平和收紧收卷,通过压辊三和压辊四之间的转动差改变,自动对褶皱处进行不同次数的压平,从而加强了面料的抹平效果。
附图说明
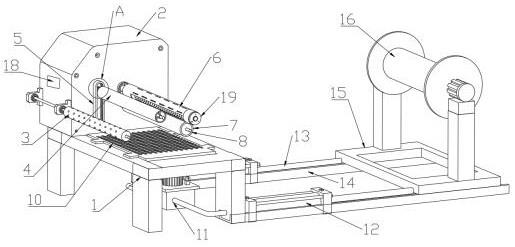
15.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1是本发明的整体正面结构示意图;图2是本发明的压辊三内部和压辊四的位置示意图;图3是本发明的a区域局部放大示意图;图4是本发明的压辊三内部前端结构示意图;图5是本发明的示意图;图中:1、支架;2、处理箱;3、压辊一;4、压辊二;41、转轴二;42、移动轴承;5、滑轨一;6、压辊三;7、加热板;8、压辊四;10、集尘网;11、传输机构;12、液压缸二;13、活塞杆;14、滑轨二;15、移动架;16、收卷桶;18、显示屏;19、挡板;20、压板;21、吸尘桶;22、固定杆;23、叶轮。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.请参阅图1
‑
5,本发明提供技术方案:一种具有抹平面料功能的智能化面料收卷设备,包括运输机构和智能抹平兼运输面料系统,其特征在于:运输机构包括支架1,支架1的上方后半部分设置有处理箱2,处理箱2包括有前面板,处理箱2的左侧面安装有显示屏18,处理箱2的左侧设置有压辊一3,压辊一3的表面设置有若干感应囊,压辊一3的中间设置有转轴一,压辊一3的一端设置有电机一,转轴一与电机一的旋转轴固定连接,前面板的内部开设有滑轨一5,滑轨一5的内部滑动连接有移动轴承42,移动轴承42包括有外圈、内圈和滚珠,外圈与滑轨一5的内部相接触,滑轨一5位于处理箱2外部的一侧设置有压辊二4,压辊二4的内部固定有转轴二41,处理箱2的内部安装有电机二,转轴二41与电机二旋转轴固定连接,电机二的下方设置有压板20,外圈的底部固定连接有连杆,压板20的右侧与连杆的左侧固定连接,压板20的下方设置有液压缸一,液压缸一的一侧设置有液泵二,液泵二与液压缸一的内部管道连接,处理箱2的内部设置有水箱,压辊二4的表面设置有渗水膜,渗水膜的内部与水箱的内部水管连接,支架1的内部设置有集尘网10;当运输机构进行面料的运输时,电机均有序开始工作,其中电机一先不工作,面料与压辊一上的感应囊进行接触,其中转轴一不与电机一进行转动时,转轴一有顺时针转动阻力,当面料与压辊一底部的感应囊发生相对摩擦并带动压辊一进行顺时针滑动时,根据压辊一的转速可以求出该面料的相对摩擦力,从而判断出该面料的种类,并在显示屏上显示器种类,以方便工作人员进行了解,之后电机一正常带动压辊一进行转动,以进行面料的运输,同时感应囊通过其自身的受压力程度进行面料的褶皱度识别和水量调节,当压辊二与面料接触时,若检测到接触的面料处有褶皱,水箱内的水经管道并通过渗水膜对面料进行加湿,同时结合面料的种类和褶皱程度来控制液压缸一的出油量,移动轴承原位于滑轨一的最上端,此时的液压缸一的内部为满油状态,若面料的褶皱处无须压辊一和压辊二间很大的拉伸力时,且面料的抗拉性低时,液压缸一的内部油量部分回流到液泵二的内部,从而活塞杆带动压板和连杆向下移动,电机二本体发生下移,而移动轴承的外圈底部在连杆连接的作用下带动移动轴承进行滑轨一内的下滑,进而使转轴二带动压辊二进行下移,以实现面料所受到的拉伸力进行减弱,当检测到的褶皱度需要再次加强拉伸力度时,液压缸一的内部再进行进油,从而使电机二和压辊二进行同步上升,由此增加褶皱处的拉伸力度,同时在面料运输过程中,其表面会落上杂质灰尘,集尘网可对面料上落下的杂质进行部分收集,防止其落到周围地面上和下方的零部件内部,不方便工作人员对其进行清理。
18.前面板表面位于滑轨一5的右侧轴承连接有压辊三6,压辊三6的中间设置有转轴三,转轴三与前面板连接处设置有轴承一,轴承一的外圈内部安装有吸尘桶21,吸尘桶21的表面开设有若干孔槽,处理箱2的内部安装有电机三,电机三内旋转轴与转轴三轴承连接,压辊三6表面上开设有若干吸尘孔,转轴三远离前面板的一端安装有一组固定杆22,一组固定杆22的另一端分别固定有叶轮23,叶轮23的右侧设置有挡板19,挡板19的中间与转轴三的端部转动连接,挡板19的表面开设有出气口;当面料途径压辊三和压辊四之间时,转轴三
借助于固定杆对压辊三进行同速率转动,同时叶轮跟随固定杆进行同方向上的转动,从而使气流从吸尘孔经孔槽进入到吸尘桶的内部,并且在叶轮带动下从挡板上的出气口处流出,这就对了进行压平工序的面料进行风干效果,而面料上的灰尘在气流的带动下进入到吸尘桶的内部,吸尘桶就完成了对面料上方的除尘,同时电机三可带动转轴三进行不同速率的转动,根据对褶皱度以及其他数据的计算,可以求出转轴三的转速,从而改变压辊三表面对面料褶皱处的压平次数,这样就使褶皱处实现充足的压平效果,达到面料抹平功能。
19.压辊三6下方的前面板上转动连接有压辊四8,压辊四8的内部连接有转轴四,转轴四位于处理箱2内部的一端电连接有电机四,压辊四8的表面包覆有加热板7;当面料途径压辊三与压辊四之间时,转轴四带动压辊四进行与压辊三的逆向转动,而加热板对湿润的面料进行加温,在高温以及压辊三的压平条件下,实现了对褶皱处的熨烫工序,同时在加热板可对周围空气进行加温,这就使气流的温度增高,加大面料的烘干效果。
20.支架1的右侧下方设置有滑轨二14,滑轨二14的上方滑动连接有移动架15,移动架15的上方安装有收卷桶16,收卷桶16的内部电连接有旋转电机,滑轨二14的左侧安装有一组液压缸二12,液压缸二12的内部分别滑动连接有活塞杆13,活塞杆13的一端与移动架15的前端固定连接,液压缸二12的内部均管道连接有传输机构11;根据对面料品种的判别,可对收卷桶与支架的距离进行调整,移动架的初始位置位于液压缸二的右侧,且此时活塞杆位于液压缸二的内部,当传输机构启动时,液压缸二的内部进液且推动移动架向右滑动,移动架带动收卷桶向右滑动,当检测到的面料为软硬材质时,可判断出此面料是否易出现褶皱,因此在电机一、电机二和电机四速度变化的情况下,传输机构部进行进出液调整,从而液压缸一的内部进出液来实现移动架的距离调整,当面料的材质偏软时,移动架移动的距离偏小,同时电机一、电机二和电机三的转动速度均偏小,由此偏软材质的面料的传输速度较慢,一方面压辊三利用转速差可对面料褶皱处进行充分压平,同时收卷桶的距离可以方便面料的拉紧收卷,当面料的材质偏硬时,移动架的移动距离增大,从而移动架的移动距离增大,以进行面料的收卷,这样的组合装置就有效实现了对软硬材质面料的不同速率运输和拉紧收卷。
21.智能抹平兼运输面料系统包括面料检测模块、数据处理模块和智能运行模块,面料检测模块包括面料判断模块、褶皱感应模块、坐标定位模块和延时模块,数据处理模块包括数据库、数据采集模块、数据计算模块和数据传输模块,智能运行模块包括水量控制模块、温度控制模块、承压控制模块、转速调整模块和移动架定位模块;面料检测模块与数据处理模块电连接,数据处理模块与智能运行模块电连接,面料判断模块和褶皱感应模块均与感应囊内部电连接,坐标定位模块与压辊一3电连接,水量控制模块与水泵电连接,温度控制模块与加热板7电连接,承压控制模块与液泵二的内部电连接,转速调整模块与电机三电连接,转速调整模块内部也与电机一、电机二、电机四的内部电连接,移动架定位模块与传输机构11电连接。
22.面料判断模块用于检测传输面料的种类,并将结果传输到数据库内部,褶皱感应模块用于检测所途经面料的褶皱度z,坐标定位模块用于将经过压辊一3的面料建立坐标系,从而对褶皱处进行定位,延时模块包括延时模块一和延时模块二,延时模块一用于电机一的工作延时,延时模块二用于将褶皱处面料传输与压辊二4移动过程进行延时处理,使压辊二4精准对褶皱处进行抹平,数据库用于储存现有的面料的相对摩擦力范围以及相应种
类并标号,再与传输的结果进行对比,将对比结果传输到显示屏18上,数据采集模块用于对褶皱度z的收集,以及位置信息采集,数据计算模块用于根据采集到的数据进行移动架15的移动距离计算和压辊二4的移动距离计算,以及压辊三6的转速计算,数据传输模块用于将移动架15的移动距离、压辊二4的移动距离以及压辊三6的转速s的计算结果分别传输到移动架定位模块、承压控制模块和转速调整模块内部,从而触发相关的命令,转速调整模块包括转速调整模块一和转速调整模块二,转速调整模块一用于调整电机三内的转轴三的转速,转速调整模块二用于同步调整电机一、电机二和电机四内的转轴速度,温度控制模块用于根据面料序号、褶皱度z以及褶皱位置进行温度调控。
23.智能抹平兼运输面料系统的运行包含以下步骤:s1:处理箱2内部开始工作,电机一先不进行工作,先借助人力将面料依次从压辊一3下方、压辊二4上方、压辊三6与压辊四8之间传输到收卷桶16上,并且对刚与压辊一3接触的面进行坐标轴建立,旋转电机工作并带动收卷桶16进行旋转,由此带动面料进行收卷工序;s2:利用公式,可以求出面料的相对摩擦力f,其中,为转轴一未转动时的转动阻力,为未启动电机一时压辊一3的转动速度,为电机二带动将此数据传输到数据库内部,将此得数传输到数据库中并进行面料摩擦力范围对比,由此得出面料种类;s3:在面料的运输过程中,感应囊不断与面料接触,并通过不同的压力度对褶皱进行感应,并将此信号进行定位,再将其传输到数据采集模块中,之后根据采集到的数据,进行移动架15的移动距离、压辊二4的移动距离以及压辊三6的转速s的计算,之后再将数据进行传输;s4:针对褶皱处进行压辊二4的位置移动,由此改变褶皱处的压平力度,同时水箱出水对褶皱处进行湿润;s5:加湿后的褶皱在压辊二4的作用下进行拉平,使褶皱处实现充分的拉伸;s6:拉伸后的褶皱在运行到压辊三6和压辊四8之间时,加热板7通过温度控制模块进行不同温度的改变,加热板7的加热温度w根据公式得出,其中t为面料的抗热参数,不同种类的抗热参数均储藏在数据库内部,在进行数据传输到,面料的抗热参数t可跟随面料序号进行调出并传输;s7:在s6正在运行的同时,压辊三6进行转速s的调整,既实现对褶皱的压平,同时完成面料表面的除尘工序;s8:上述工序不断进行的同时,也进行着面料的运输和收卷。
24.s2中的具体工作步骤如下:s21:感应囊与面料接触时首先检测出面料的硬度,并将其数据传输到数据传输模块中,转速调整模块采集此数据并根据此数据进行电机一、电机二和电机四内的转轴速度进行调整,当检测出偏软材质时,由于偏软材质易出现折痕,由此降低面料的传输速率,这样还能加大压辊三与压辊四之间的转速差,以实现对软质面料的充分抹平,当面料材质偏硬时,为节省时间,可对面料的传输速度进行加快;
s22:感应囊通过对相对摩擦力的数据传输,数据库对此数据进行面料摩擦范围对比,得出此面料品种,同时将相应品种的排列序号显示在显示屏18上;s23:移动架定位模块对品种序号进行收集,同时根据此序号进行移动架15的位置调整,即进行移动架15的移动距离的移动,由于序号主要是根据抗拉性进行从低到高的排序,移动架15的初始位置为活塞杆13还未伸出液压缸二12内部时的状态,当检测到面料的抗拉性越低时,活塞杆13伸出液压缸二12的长度越少,由此防止面料的收卷时易发生形变,当检测到面料的抗拉性越高时,活塞杆13伸出液压缸二12的长度越高,从而有效对面料进行拉动收紧;s24:在进行面料检测且面料前端未与收卷桶16接触时,传输机构11进行出液量调整,从而控制移动架15的移动位置确定;s25:在完成移动架15的移动完成后,移动架15进行准确制动,防止在进行收卷工序时,移动架15发生晃动。
25.移动架15的移动距离的计算步骤如下:b1:将活塞杆13完全位于液压缸二12内部时的移动架15的位置确定为原点位置;b2:根据公式求出移动架15的移动距离h1,其中,为液压缸二12的输出流量,此量与接收到的面料软硬程度有关,若此材质偏硬,则此值相应增大,若此值偏软,则此值相应会减小,k为该面料的抗拉系数,t为移动架15的制动时间,为活塞杆13的截面积;例如,当面料材质较软,此装置的传输速率会降低,那么传输就会减慢,在收卷桶转动速度不变的情况下,减小支架与移动架距离,可以对面料进行有效地收紧收卷,若收卷桶的位置不改变,那么收卷桶速度将会和面料的运输速度不相匹配,软质面料会受到强制拉力,从而导致形变,当情况相反时,若是在遇到偏硬面料且装置的运输速度加快时,若是不增大支架与移动架间的距离,面料就会在运输途中出现松弛,这样不利于面料的收卷,这样的设置就可通过对面料的软硬检测实现运输速度与收卷距离的配合,从而有效达成对褶皱的抹平和面料的收卷。
26.压辊二4的移动距离的计算公式如下:其中,为已确定好进入到液压缸一内的液体总量,k为该面料的抗拉系数,为液压缸一内的活塞杆底面积,z为该面料阶段性的褶皱度,压辊二4初始位置是滑轨一5的顶端,当面料抗拉性高时,压辊二4的移动距离越小,当面料抗拉性低时,压辊二4的移动距离越大,以防面料在压平过程中发生变形,并且压辊二4可根据面料不同的褶皱度z进行自主性的移动,从而达到最佳的压平效果;压辊三6的转速s的计算公式如下:
其中,为转轴三的正常转动速度,为该面料的相对摩擦力,z为褶皱度,w为加热温度,为常温,压辊三6跟随转轴三进行转动,当褶皱度越大时,压辊三6的转动速度越大,从而对褶皱处进行压平。
27.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
28.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 该技术已申请专利。仅供学习研究,如用于商业用途,请联系技术所有人。
- 技术研发人员:谢亚华
- 技术所有人:南通东方脱脂纱布有限公司
- 我是此专利的发明人
- 该领域下的技术专家
- 如您需求助技术专家,请点此查看客服电话进行咨询。
- 1、吕老师:1. 功能包装材料 2.包装管理与法规
- 2、高老师:1. 压力容器及管道强度分析与结构优化 2. 压力容器及管道循环塑性分析与可靠性研究 3. 过程装备检测技术与结构完整性评价 4. 过程及装备计算机辅助工程
- 3、郭老师:1.食品保鲜材料和技术 2.功能性高分子材料 3.环境友好型粘合剂
- 如您是高校老师,可以点此联系我们加入专家库。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
精彩留言,会给你点赞!
专利分类正在加载中....