一种轴承上料装置及方法与流程
1.本发明涉及轴承上料技术,尤其涉及一种轴承上料装置及方法。
背景技术:
2.轴承上料装置需要将散乱的轴承排成一排,以方便后续加工。现有轴承上料装置或者通过振动盘上料,或者通过输送带上料。
3.当使用输送带上料时,通常在输送带上设置斜向的导向板,利用输送带将轴承带向导向板末端的出口处,从而实现单排上料,但是这种结构容易使两个轴承挤在导向板末端的夹角处,导致发生堵料。
技术实现要素:
4.本发明的目的在于提供一种不易堵料的轴承上料装置及方法。
5.以下给出一个或多个方面的简要概述以提供对这些方面的基本理解。此概述不是所有构想到的方面的详尽综览,并且既非旨在指认出所有方面的关键性或决定性要素亦非试图界定任何或所有方面的范围。其唯一的目的是要以简化形式给出一个或多个方面的一些概念以为稍后给出的更加详细的描述之序。
6.根据本发明的一方面,提供了一种轴承上料装置,包括:
7.主输送带,所述主输送带末端连接有单排出料输送带;
8.所述主输送带上设置有导向板,所述导向板朝向所述单排出料输送带方向倾斜;
9.所述单排出料输送带的入口侧面设置有防堵组件,所述防堵组件包括气缸和伸缩件,所述驱动件带动所述伸缩件平行于输送方向伸缩。
10.在一实施例中,所述伸缩件包括楔形尖端。
11.在一实施例中,所述楔形尖端偏向所述单排出料输送带方向。
12.在一实施例中,所述楔形尖端靠近所述单排出料输送带一侧的面相较于输送方向的倾斜角度为3
°
~5
°
,所述楔形尖端远离所述单排出料输送带一侧的面相较于输送方向的倾斜角度为25
°
~30
°
。
13.在一实施例中,所述导向板相较于输送方向的倾斜角度为55
°
~65
°
。
14.在一实施例中,所述主输送带上方还设置有推料组件,所述推料组件包括推料板和气缸,所述气缸驱动所述推料板平行于所述主输送带运动。
15.在一实施例中,所述推料板到所述主输送带之间的距离为轴承厚度的1.1~1.5倍。
16.在一实施例中,所述推料组件还包括限位板,所述限位板上开设有限位孔,所述推料板从所述限位孔中穿过。
17.在一实施例中,所述推料板的端部分为多个子板。
18.根据本发明的另一方面,还提供了一种轴承上料方法,包括:
19.控制主输送带将轴承送向单排出料输送带;
20.控制防堵组件间歇性伸缩,将堵在单排出料输送带入口的轴承推开。
21.在一实施例中,该方法还包括:控制推料组件间歇性伸缩,将堆叠的轴承推平。
22.本发明实施例的有益效果是:通过在单排出料输送带的入口侧面设置防堵组件,能够将卡在入口处的轴承推开,避免发生堵料问题。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
24.在结合以下附图阅读本公开的实施例的详细描述之后,能够更好地理解本发明的上述特征和优点。在附图中,各组件不一定是按比例绘制,并且具有类似的相关特性或特征的组件可能具有相同或相近的附图标记。
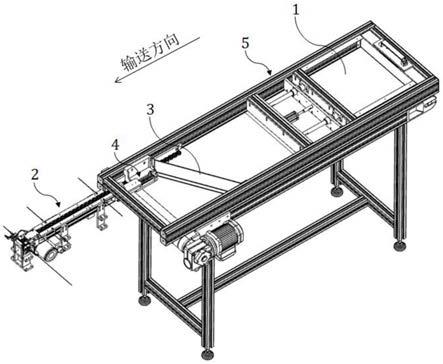
25.图1是本技术实施例的整体结构示意图;
26.图2是防堵组件的放大图;
27.图3是本技术实施例的的局部俯视图;
28.图4是伸缩件的结构示意图;
29.图5是伸缩件的角度示意图;
30.图6是推料组件的放大图;
31.图7是推料组件另一角度的放大图;
32.其中:1
‑
主输送带;2
‑
单排出料输送带;3
‑
导向板;4
‑
防堵组件;41
‑
驱动件;42
‑
伸缩件;42a
‑
楔形尖端;42b
‑
左侧面;42c
‑
右侧面;5
‑
推料组件;51
‑
推料板;52
‑
气缸;53
‑
限位板;54
‑
导向杆。
具体实施方式
33.以下结合附图和具体实施例对本发明作详细描述。注意,以下结合附图和具体实施例描述的诸方面仅是示例性的,而不应被理解为对本发明的保护范围进行任何限制。
34.如图1所示,本技术实施例提供了一种轴承上料装置,包括主输送带1,在主输送带1末端连接有单排出料输送带2,主输送带1上设置有导向板3,导向板3朝向单排出料输送带2方向倾斜,从而主输送带1输送的轴承会沿着导向板3走向单排出料输送带2。本装置的改进点在于,在单排出料输送带2的入口侧面设置了防堵组件4。
35.如图2所述,该防堵组件4包括驱动件41和伸缩件42,驱动件41带动伸缩件42平行于输送方向伸缩,伸缩件42能够将堵在单排出料输送带2的入口处的轴承推开,从而避免了堵料情况。
36.如果只是单纯的沿平行于输送方向推动轴承,在伸缩件42收缩后,被推开的轴承容易又回到原来的位置,导致防堵效果不佳。因此进一步地,可以将伸缩件42设计为包括一楔形尖端42a,以将轴承向两侧分开,而不是单纯的直线推动。分开后的轴承不易回到原先的位置,因此能够获得更好的疏通效果。
37.如图3和图4所示,该楔形尖端42a可设计为偏向单排出料输送带2方向,即其左侧
面42b(靠近单排出料输送带一侧的面)倾角小于右侧面42c的倾角,左侧面42b能够对最左列的轴承起到导向作用,而右侧面42c(远离单排出料输送带一侧的面)则主要起到对开作用。通过这样的设计,能够基本保持位于主输送带最左侧的一列轴承位置不变,而将其他的轴承向右侧推开,从而在防堵的同时,不会影响上料效率。
38.具体地,如图5所示,楔形尖端42a的左侧面42b相较于输送方向的倾斜角度α为3
°
~5
°
,在本实施例中为5
°
。楔形尖端42a的右侧面42c相较于输送方向的倾斜角度β为25
°
~30
°
,在本实施例中为30
°
。
39.为了与防堵组件4相配合,导向板3应比现有技术中设置更大一些的倾角,以给伸缩件42足够的推料空间,因此导向板3相较于输送方向的倾斜角度γ为55
°
~65
°
,在本实施例中为60
°
。
40.本装置在上游还设置有推料组件5,推料组件5设置于主输送带1上方。推料组件5包括推料板51和气缸52,气缸52驱动推料板51平行于主输送带1运动。推料板51将堆叠的轴承推平,确保到主输送带1下游时,所有轴承都为平铺状态。
41.对于一个轴承倾斜搭靠在另一轴承上的状态,推料板51的一次推动可能难以将其推平,因此可将推料组件5设置为间歇性推动,经多次推动后,绝大部分状态的轴承都能回到水平位置。
42.为了确保轴承平铺成一层,推料板51到主输送带1之间的距离应为轴承厚度的1.1~1.5倍。此外,推料组件5还包括限位板53,限位板53上开设有限位孔,推料板51从限位孔中穿过,以确保推料板51水平运动。在本实施例中,推料板51的端部分为多个子板,同样限位孔也分成多个,以对推料板51起到更好的限位效果。
43.以下简述一个完整的轴承上料过程:
44.首先将轴承批量倾倒在主输送带上,启动主输送带,带动轴承送向单排出料输送带。推料组件5启动,推料板51间歇性伸缩运动,将叠放的轴承推平。同时,防堵组件启动,驱动器带动伸缩件间歇性伸缩,将堵在单排出料输送带入口的轴承推开。最终,轴承逐个进入单排出料输送带。
45.基于上述装置的工作过程,本技术实施例还提供了一种不易堵料的轴承上料方法,包括:
46.在投料口将轴承倒在主输送带上,启动主输送带,带动轴承送向单排出料输送带。同时,防堵组件启动,驱动器带动伸缩件间歇性伸缩(例如间隔5s伸缩一次),将堵在单排出料输送带入口的轴承推开。
47.进一步地,上述方法还包括:控制推料组件启动,气缸带动推料板间歇性运动(例如间隔5s伸缩一次),将堆叠的轴承推平。
48.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
49.提供对本公开的先前描述是为使得本领域任何技术人员皆能够制作或使用本公开。对本公开的各种修改对本领域技术人员来说都将是显而易见的,且本文中所定义的普适原理可被应用到其他变体而不会脱离本公开的精神或范围。由此,本公开并非旨在被限定于本文中所描述的示例和设计,而是应被授予与本文中所公开的原理和新颖性特征相一致的最广范围。
50.以上所述仅为本技术的较佳实例而已,并不用以限制本技术,凡在本技术的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本技术保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1