一种流体自动给袋线性秤的制作方法
1.本实用新型涉及工装夹具技术领域,具体涉及一种流体自动给袋线性秤。
背景技术:
2.目前生产线上的流体装袋基本都是依靠人工进行,作业员劳动强度高,装袋的品质也不能保证;同时装袋的流体材料的质量也不能精准统一,导致包装重量与实际重量存在不一致的现象。
技术实现要素:
3.本实用新型针提供一种流体自动给袋线性秤,其能够提供对物料进行精准下料的流体自动给袋线性秤。
4.为实现该技术目的,本实用新型的方案是:一种流体自动给袋线性秤,用于对流体材料进行自动装袋、称重并进行封袋运输,包括机架主体,设置于所述机架主体顶部用于存储物料的集料机构,所述集料机构的底部设有称量机构,所述称量机构的底部设有导料机构;
5.所述机架主体底部的一侧设有放袋机构,所述放袋机构的上端设有取袋机构,所述取袋机构设置在所述导料机构的底部,所述取袋机构在所述放袋机构上抓取包装袋后将包装袋打开放置在所述导料机构底部,所述导料机构打开所述称量机构向包装袋内进行导料;
6.所述取袋机构与所述放袋机构之间还设有可水平移动的移载机构,所述机架主体上还设有缝包机构,所述移载机构将装好流体材料的包装袋移送至所述缝包机构进行封袋,所述缝包机构的底部设有传送带,经所述缝包机构封袋后的包装袋落入所述传送带进行输送。本实用新型通过手动将包装袋放入放袋机构;由取袋机构将包装袋送到预设位置;待取袋机构抓取包装袋后,取袋机构退回放袋机构处等待下次送袋,同时取袋机构伸出吸住包装袋,夹袋机构通过吸盘吸附打开包装袋口;同时物料从集料机构进入称量机构,接近预设重量时缓慢加料到预设重量;经导料机构流入包装袋,放料完成后称量机构关门,导料机构闭合并缩回,开袋机构放开复位,移载机构将包装袋移动至缝包机构进行缝包,缝包完成后落入传送带推入成品出口线;自动上袋,上料并自动缝包,操作方便减少人工操作;称量和上袋同时动作,加快包装速度,适合粮食类物料的定量包装;每个动作由独立的气缸,电机驱动,方便装拆、调节、维护。
7.作为优选,所述集料机构包括集料斗体,所述集料斗体底部的集料斗门以及设置在所述集料斗体侧部的第一气缸,所述第一气缸与所述集料斗门相连接,用于开启与关闭所述集料斗体;
8.所述称量机构包括储料斗,称重传感器、料门及第二气缸,所述储料斗设置在所述集料斗门的下端,所述称重传感器设于所述储料斗的底部用于对储料斗的物料进行称重,所述第二气缸与所述料门相连接用于控制所述料门的开启与关闭。为了对物料进行精准称
量,包装包装重量与实际重量相一致。
9.作为优选,所述放袋机构为放置包装袋的平台,所述取袋机构将所述包装袋输送到预设位置,所述预设位置位于所述料门的下端,所述机架主体还设有夹袋机构与开袋机构,所述夹袋机构将输送至预设位置的所述包装袋夹起并通过所述开袋机构进行打开所述料门进行装袋;
10.所述夹袋机构包括第三气缸、直线轴承及吸盘,所述第三气缸控制所述直线轴承联动,从而控制吸盘对包装袋进行吸附,以对包装袋进行夹取;所述开袋机构为吸盘,所述吸盘设于所述包装袋的开口处。提升了自动化程度,实现了抓取、打开、入袋的全自动化装袋流程。
11.作为优选,所述移载机构包括导轨、移载平台及电机,所述移载平台设置在所述导轨上,所述电机控制所述导轨进行来回移动。为了便于节省人工成本,提升精细化管理。
12.作为优选,所述缝包机构为自动缝纫机,所述自动缝纫机对所述移载机构输送过来的所述包装袋的袋口进行自动封包后放入所述传送带。
13.本实用新型通过手动将包装袋放入放袋机构;由取袋机构将包装袋送到预设位置;待取袋机构抓取包装袋后,取袋机构退回放袋机构处等待下次送袋,同时取袋机构伸出吸住包装袋,夹袋机构通过吸盘吸附打开包装袋口;同时物料从集料机构进入称量机构,接近预设重量时缓慢加料到预设重量;经导料机构流入包装袋,放料完成后称量机构关门,导料机构闭合并缩回,开袋机构放开复位,移载机构将包装袋移动至缝包机构进行缝包,缝包完成后落入传送带推入成品出口线;自动上袋,上料并自动缝包,操作方便减少人工操作;称量和上袋同时动作,加快包装速度,适合粮食类物料的定量包装;每个动作由独立的气缸,电机驱动,方便装拆、调节、维护。
附图说明
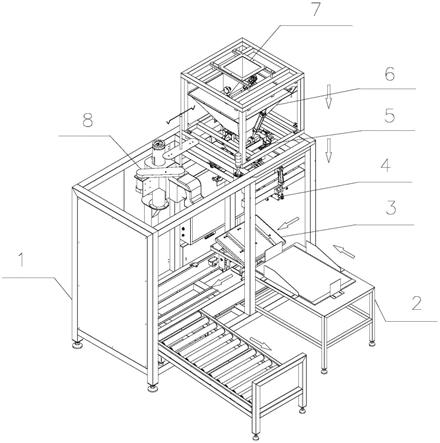
14.图1为本实用新型的立体结构示意图;
15.图2为本实用新型的后视图;
16.图3为本实用新型称量机构的结构示意图;
17.图4为本本实用新型集料机构的结构示意图;
18.图5为本实用新型夹袋机构的结构示意图。
具体实施方式
19.下面结合附图和具体实施例对本实用新型做进一步详细说明。
20.如图1至图5所以所示,本实用新型的最佳具体实施例的一种流体自动给袋线性秤,用于对流体材料进行自动装袋、称重并进行封袋运输,包括机架主体1,设置于所述机架主体1顶部用于存储物料的集料机构7,所述集料机构7的底部设有称量机构6,所述称量机构6的底部设有导料机构4;
21.所述机架主体1底部的一侧设有放袋机构2,所述放袋机构2的上端设有取袋机构4,所述取袋机构4设置在所述导料机构5的底部,所述取袋机构4在所述放袋机构2上抓取包装袋后将包装袋打开放置在所述导料机构5底部,所述导料机构5打开所述称量机构6向包装袋内进行导料;
22.所述取袋机构4与所述放袋机构2之间还设有可水平移动的移载机构3,所述机架主体1上还设有缝包机构8,所述移载机构4将装好流体材料的包装袋移送至所述缝包机8构进行封袋,所述缝包机构8的底部设有传送带,经所述缝包机构8封袋后的包装袋落入所述传送带进行输送。本实用新型通过手动将包装袋放入放袋机构;由取袋机构将包装袋送到预设位置;待取袋机构抓取包装袋后,取袋机构退回放袋机构处等待下次送袋,同时取袋机构伸出吸住包装袋,夹袋机构通过吸盘吸附打开包装袋口;同时物料从集料机构进入称量机构,接近预设重量时缓慢加料到预设重量;经导料机构流入包装袋,放料完成后称量机构关门,导料机构闭合并缩回,开袋机构放开复位,移载机构将包装袋移动至缝包机构进行缝包,缝包完成后落入传送带推入成品出口线;自动上袋,上料并自动缝包,操作方便减少人工操作;称量和上袋同时动作,加快包装速度,适合粮食类物料的定量包装;每个动作由独立的气缸,电机驱动,方便装拆、调节、维护。
23.作为优选,如图4所示;所述集料机构7包括集料斗体71,所述集料斗体 71底部的集料斗门72以及设置在所述集料斗体71侧部的第一气缸73,所述第一气缸73与所述集料斗门72相连接,用于开启与关闭所述集料斗体71;
24.如图3所示,所述称量机构6包括储料斗61,称重传感器64、料门62及第二气缸63,所述储料斗61设置在所述集料斗门72的下端,所述称重传感器64 设于所述储料斗61的底部用于对储料斗61的物料进行称重,所述第二气缸63 与所述料62门相连接用于控制所述料门62的开启与关闭。为了对物料进行精准称量,包装包装重量与实际重量相一致。
25.作为优选,所述放袋机构2为放置包装袋的平台,所述取袋机构3将所述包装袋输送到预设位置,所述预设位置位于所述料门62的下端,所述机架主体1 还设有夹袋机构9与开袋机构10,所述夹袋机构9将输送至预设位置的所述包装袋夹起并通过所述开袋机构10进行打开所述料门62进行装袋;
26.如图5所示,所述夹袋机构9包括第三气缸91、直线轴承92及吸盘93,所述第三气缸91控制所述直线轴承92联动,从而控制吸盘93对包装袋进行吸附,以对包装袋进行夹取;所述开袋机构10为吸盘,所述吸盘设于所述包装袋的开口处。提升了自动化程度,实现了抓取、打开、入袋的全自动化装袋流程。
27.作为优选,所述移载机构4包括导轨、移载平台及电机,所述移载平台设置在所述导轨上,所述电机控制所述导轨进行来回移动。为了便于节省人工成本,提升精细化管理。
28.作为优选,所述缝包机构8为自动缝纫机,所述自动缝纫机对所述移载机构输送过来的所述包装袋的袋口进行自动封包后放入所述传送带。
29.本实用新型通过手动将包装袋放入放袋机构;由取袋机构将包装袋送到预设位置;待取袋机构抓取包装袋后,取袋机构退回放袋机构处等待下次送袋,同时取袋机构伸出吸住包装袋,夹袋机构通过吸盘吸附打开包装袋口;同时物料从集料机构进入称量机构,接近预设重量时缓慢加料到预设重量;经导料机构流入包装袋,放料完成后称量机构关门,导料机构闭合并缩回,开袋机构放开复位,移载机构将包装袋移动至缝包机构进行缝包,缝包完成后落入传送带推入成品出口线;自动上袋,上料并自动缝包,操作方便减少人工操作;称量和上袋同时动作,加快包装速度,适合粮食类物料的定量包装;每个动作由独立的气缸,电机驱动,方便装拆、调节、维护。
30.以上所述,仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡是依据本
实用新型的技术实质对以上实施例所作的任何细微修改、等同替换和改进,均应包含在本实用新型技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1