一种适用于角码穿设的边框料传送机构的制作方法
1.本实用新型涉及光伏铝合金边框加工设备领域,尤其涉及一种适用于角码穿设的边框料传送机构。
背景技术:
2.在光伏组件的生产过程中,电池片和玻璃、eva胶膜、tpt背板在一定的温度、压力和真空条件下粘结融合在一起后就要进行装框,即用铝合金边框将电池片及玻璃组件围绕固定以保护电池片及玻璃组件。
3.铝合金边框的由铝型材制成,首先要对铝型材进行切割,切割下来的铝型材通过输送机输直接送至穿角码设备上。通常,铝合金边框由4根铝型材通过角码组合在一起,边框材料的加工厂向组装厂供货时,短边框需穿入角码并通过铆点压合在一起,长边框无角码,但是需预先冲好铆点,组装厂在放入电池板后,将长边框插入角码即可完成组框。角码上设计有齿槽,使角码与边框通过铆点压合后不会松动。
4.在自动化生产设备上,铝合金边框型材通过输送结构达到穿角码工位上,配合穿角码工装进行角码装配。传统的以人工运输为主,可以保证工作精度,但是及其浪费人力资源。进而有一些皮带式的输送结构,但是型材在传输过程中方向难以保持一致,而且无法进行精确的定位,导致角码穿设工位上安装不整齐的问题。
5.例如中国实用新型专利《一种加工铝型材门窗用自动涂胶穿钢片及穿角码装置》,申请号为201210487820.9,其公开了工作台,在工作台上设有平行设置的两个支撑底座,在两支撑底座的每一端均设有一移动支撑座,在每一支撑底座上均设有位于两移动支撑座内侧的两个固定支撑座,在每个固定支撑座的倾斜侧面一侧均设有一涂胶机构,在每个支撑底座的同一端的移动支撑座和固定支撑座之间依次设有并排安装在支撑底座外侧的穿钢片机构和两套穿角码机构,移动支撑座驱动机构、压紧气缸、涂胶机构、穿钢片机构和穿角码机构分别与控制装置相连。
6.该实用新型专利虽然也是用于型材角码穿设的自动化设备,但是其并不具备自动输送料结构。因此,或者通过人工上料的方式进行装夹送料,但是显然会极大影响工作效率及浪费人力。或者通过外接的输送设备,通常为皮带式输送,但是这种送料方式无法进行精准的定位控制,亦或者通过其他机械臂进行辅助摆正等等。从设计开发角度,这些方式都会极大的浪费成本,且达不到自动化匹配的要求,影响生产效率。
技术实现要素:
7.本实用新型的技术方案是:提出了一种适用于角码穿设的边框料传送机构,解决了光伏铝合金自动加工设备上进行连续送料的问题,特别是可以通过结构的独立动作进行稳定的往复式送料的问题;同时,解决了在自动化设备上于其他工序装置进行动作匹配的问题。
8.本方案中涉及的:一种适用于角码穿设的边框料传送机构,配合于床身上并与其
两侧的角码穿设结构进行单侧角码分步安装或双侧角码同步安装;包括:第一组件、第二组件和夹持组件。
9.第一组件包括与床身相对固定的纵向执行件,纵向执行件上下伸缩以升/降第二组件。第一组件提供了整体向上位移的动力及传动,通过第一组件的顶升或转动,夹持组件可以略高于角码穿设的加工高度,从而在第二组件产生横向位移时,夹持组件也不会碰撞装夹工位。第一组件中的纵向执行件可以是气缸及相应导向结构,也可以是电缸及相应导向结构。
10.第二组件包括与第一组件相对固定的横向执行件,横向执行件前后伸缩以推/拉夹持组件。第二组件提供了夹持组件进行横向为的动力及传动,通过第二组件的伸缩或转动,夹持组件可以在横向方向上进行送料的位移动作。第二组件中的横向执行件可以是电缸及相应导向结构,也可以气缸及相应导向结构。
11.夹持组件配置为沿边框料输送方向排布呈列的多个夹爪,夹爪由边框料宽向夹持并托举边框料;夹持组件的作用是能够准确且稳定的夹持住边框梁,结合第一组件及第二组件进行位移,达到输送目的。
12.值得注意的是,本结构不用于其他带式输送方式的是,第一组件顶升以使夹持组件对边框料的承载高度高于角码穿设的安装高度,第二组件伸出使夹持组件位移以输送边框料,第一组件落下、第二组件缩回后夹持组件复位以进行循环动作。这种方式的特点在于,在第一组件及第二组件提供送料的位移时,夹持组件还是能够准确的固定住边框梁,即边框料始终保持一个随时可以便于两端加工的状态下。作为光伏型材的特点,需要其具有较高的装配精度,因此夹持组件的作用是为了能够在提供位移时的稳定同时,确保边框料不会因为运动或震荡产生偏转,这对于角码穿设极为重要。至少需要夹持组件确保边框料在变换位置的过程中始终保持同一基础高度,这对于相适配的角码穿设结构也很重要。
13.优选的是,边框料传送机构配置为对称结构,两侧的夹持组件对称布置以从边框料的两端侧进行托举;考虑到大多数边框料长度是不一致的,因此通过对其两端的夹持及移动可以实现完整移动,而且能够提高送料的平稳能力,其次对于两端的角码穿设也是有定位作用的。另外,通过对称结构的布置,可以实现双侧同步装配,也可以根据需要进行单侧单独装配。那么,每一夹持组件由对应的第一组件及第二组件驱动,这样自动化设备的灵活性就得到了体现,可以进行单独控制或同步控制。
14.优选的是,边框料传送机构还包括第一待料区和第二待料区;第一待料区包括第一待料架;第二待料区包括第二待料架;第一待料架与第二待料架上均包括有多组用于放置边框料的放置工位。大多数的设备采用的是料带方式进行上料或下料,那么则需要增加人工管理或者机械手辅助,显然成本增加,同时放置位置不准确,影响定位。本结构的优势在于能够与移动送料的主体结构适配,对每根边框料的装卸来确定其在整个送料及穿角码加工过程中的位置精度。
15.优选的是,夹爪包括夹头、驱动件和托板;夹头包括相向/相背位移的夹块;夹头由驱动件控制位移;托板布置于夹头的一侧以在夹头打开状态下承载边框料。夹头的作用是进行边框料的夹持固定,托板的作用包括多个,第一、托板可以在夹头打开无夹持力的作用下承载边框料,避免其产生窜动。第二,托板上用于承载边框料的面为平面,这样可以增加边框料放置的稳定性,不会使其产生角度偏移。第三,托板可以提供一个适配于穿角码结构
加工高度的送料高度,这个高度结合第二组件的送料高度可以为穿角码工序增加定位的便利性。而且这个高度是可以根据托板的安装高度进行适配或调整的。甚至是如果需要进行不同工序组合时,可以通过调整不同位置的托板来进行高度调整。
16.优选的是,第一组件包括行程方向相同的:第一纵向执行件和第二纵向执行件;
17.第一纵向执行件回缩并同时压缩第二纵向执行件的活动行程以降下第二组件,第二纵向执行件伸出并同时拉伸第一纵向执行件的活动行程以顶升第二组件。
18.第一纵向执行件与第二纵向执行件的工作关系是一个组合式方式,两者之间形成反向的协助,可以提高动作的稳定性。本方式可以通过对另一组执行件的微弱调整确定一个最适配的动力组合,例如第一纵向执行件推出时,可以给第二纵向执行件提供微小气压也同向推出,那么可以增加顶升速度,对于一些质量较大的边框料或者行程较大的结构适配时使用。
19.优选的是,第一纵向执行件与第二组件固定式连接,第二纵向执行件与第二组件接触式连接。第二纵向执行件的并不一定要固定时连接,通过接触也可以起到协助支撑或提供反向支撑的效果。而且,这种接触式连接便于做结构调整,更加灵活。
20.优选的是,第二组件包括横向执行件、导向件和滑移件;横向执行件驱动滑移件沿着导向件进行横向位移。
21.优选的是,第一组件包括用于第二组件位移导向的导杆;导杆沿着第一纵向执行件及第二纵向执行件的伸缩方向导向。
22.优选的是,夹持组件包括承载件;夹爪均匀布置于承载件上。
23.优选的是,夹头为尼龙材质的块状部件;驱动件控制夹头沿导向槽位移产生夹持开合。
24.本实用新型的优点是:
25.1、本结构采用了多级的运动方式,通过对光伏边框料加工过程的分析将边框料的位移拆解为多级运动并通过传动结构的配合实现区别于传统带式输送的往复式动作形式。
26.2、本结构的传动行程固定,对于设备空间要求更加合理,不会造成结构冗余。传动结构在合理的空间布局内做到最高效的输送,能够更好的与其他工序加工结构进行适配,使用范围更广。
27.3、本结构的布置增加合理,夹持不仅能够提供位移所需的稳定性,还能够提供加工定位所需的固定性,尽可能的保证送料与穿角码加工的定位基准精确对接,降低位移送带来的定位误差,提高精度的同时也能够保障加工效率。
附图说明
28.下面结合附图及实施例对本实用新型作进一步描述:
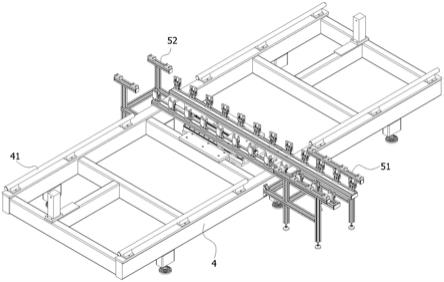
29.图1为本实用新型一种适用于角码穿设的边框料传送机构的立体图;
30.图2为本实用新型一种适用于角码穿设的边框料传送机构的部分结构示意图;
31.图3为本实用新型一种适用于角码穿设的边框料传送机构的第一组件结构图;
32.图4为本实用新型一种适用于角码穿设的边框料传送机构的第二组件结构图;
33.图5为本实用新型一种适用于角码穿设的边框料传送机构的夹持组件结构图;
34.其中:1、第一组件;11、第一纵向气缸;12、第二纵向气缸;13、底板;14、导杆;15、导
套;2、第二组件;21、电缸;22、电缸安装板;23、溜板;24、轨道;25、滑块;3、夹持组件;31、夹爪;311、支撑体;312、夹块;32、托板;33、型材;4、床身;41、导向杆;51、第一待料架;52、第二待料架。
具体实施方式
35.实施例1:
36.一种适用于角码穿设的边框料传送机构,包括:第一组件1、第二组件2和夹持组件3。通过夹持组件3夹持住光伏边框料,第一组件1和第二组件2配合进行顶升、送料、复位的往复式动作达到传送目的,其可以配合于床身上并与其两侧的角码穿设结构进行单侧角码分步安装或双侧角码同步安装。
37.如图1所示,床身4为框形结构,边框料传送机构穿设于床身4中间,边框料传送机构两侧的床身上用于适配角码穿设结构。本实施例中,角码穿设结构通过床身上的导向杆41进行移动适配。
38.边框料传送机构配置为对称结构,两侧的夹持组件对称布置形成两两相对的一组夹持组件3,每组夹持组3件从边框料的两端侧夹持住边框料并进行托举,每一夹持组件3由对应的第一组件1及第二组件2驱动。
39.如图2所示,第一组件1包括与床身相对固定的纵向执行件,纵向执行件上下伸缩以升/降第二组件2。本实施例中,纵向执行件选用气缸,第一组件1包括第一纵向气缸11、第二纵向气缸12和底板13。
40.第二组件2包括与第一组件1相对固定的横向执行件,横向执行件前后伸缩以推/拉夹持组件3。本实施例中,横向执行件选用电缸,第二组件2包括电缸21、电缸安装板22和溜板23。
41.第一纵向气缸11和第二纵向气缸12向电缸安装板22提供顶升的动力,电缸21水平布置于电缸安装板22上,通过伺服电机及丝杆的配合电缸21驱动溜板23产生水平方向的横向移动,该移动方向即为光伏边框料的传送方向。第一组件1及第二组件2起到提供直线位移的作用,因此当前技术中,气缸
‑
导杆组合、气缸
‑
导轨组合、丝杆
‑
导杆组合、丝杆
‑
导轨组合应当视为本实施例的其他变化形式。
42.夹持组件3配置为沿边框料输送方向排布呈列的多个夹爪31,夹爪31布置于一根承载件上,本实施例中承载件为一根型材33,多个夹爪31间隔均匀的呈列状布置,夹爪31由边框料宽向夹持并托举边框料。
43.第一组件1顶升以使夹持组件3对边框料的承载高度高于角码穿设的安装高度;第二组件2伸出使夹持组件3位移以输送边框料;第一组件1落下、第二组件2缩回后夹持组件3复位以进行循环动作。不用于其他带式输送方式的是,第一组件1顶升以使夹持组件3对边框料的承载高度高于角码穿设的安装高度,第二组件2伸出使夹持组件3位移以输送边框料,第一组件1落下、第二组件2缩回后夹持组件3复位以进行循环动作。这种方式的特点在于,在第一组件1及第二组件2提供送料的位移时,夹持组件3还是能够准确的固定住边框梁,即边框料始终保持一个随时可以便于两端加工的状态下。作为光伏型材的特点,需要其具有较高的装配精度,因此夹持组件3的作用是为了能够在提供位移时的稳定同时,确保边框料不会因为运动或震荡产生偏转,这对于角码穿设极为重要。至少需要夹持组件3确保边
框料在变换位置的过程中始终保持同一基础高度,这对于相适配的角码穿设结构也很重要。
44.实施例2:
45.一种适用于角码穿设的边框料传送机构,包括:第一组件1、第二组件2和夹持组件3。通过夹持组件3夹持住光伏边框料,第一组件1和第二组件2配合进行顶升、送料、复位的往复式动作达到传送目的。
46.如图1所示,床身为框形结构,边框料传送机构穿设于床身中间,边框料传送机构两侧的床身上用于适配角码穿设结构。
47.边框料传送机构配置为对称结构,两侧的夹持组件3对称布置形成两两相对的一组夹持组件3,每组夹持组件3从边框料的两端侧夹持住边框料并进行托举,每一夹持组件3由对应的第一组件1及第二组件2驱动。
48.如图2和3所示,第一组件1包括与床身4相对固定的纵向执行件,纵向执行件上下伸缩以升/降第二组件2。具体的,第一组件1包括第一纵向气缸11、第二纵向气缸12、导杆14和底板13。底板13上布置导套15,导杆14与导套15装配实现导向滑动,第一纵向气缸11固定在底板13上,第一纵向气缸11的活塞杆固定连接至电缸安装板22,导杆14的上端也连接至电缸安装板22。第二纵向气缸12固定在底板13上,第二纵向气缸12的活塞杆与电缸安装板22接触式连接。
49.第二组件2包括与第一组件1相对固定的横向执行件,横向执行件前后伸缩以推/拉夹持组件3。具体的,第二组件2包括电缸21、电缸安装板22、轨道24和溜板23。轨道24布置于电缸安装板22上,电缸21位于轨道24的一端,电缸21的行程件上配合溜板23,同时溜板23通过滑块25配合在轨道24上。
50.第一纵向气缸11和第二纵向气缸12向电缸安装板22提供顶升的动力,电缸21水平布置于电缸安装板22上,通过伺服电机及丝杆的配合电缸驱动溜板23产生水平方向的横向移动,该移动方向即为光伏边框料的传送方向。
51.夹持组件3配置为沿边框料输送方向排布呈列的多个夹爪31,夹爪31布置于一根承载件上,本实施例中承载件为一根型材33,多个夹爪31间隔均匀的呈列状布置,夹爪31由边框料宽向夹持并托举边框料。
52.夹爪31包括夹头、驱动件和托板32,如图4所示,夹头包括工字型的支撑体311,支撑体311上端面上开设滑槽,两个t型块装配于滑槽内并与滑槽配合,t型块上紧固夹块312,两个夹块312形成指状夹持形式。两个夹块312可以通过驱动件进行控制,驱动件控制夹块产生相向/相背位移从而完成夹持动作。本实施例中,驱动件可以是微型气缸。
53.在夹头的一侧布置了托板32,托板32通过紧固件连接在工字型的支撑体311上,夹头打开状态下托板32形成支撑来承载边框料。托板32的作用包括多个,第一、托板32可以在夹头打开无夹持力的作用下承载边框料,避免其产生窜动。第二,托板32上用于承载边框料的面为平面,这样可以增加边框料放置的稳定性,不会使其产生角度偏移。第三,托板可以提供一个适配于穿角码结构加工高度的送料高度,这个高度结合第二组件2的送料高度可以为穿角码工序增加定位的便利性。而且这个高度是可以根据托板32的安装高度进行适配或调整的。甚至是如果需要进行不同工序组合时,可以通过调整不同位置的托板32来进行高度调整。
54.实施例3:
55.一种适用于角码穿设的边框料传送机构,包括:第一组件1、第二组件2和夹持组件3。通过夹持组件3夹持住光伏边框料,第一组件1和第二组件2配合进行顶升、送料、复位的往复式动作达到传送目的。
56.如图1所示,床身4为框形结构,边框料传送机构穿设于床身4中间,边框料传送机构两侧的床身4上用于适配角码穿设结构。
57.边框料传送机构配置为对称结构,两侧的夹持组件3对称布置形成两两相对的一组夹持组件3,每组夹持组件3从边框料的两端侧夹持住边框料并进行托举,每一夹持组件3由对应的第一组件1及第二组件2驱动。
58.如图2和3所示,第一组件1包括与床身相对固定的纵向执行件,纵向执行件上下伸缩以升/降第二组件2。具体的,第一组件1包括第一纵向气缸11、第二纵向气缸12、导杆14和底板13。
59.第二组件2包括与第一组件1相对固定的横向执行件,横向执行件前后伸缩以推/拉夹持组件3。具体的,第二组件2包括电缸21、电缸安装板22、轨道24和溜板23。溜板23通过滑块25装配在轨道24上。
60.第一纵向气缸11和第二纵向气缸12向电缸安装板22提供顶升的动力,电缸21水平布置于电缸安装板22上,通过伺服电机及丝杆的配合电缸驱动溜板23产生水平方向的横向移动,该移动方向即为光伏边框料的传送方向。
61.具体的,
62.第一纵向气缸11和第二纵向气缸12的行程方向相同,但两者的动作状态可以不相同。当第一纵向气缸11回缩时,第一纵向气缸11拉回电缸安装板22,电缸安装板22同时压缩第二纵向气缸11的活动行程以降下第二组件2;当第二纵向气缸12伸出时,第二纵向气缸12推出电缸安装板22,电缸安装板22同时拉伸第一纵向气缸11的活动行程以顶升第二组件2。两者之间形成反向的协助,可以提高动作的稳定性。另外,通过对另一组执行件的微弱调整确定一个最适配的动力组合,例如第一纵向执行件推出时,可以给第二纵向执行件提供微小气压也同向推出,那么可以增加顶升速度,对于一些质量较大的边框料或者行程较大的结构适配时使用。
63.更进一步的。第一纵向气缸11与电缸安装板固定式连接,第二纵向气缸12与电缸安装板22接触式连接。第二纵向气缸12的活塞杆端部装有限位块16,限位块16不与电缸安装板22固定相连,第二纵向气缸12的活塞杆完全伸出时,夹持组件3的托板上表面略高于角码穿设工位台面几毫米。第一纵向气缸11和第二纵向气缸12配合使用,可避免边框材料在上升或在下降的过程中产生冲击。
64.夹持组件3配置为沿边框料输送方向排布呈列的多个夹爪31,夹爪31布置于一根承载件上,本实施例中承载件为一根型材33,多个夹爪31间隔均匀的呈列状布置,夹爪31由边框料宽向夹持并托举边框料。
65.整个机构的动作顺序为:上升、夹紧材料、继续上升、前进、下降、松开材料、继续下降、后退,这样的循环动作使边框材料被连续往前输送加工。具体的工作流程是:上升时,第二纵向气缸12克服第一纵向气缸11的拉力先动作,其活塞杆全部伸出时,托板32将边框材料的底面托起略高于工位台面几毫米,此时夹爪31将边框材料夹紧,然后第一纵向气缸11
开始动作,将材料上升至最高处,这就避免了边框材料还未被夹紧就上升从而产生冲击导致材料滑动。下降时,第一纵向气缸11的活塞杆缩回的动作在受到第二纵向气缸12的阻碍时,此时夹爪31松开边框材料,第一纵向气缸11再与第二纵向气缸12一起缩回,将边框材料留在台面上,这样一是避免了夹爪未松开边框材料而撞击台面,二是边框材料仅仅是从离台面几毫米的位置放下,几乎没有冲击,放料平稳。
66.实施例4
67.一种适用于角码穿设的边框料传送机构,包括:第一组件1、第二组件2和夹持组件3。
68.如图1所示,床身为框形结构,边框料传送机构穿设于床身中间,边框料传送机构两侧的床身上用于适配角码穿设结构。
69.边框料传送机构的两端包括第一待料区和第二待料区;
70.第一待料区,包括第一待料架51;第二待料区,包括第二待料架52;
71.第一待料架51与第二待料架52上均包括有多组用于放置边框料的放置工位,本实施例中为槽型工位。
72.如图2所示,第一组件1包括与床身相对固定的纵向执行件,纵向执行件上下伸缩以升/降第二组件2。
73.第二组件2包括与第一组件1相对固定的横向执行件,横向执行件前后伸缩以推/拉夹持组件3。
74.第一组件1包括第一纵向气缸11和第二纵向气缸12;第二组件2包括电缸21和电缸安装板22。
75.第一纵向气11缸和第二纵向气缸12向电缸安装板22提供顶升的动力,电缸21水平布置于电缸安装板22上,通过伺服电机及丝杆的配合电缸驱动夹持组件3产生水平方向的横向移动,该移动方向即为光伏边框料的传送方向。
76.夹持组件3配置为沿边框料输送方向排布呈列的多个夹爪31,夹爪31布置于一根型材33,多个夹爪31间隔均匀的呈列状布置,夹爪31由边框料宽向夹持并托举边框料。夹爪31上的夹块312为尼龙材质的块状部件,驱动件控制夹头沿导向槽位移产生夹持开合,尼龙材质的夹块312既增大了夹持范围,又避免了型材被夹伤。
77.第一组件1顶升以使夹持组件3对边框料的承载高度高于角码穿设的安装高度;第二组件2伸出使夹持组件3位移以输送边框料;第一组件1落下、第二组件2缩回后夹持组件3复位以进行循环动作。
78.本实用新型实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型的。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型的所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1