一种全自动智能水泵打包贴标安装生产线的制作方法
1.本实用新型涉及生产线技术领域,更具体的说,涉及一种全自动智能水泵打包贴标安装生产线。
背景技术:
2.水泵的应用非常广泛,而在生产完成之后,需要对水泵进行贴标,由于水泵主体由金属制成,整体较重,在贴标的时候采用人工贴标,但人工贴标容易出现贴错、粘贴不牢固的问题,极大的耗费了贴标时间,导致贴标效率低下,同时人工贴标费时费力,且单靠肉眼难以对贴标整体完成度进行观察检测。
3.因此,需要一种新的全自动智能水泵打包贴标安装生产线。
技术实现要素:
4.本实用新型全自动智能水泵打包贴标安装生产线的目的,由以下具体技术手段所达成:
5.一种全自动智能水泵打包贴标安装生产线,包括外框、成品区和输送带,输送带嵌入在外框中,成品区位于外框一端位置,输送带的上方设置有贴标盒,外框的表面固定连接有检测结构,贴标盒的后方设置有气泵和除尘板,输送带的一侧固定设置有液压杆和压板,检测结构包括有第二控制装置、第二推杆、铲板和固定底板,第二控制装置、第二推杆和铲板同时位于固定底板的上方位置,第二推杆固定连接在第二控制装置的内端,铲板固定连接在第二推杆的内端位置,贴标盒的内部固定开设有容腔,容腔的内部嵌入设置有限位底座,限位底座的内部嵌入设置有风机,限位底座的背端固定连接有阻挡层,限位底座的两端固定连接有底板,底板内部嵌入设置有防护板,限位底座的外端固定连接有连接轴,连接轴外端固定连接有驱动电机,贴标盒的内部固定设置有轨道板,轨道板的上方设置有第一控制装置,第一控制装置底端固定连接有第一推杆。
6.进一步的优选方案:气泵位于输送带的一侧位置。
7.进一步的优选方案:除尘板固定连接气泵的内侧输出端位置,且除尘板的前端均匀分布透孔,同时除尘板靠近输送带设置。
8.进一步的优选方案:液压杆底部配套设置有液压缸,且液压杆垂直向上设置,整体呈“l”状设置,前端向内折角设置。
9.进一步的优选方案:压板同时位于输送带的上方一侧,和除尘板相对设置。
10.进一步的优选方案:第二控制装置和第二推杆配套设置,且第二推杆设置为电动推杆,水平设置,铲板同时水平设置,且前端呈向下倾斜设置。
11.进一步的优选方案:容腔整体呈倒梯形设置,底部呈矩形直通设置,限位底座在容腔的内部呈横向设置,且限位底座的顶部表面均匀分布透孔,风机设置两组,和外部控制装置连接。
12.进一步的优选方案:阻挡层整体设置为弧形凸起的气垫层设置,防护板底部通过
弹簧垂直嵌入在底板中。
13.进一步的优选方案:驱动电机和外部控制装置电性连接,连接轴整体呈“z”状设置,轨道板竖向设置两组,驱动电机同时嵌入在轨道板中,第一推杆同时嵌入在轨道板中,底端固定连接驱动电机。
14.有益效果:
15.该种全自动智能水泵打包贴标安装生产线,外部控制装置控制气泵运行,通过除尘板对输送带上的水泵表面进行除尘处理。
16.该种全自动智能水泵打包贴标安装生产线,液压杆升降的时候带动压板升降,从而通过压板对水泵表面的标签进行压紧处理。
17.该种全自动智能水泵打包贴标安装生产线,第二控制装置控制第二推杆伸缩,从而带动铲板向前活动,接触到水泵表面的标签,从而达到检测的效果。
18.该种全自动智能水泵打包贴标安装生产线,通过容腔对需要进行贴标处理的标签进行放置,通过风机,在限位底座的内部产生吸力,从而配合限位底座表面设置的透孔便于对标签进行吸附固定。
19.该种全自动智能水泵打包贴标安装生产线,在限位底座翻转进行贴标的时候,通过阻挡层对容腔其他的标签进行阻拦,同时将标签贴在水泵表面的时候,受到外力的阻挡层收缩,避免对贴标过程造成阻碍。
20.该种全自动智能水泵打包贴标安装生产线,通过防护板对容腔内放置的标签进行限位,有效防止标签移位,贴标不会歪斜,同时在进行贴标的时候,活动嵌入设置的防护板受到压力缩回底板中,并不会对贴标造成阻碍。
21.该种全自动智能水泵打包贴标安装生产线,驱动电机带动连接轴转动,从而同时带动限位底座转动。
22.该种全自动智能水泵打包贴标安装生产线,通过轨道板便于保持驱动电机升降稳定性。
23.该种全自动智能水泵打包贴标安装生产线,第一推杆伸缩的时候,从而带动驱动电机整体沿轨道板升降。
附图说明
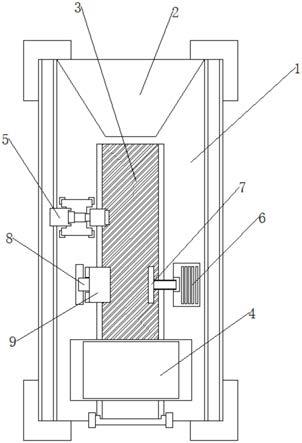
24.图1为本实用新型的整体结构俯视图。
25.图2为本实用新型的容腔内部结构剖视图。
26.图3为本实用新型的图2中a处结构放大图。
27.图4为本实用新型的检测结构连接结构俯视图
28.图1
‑
4中:外框1、成品区2、输送带3、贴标盒4、检测结构5、气泵6、除尘板7、液压杆8、压板9、容腔10、第一控制装置11、第一推杆12、轨道板13、驱动电机14、连接轴15、限位底座16、风机17、阻挡层18、底板19、防护板20、第二控制装置21、第二推杆22、铲板23、固定底板24。
具体实施方式
29.如附图1至附图4所示:
30.本实用新型提供一种全自动智能水泵打包贴标安装生产线,包括外框1、成品区2和输送带3,输送带3嵌入在外框1中,成品区2位于外框1一端位置,输送带3的上方设置有贴标盒4,外框1的表面固定连接有检测结构5,贴标盒4的后方设置有气泵6和除尘板7,输送带3的一侧固定设置有液压杆8和压板9,检测结构5包括有第二控制装置21、第二推杆22、铲板23和固定底板24,第二控制装置21、第二推杆22和铲板23同时位于固定底板24的上方位置,第二推杆22固定连接在第二控制装置21的内端,铲板23固定连接在第二推杆22的内端位置,贴标盒4的内部固定开设有容腔10,容腔10的内部嵌入设置有限位底座16,限位底座16的内部嵌入设置有风机17,限位底座16的背端固定连接有阻挡层18,限位底座16的两端固定连接有底板19,底板19内部嵌入设置有防护板20,限位底座16的外端固定连接有连接轴15,连接轴15外端固定连接有驱动电机14,贴标盒4的内部固定设置有轨道板13,轨道板13的上方设置有第一控制装置11,第一控制装置11底端固定连接有第一推杆12。
31.其中,气泵6位于输送带3的一侧位置。
32.其中,除尘板7固定连接气泵6的内侧输出端位置,且除尘板7的前端均匀分布透孔,同时除尘板7靠近输送带3设置,外部控制装置控制气泵6运行,通过除尘板7对输送带3上的水泵表面进行除尘处理。
33.其中,液压杆8底部配套设置有液压缸,且液压杆8垂直向上设置,整体呈“l”状设置,前端向内折角设置。
34.其中,压板9同时位于输送带3的上方一侧,和除尘板7相对设置,液压杆8升降的时候带动压板9升降,从而通过压板9对水泵表面的标签进行压紧处理。
35.其中,第二控制装置21和第二推杆22配套设置,且第二推杆22设置为电动推杆,水平设置,铲板23同时水平设置,且前端呈向下倾斜设置,第二控制装置21控制第二推杆22伸缩,从而带动铲板23向前活动,接触到水泵表面的标签,从而达到检测的效果。
36.其中,容腔10整体呈倒梯形设置,底部呈矩形直通设置,限位底座16在容腔10的内部呈横向设置,且限位底座16的顶部表面均匀分布透孔,风机17设置两组,和外部控制装置连接,通过容腔10对需要进行贴标处理的标签进行放置,通过风机17,在限位底座16的内部产生吸力,从而配合限位底座16表面设置的透孔便于对标签进行吸附固定。
37.其中,阻挡层18整体设置为弧形凸起的气垫层设置,在限位底座16翻转进行贴标的时候,通过阻挡层18对容腔10其他的标签进行阻拦,同时将标签贴在水泵表面的时候,受到外力的阻挡层18收缩,避免对贴标过程造成阻碍。
38.其中,防护板20底部通过弹簧垂直嵌入在底板19中,通过防护板20对容腔10内放置的标签进行限位,防止标签移位,导致贴标歪斜,同时在进行贴标的时候,活动嵌入设置的防护板20受到压力缩回底板19中,并不会对贴标造成阻碍。
39.其中,驱动电机14和外部控制装置电性连接,连接轴15整体呈“z”状设置,驱动电机14带动连接轴15转动,从而同时带动限位底座16转动。
40.其中,轨道板13竖向设置两组,驱动电机14同时嵌入在轨道板13中,通过轨道板13便于保持驱动电机14升降稳定性。
41.其中,第一推杆12同时嵌入在轨道板13中,底端固定连接驱动电机14,第一推杆12伸缩的时候,从而带动驱动电机14整体沿轨道板13升降。
42.工作原理:
43.本实施例的具体使用方式与作用,使用人员将标签撕去外层之后叠加放置在容腔10中,风机17运行,将贴合限位底座16表面的标签吸附固定在限位底座16表面,之后在水泵随着输送带3输送的时候,驱动电机14通过连接轴15带动限位底座16转动,限位底座16带动表面的标签翻转,使得标签的粘贴层朝下,这时第一控制装置11通过第一推杆12,推动驱动电机14整体沿轨道板13下降,从而带动限位底座16下降,使得朝下的标签粘贴在水泵表面,完成贴标,如此反复操作即可,贴标之后的水泵随着输送带3输送,气泵6和除尘板7对水泵表面除尘处理,液压杆8下降带动顶端的压板9,对水泵表面的标签进行固定,在水泵输送至检测结构5位置的时候,第二控制装置控制第二推杆22伸缩,带动前端的铲板23沿水泵贴标表面活动,确定贴标完好未凸起,之后水泵集中在成品区2中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1