转送晶圆输送盒的设备的制作方法
1.本发明涉及晶圆制造设备领域,尤其涉及一种转送晶圆输送盒的设备。
背景技术:
2.半导体制造工厂中,晶圆输送盒(front opening unified pod,简称foup) 是一种用于存储晶圆的容器,为了保证晶圆输送盒的洁净度,在晶圆输送盒使用完后需要送入水洗机进行清洗。
3.现有的技术是由人工在天车上下料,借由晶圆输送盒运送小车搬运,送入水洗机,之后再通过晶圆输送盒运送小车搬运,人工在天车上上料。
4.这种作业方式存在以下弊端:
5.1、浪费时间,人力。
6.2、通过人工上料,天车和水洗机的作业节拍无法配合,延长了作业时间。
7.3、人工拿取晶圆输送盒存在污染风险。清洗晶圆输送盒后应避免人手直接接触,再次污染晶圆输送盒。
技术实现要素:
8.本发明的目的是针对现有技术结构上的缺点,提出一种转送晶圆输送盒的设备,用来在天车和水洗机进行对接,实现了整体自动化,加快生产速率。同时间,也可以检测晶圆输送盒状态。
9.为了达到上述发明目的,本发明实施例提出的一种转送晶圆输送盒的设备,通过以下技术方案实现的:
10.一种转送晶圆输送盒的设备,用于在天车和水洗机之间转运晶圆输送盒,所述晶圆输送盒包括顶部设有蘑菇头的盒体和可拆卸式封闭所述盒体的盖体,所述盖体上设有钥匙孔,所述钥匙孔内设有用于和盒体固接的锁具,其特征在于,所述设备包括:
11.箱体,其一侧设有用于和水洗机配合的窗口,另有一侧的外部设置有两个上下料载台,所述箱体内设置有待清洗仓储区和完成清洗仓储区,所述待清洗仓储区和完成清洗仓储区均设置有多个晶圆输送盒存放工位,所述晶圆输送盒存放工位和上下料载台均设置有位置传感器;
12.设于所述箱体内的开盖机构,包括一个用于支撑所述盖体外侧面的工作表面、一个真空发生器、两个与所述盖体上钥匙孔以及其内锁具相适配的钥匙和一个钥匙驱动装置,所述工作表面上设置有至少一个连通所述真空发生器的吸嘴;所述钥匙设立于所述工作表面上,并受所述钥匙驱动装置驱动转动;所述吸嘴和钥匙与盖体形状以及其上钥匙孔配合设置;
13.设于所述箱体内的机械臂,其前端设有用于夹持所述盒体和盖体的夹持机构;
14.控制器,连接位置传感器、机械臂、夹持驱动装置、真空发生器和钥匙驱动装置,并控制机械臂上的夹持机构移动于所述上下料载台、各个所述的晶圆输送盒存放工位、所述
的工作表面和所述窗口外的水洗机之间,以对应抓取或放置所述盒体和/或盖体。
15.所述夹持机构具有基座、设置于所述基座上的导轨和位置传感器、直接或间接固定于所述基座上的定夹持件、活动设置于所述导轨上的动夹持件,以及驱动所述动夹持件沿导轨向靠近所述定夹持件的方向运动,以对工件进行夹持的夹持驱动装置;所述定夹持件具有第一夹持部和第二夹持部,所述动夹持件具有与所述第一夹持部配合以对所述盖体进行夹持的第三夹持部,以及与所述第二夹持部配合以对所述蘑菇头进行夹持的第四夹持部;所述位置传感器用于检测所述定夹持件和动夹持件之间是否存在盒体或盖体,并将检测结果传输给所述控制器。
16.所述定夹持件为位于所述导轨一端并垂直于导轨设置的夹持钢板,所述夹持钢板一端位于导轨第一侧,并设有所述第一夹持部,所述夹持钢板另一端位于导轨相对的第二侧,并设置有所述第二夹持部;所述动夹持件为活动于所述导轨上的夹持钢架,所述夹持钢架位于导轨第一侧的部分上形成所述第三夹持部,所述夹持钢架位于导轨第二侧的部分上形成所述第四夹持部;所述第二夹持部和第四夹持部的夹持面上设有与所述蘑菇头上外缘凹凸配合的定位块;所述夹持驱动装置为第一气缸,所述第一气缸的活塞杆位于第一极限位置时,所述第一夹持部和第三夹持部可对二者之间的盖体进行夹持,所述第二夹持部和第四夹持部可对二者之间的蘑菇头进行夹持。
17.所述开盖机构于还包括近所述工作表面处设置的位置传感器,用于检测所述工作表面上盖体的位置信息,并将所述位置信息传输给所述控制器。
18.所述开盖机构包括一竖直设立的金属板,该金属板的第一侧构成所述工作表面,所述钥匙可转动式安装于所述金属板的过孔上,其用于解锁的匙体凸设于所述工作表面;所述钥匙驱动装置包括固定于所述金属板第二侧的第二气缸、连接并随所述第二气缸的活塞杆移动的摇架和两个曲柄,所述钥匙相对所述匙体的另一端延伸出所述金属板的第二侧,并构成曲柄轴,所述曲柄一端套接于所述曲柄轴上,另一端形成有与所述曲柄轴平行设置的连杆,所述摇架上设有两个平行的长腰孔,两个所述曲柄上的连杆末端分别被套设于所述长腰孔内,并在连杆长度方向上相对固定。
19.所述箱体还设有用于对其内空气进行净化的空气净化单元。
20.所述箱体于设置所述上下料载台的位置处还设有受舱门驱动装置驱动启闭的舱门,所述控制器控制连接所述舱门驱动装置。
21.所述箱体外还设置有用于罩盖所述上下料载台的遮蔽罩,所述遮蔽罩的上部形成有供天车抓手进出的窗口。
22.所述舱门驱动装置为第三气缸。
23.所述机械臂为六轴机械臂。
24.本发明的优点是:转送晶圆输送盒的设备主要进行天车和水洗机之间的晶圆输送盒的搬运工作,减少人力以及接触对晶圆输送盒的污染。本机构配合晶圆输送盒水洗机工作,其全自动智能运行,大幅减少人力、速度快、效率高、减少了清洗晶圆输送盒后再次污染晶圆输送盒的可能。并且有晶圆输送盒的仓储区,适应水洗机的工作原理。
附图说明
25.通过下面结合附图对其示例性实施例进行的描述,本发明上述特征和优点将会变
得更加清楚和容易理解。
26.图1为本发明实施例所使用的晶圆输送盒结构示意图;
27.图2为本发明实施例转送晶圆输送盒的设备和水洗机的配合关系示意图;
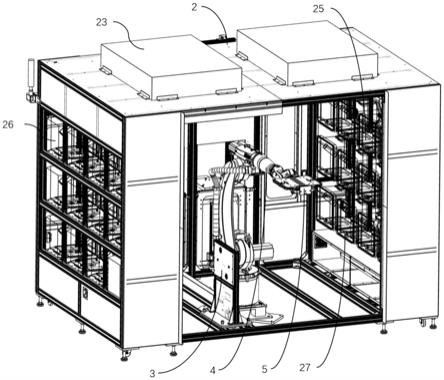
28.图3为本发明实施例设备的结构示意图i;
29.图4为本发明实施例设备的结构示意图ii;
30.图5为本发明实施例开盖机构、机械臂和夹持机构的结构示意图;
31.图6为本发明实施例开盖机构的主视图;
32.图7为本发明实施例开盖机构的后视图;
33.图8为本发明实施例夹持机构的结构示意图i;
34.图9为本发明实施例夹持机构的结构示意图ii。
具体实施方式
35.下面结合附图对本发明作进一步详细说明,以便于同行业技术人员的理解:
36.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
37.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“水平”、“顶”、“底”、“内”、“外”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
38.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个、三个等,除非另有明确具体的限定。
39.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,或者流体流动通路上的连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
40.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
41.参见图1-9所示,本实施例提供一种转送晶圆输送盒的设备,该转送晶圆输送盒的设备涉及一种晶圆输送盒1。
42.晶圆输送盒1
43.参见图1,该晶圆输送盒1包括盒体11和盖体12,盒体11的顶部设有蘑菇头111,该蘑菇头111的外侧设有凸缘,凸缘上设置有用于定位的凹凸起伏。盖体12可拆卸式封闭盒体11的开口,盖体12上设有两个钥匙孔121,钥匙孔 121内设有用于和盒体固接的锁具。
44.该转送晶圆输送盒的设备用于在天车和水洗机6之间转运晶圆输送盒,该设备包括:
45.箱体2
46.箱体2一侧设有用于和水洗机6配合的窗口,另有一侧的外部设置有两个上下料载台21。
47.在优选的实施方式中,箱体2的窗口和上下料载台21设于相对的前后侧。两个上下料载台21分别构成天车放置待清洗的晶圆输送盒1的承载平台和等待天车抓取的已经清洗的晶圆输送盒1的承载平台。上下料载台21设置有位置传感器211,用于对其上是否有晶圆输送盒1,以及晶圆输送盒1位置进行检测。为了保证箱体2内的清洁度,箱体2于设置上下料载台21的位置处还设有舱门 22,舱门22受舱门驱动装置驱动启闭。在具体的实施方式中,舱门驱动装置为第三气缸。
48.为了保证上下料载台21上已经清洗好的晶圆输送盒1的清洁,箱体2外还设置有用于罩盖上下料载台21的遮蔽罩24,遮蔽罩24的上部形成有供天车抓手进出的窗口。
49.由于水洗机最少清洗晶圆输送盒的数量为6个,最多清洗晶圆输送盒的数量为12个,而天车带来或者抓取走的晶圆输送盒1数量和节奏与水洗机并不总是匹配的。因此,箱体2内设置有待清洗仓储区25和完成清洗仓储区26,待清洗仓储区25和完成清洗仓储区26均设置有多个晶圆输送盒存放工位27。待清洗仓储区25上的晶圆输送盒存放工位27用于存储天车带来的待清洗的晶圆输送盒1,完成清洗仓储区26上的工位晶圆输送盒存放工位27用于存储已经清洗的晶圆输送盒1。
50.晶圆输送盒存放工位27上同样设置有位置传感器,对其上是否有晶圆输送盒1,以及晶圆输送盒1位置进行检测。
51.为了与水洗机清洗数量匹配,待清洗仓储区25和完成清洗仓储区26上晶圆输送盒存放工位27的数量应当为6的倍数。在优选的实施例中,清洗仓储区 25和完成清洗仓储区26上晶圆输送盒存放工位27的数量为12个,也就是水洗机整车清洗的数量。
52.为避免对已经清洗的晶圆输送盒造成污染,在优选的实施例中待清洗仓储区25和完成清洗仓储区26分别设于箱体2相对的左右两侧。
53.为了保证箱体2内部的洁净度,避免晶圆输送盒受到污染,箱体2的顶部还设有用于对其内空气进行净化的空气净化单元23。
54.开盖机构3
55.为了清洗晶圆输送盒1的腔内,需要打开晶圆输送盒的盖子,因此设置开盖机构3。该开盖机构3设于箱体2内的中部,其主体结构为一个固定竖直设置的金属板31,该金属板31的第一侧构成用于支撑盖体12外侧面的工作表面 311。开盖机构3还包括近工作表面311处设置的位置传感器32、一个真空发生器(图中未示)、两个钥匙34和一个钥匙驱动装置35。
56.工作表面311上设置有两个连通真空发生器的吸嘴33。钥匙34通过轴承可转动式安装于金属板31的过孔上,其用于解锁的匙体凸设于工作表面311 上,其相对所匙体的另一端延伸出金属板31的第二侧,并构成曲柄轴。吸嘴 33和钥匙34与盖体12的形状以及其上
钥匙孔配合设置。
57.钥匙驱动装置35包括第二气缸351、摇架352和两个曲柄353。第二气缸 351的缸体固定于金属板31第二侧,其活塞杆与摇架352固定,使摇架352随第二气缸的活塞杆伸缩而进行往复运动。两个曲柄353的一端分别套接于钥匙 34的曲柄轴上,另一端形成有与曲柄轴(即钥匙转轴轴线)平行设置的连杆 3531。摇架352上设有两个平行的长腰孔3521,两个曲柄353上的连杆末端分别一一对应的被套设于长腰孔3521内,连杆3531和摇架352沿连杆长度方向上相对固定。由此,通过第二气缸351的伸缩,带动摇架352水平移动,进而通过曲柄353转化为钥匙34的圆周运动。第二气缸351活塞杆的一个行程,钥匙34自转90
°
。
58.位置传感器32用于检测工作表面311上盖体12的位置信息,并将位置信息传输给控制器。
59.机械臂4和夹持机构5
60.机械臂4设于箱体2内,其前端设有用于夹持盒体11和盖体12的夹持机构5。本实施例中机械臂4为六轴机械臂,能够带动夹持机构移动于上下料载台、各个晶圆输送盒存放工位、工作表面和箱体2的窗口外的水洗机6之间,以对应抓取或放置盒体11和/或盖体12。
61.夹持机构5具有基座51、设置于基座51上的导轨52、直接或间接固定于基座51上的定夹持件53、活动设置于导轨52上的动夹持件54,以及驱动动夹持件54沿导轨52向靠近定夹持件53的方向运动,以对工件进行夹持的夹持驱动装置55。
62.在优选的实施例中,导轨52为两根平行的圆柱导轨。
63.定夹持件53为固定于基座51上,并位于导轨一端且垂直于导轨设置的一块夹持钢板。夹持钢板位于导轨52第一侧的第一端设有第一夹持部531,夹持钢板53位于导轨52相对的第二侧的第二端设置有第二夹持部532。
64.动夹持件54为活动于导轨52上的夹持钢架,夹持钢架上设置有套装于圆柱导轨52上的滑块543。此夹持钢架位于导轨52第一侧的部分上形成有第三夹持部541,夹持钢架位于导轨52第二侧的部分上形成有第四夹持部542。
65.动夹持件54的第三夹持部541用于和第一夹持部531配合以对盖体进行夹持。第三夹持部541相对第一夹持部531一侧的夹持面设有凹槽5411。第一夹持部531与第三夹持部541相对的夹持面同样设有凹槽5311。
66.动夹持件54的第四夹持部542用于和第二夹持部532配合以对蘑菇头进行夹持。第二夹持部532相对第四夹持部542一侧的夹持面设有凹槽5321,此凹槽5321内设有与蘑菇头上外缘凹凸配合的定位块5322。第四夹持部542相对第二夹持部532一侧的夹持面设有凹槽5421,此凹槽5421内设有与蘑菇头上外缘凹凸配合的定位块5422。
67.夹持驱动装置55为第一气缸,第一气缸的活塞杆位于第一极限位置时,第一夹持部531和第三夹持部541可对二者之间的盖体进行夹持。第二夹持部532 和第四夹持部542可对二者之间的蘑菇头进行夹持。
68.另外,夹持机构5的基座51上还设置有位置传感器56,位置传感器56用于检测定夹持件53和动夹持件53之间是否存在盒体或盖体,并将检测结果传输给控制器。
69.控制器
70.控制器连接位置传感器、机械臂4、夹持驱动装置55、真空发生器和钥匙驱动装置35,并控制机机械臂4进行动作。
71.结合上述装置结构,以下对于本发明实施例工作原理和具体动作步骤进行详细说明:
72.晶圆输送盒上下料机构包括晶圆输送盒的承载上下料台1,气缸控制的舱门2,左侧12个待清洗晶圆输送盒放置仓位,右侧12个已清洗完成晶圆输送盒放置仓位,空气净化单元6,工业机器人及其电控柜8、整体框架包裹结构、开合晶圆输送盒盖结构7。
73.结合实例对机构进行进一步说明。
74.1、晶圆输送盒由天车运送至本设备处。在放置待清洗晶圆输送盒前,先由天车发出通讯信号和控制器通讯,确认上下料载台上的位置传感器没有异常,之后天车放下晶圆输送盒至上下料载台。
75.2、上下料载台上的位置传感器检测到信号,发送至控制器。控制器激活机械臂4,并控制舱门22打开。机械臂4带动夹持机构5到上下料载台,并伸出抓住晶圆输送盒,夹持机构5上位置传感器56检测晶圆输送盒,第一气缸的活塞杆伸出,夹持机构5夹住晶圆输送盒并将之放至到待清洗仓储区25上的一号晶圆输送盒存放工位27,同时舱门关闭。
76.3、待清洗仓储区25上的一号晶圆输送盒存放工位27上位置传感器检测晶圆输送盒放置是否存在异常,无异常则控制器正常记录一号晶圆输送盒存放工位27有晶圆输送盒。
77.4、之后天车再运送需要清洗晶圆输送盒,重复之前步骤,将晶圆输送盒存放到待清洗仓储区25的空置晶圆输送盒存放工位27。最多可存放 12个晶圆输送盒,并等晶圆输送盒放置到6个后以及12个后,分别与水洗机进行通讯,准备将晶圆输送盒放到水洗机里开始清洗工作。
78.5、确认进入清洗步骤后,水洗机接受信号会打开水洗机的门,任由机械臂4搬运晶圆输送盒。
79.机械臂4搬送晶圆输送盒到开盖机构3,对准开盖钥匙34,控制器启动真空发生器,晶圆输送盒靠近后吸嘴33将晶圆输送盒吸住。此时,开盖机构上的位置传感器32记录工作表面上晶圆输送盒位置。
80.之后,钥匙驱动装置控制钥匙开盖,由于盖体12被气嘴吸附,机械臂继续搬运盒体11放入水洗机内。
81.之后,再次回到开盖机构3出,夹持机构5抓取盖体12。当抓取完成后,夹持机构5的位置传感器56发出信号给控制器,控制器控制真空发生器关闭,机械臂4搬运盖体12放入水洗机内。
82.6、之后重复上述的步骤5动作,夹持机构5的位置传感器56会在每一次搬运晶圆输送盒之前,检测一个水洗机正对位置内有无晶圆输送盒,以防止重复搬入使产品损坏。当水洗机工作期间,上下料机构会和天车通讯,将需清洗晶圆输送盒继续放置到待清洗区等待。
83.7、水洗机清洗烘干完成后,机械臂4对上述放置动作进行逆向操作,将盖体12放置到开盖机构3的工作表面,在开盖机构3吸附盖体12 后,再取出盒体11。之后合盖,并将晶圆输送盒放置于开盖机构3。与天车通讯后,将机械臂搬送到上下料载料台,天车将晶圆输送盒送到下一工序。至此,晶圆输送盒上下料机构完成一次完整的工作流程。
84.在上述的整个过程中,为了保证晶圆输送盒不受到污染,空气净化器一直开启,保证机构内部的洁净度
85.本发明的优点是:大幅减少人力、速度快、效率高、减少了清洗晶圆输送盒后再次污染晶圆输送盒的可能,其智能化程度提高、安全。
86.以上通过实施例对于本发明的发明意图和实施方式进行详细说明,但是本发明所属领域的一般技术人员可以理解,本发明以上实施例仅为本发明的优选实施例之一,为篇幅限制,这里不能逐一列举所有实施方式,任何可以体现本发明权利要求技术方案的实施,都在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1