一种五包入装箱机的制作方法
1.本实用新型涉及包装领域,具体涉及一种五包入装箱机。
背景技术:
2.目前方便面的入箱包装工作大多由人工完成,采用人工的方式进行装箱包装作业需要完成以下动作:纸箱开箱、制箱、封下箱底的胶带、装箱、封上盖的胶带、打箱体外包装的腰带,这些动作十分的繁琐,人工劳动强度大,效率低,不适合进行大批量生产;在这样的情况下市面上出现了一些自动化的装箱设备,这些自动化的设备将纸箱开箱、折箱、封下箱底的胶带、封上盖的胶带、打箱体外包装的腰带这些功能集中到智能化的设备上,使得装箱作业实现了半自动化,大大提升了装箱的效率,降低了工人的劳动强度;但是这些设备往往制造成本高、结构复杂,占地大,后期维护量大。
技术实现要素:
3.本发明的目的在于解决现有技术的问题,提供一种结构简单、制造成本低、占地面积小的五包入装箱机。
4.本发明的技术方案:一种五包入装箱机,其特征在于:包含机架、料架、下箱机构、预折机构、封箱机构、输送机构、侧调整机构、喷胶装置、导出机构;所述输送机构安装在所述机架上;所述导出机构安装在所述机架上连接所述输送机构的输出端;所述料架安装在所述机架上,位于所述输送机构的上方;所述下箱机构安装在所述机架上,位于所述料架的下方;所述侧调整机构安装在所述机架上,位于所述输送机构两侧;所述预折机构、封箱机构依次安装在所述机架上,位于所述输送机构的上方;所述喷胶装置包含喷胶机和喷胶机构;所述喷胶机安装在所述机架上,位于所述装箱机的尾部;所述喷胶机构安装在所述封箱机构的下方,使用管道与所述喷胶机连接。
5.进一步,所述料架包含框架ⅰ、幅宽调节装置ⅰ、托条;所述托条设有两个,分别安装在所述框架ⅰ上,用于放置所述纸板;所述幅宽调节装置ⅰ包含转轴ⅰ、转轴ⅱ、传动同步带ⅰ、同步带轮ⅰ、调整板ⅰ、调整板ⅱ、手轮ⅰ;所述转轴ⅰ、转轴ⅱ分别安装在所述框架ⅰ上,转轴ⅰ、转轴ⅱ之间通过使用同步带ⅰ、同步带轮ⅰ传动;所述转轴ⅰ上分别攻制正向、反向两段螺纹;所述转轴ⅱ上也分别攻制正向、反向两段螺纹;所述调整板ⅰ上安装两个正向螺母,分别与所述转轴ⅰ、转轴ⅱ连接;所述调整板ⅱ上安装两个方向螺母,分别与所述转轴ⅰ、转轴ⅱ连接;所述调整板ⅰ、调整板ⅱ上分别安装若干挡板ⅰ;所述手轮ⅰ安装在所述转轴ⅰ的末端。
6.进一步,所述下箱机构包含预下纸装置、下纸装置、转轴ⅲ;所述转轴ⅲ使用轴承座安装在所述机架上;所述预下纸装置包含气缸ⅰ、连杆ⅰ、预下纸吸盘、预下纸吸盘座;所述气缸ⅰ固定安装在所述机架上;所述连杆ⅰ一端与所述气缸ⅰ的活塞杆铰接,另一端与所述转轴ⅲ连接;所述预下纸吸盘安装在所述预下纸吸盘座上;所述预下纸吸盘座与所述转轴ⅲ连接,在所述气缸ⅰ的作用下随同转轴ⅲ旋转;所述下纸装置包含安装板ⅰ、伺服电机ⅰ、圆形转盘ⅰ、连杆ⅱ、连杆ⅲ、下纸吸盘;所述伺服电机ⅰ安装在所述安装板ⅰ上,通过齿轮传动带
动所述圆形转盘ⅰ转动;所述连杆ⅱ一端与所述圆形转盘ⅰ偏心铰接,另一端与所述连杆ⅲ连接;所述连杆ⅲ一端安装轴承,套装在所述转轴ⅲ的中部,在所述伺服电机ⅰ的驱动下绕转轴ⅲ转动;所述下纸吸盘设有若干,安装在所述连杆ⅲ上。
7.进一步,所述预折机构包含基板ⅰ、基板ⅱ、预折杆、导折杆、顶盖预压板、气缸ⅱ、气缸ⅲ、高度调节装置ⅰ、转轴ⅳ、支杆ⅰ;所述基板ⅰ安装在所述机架上;所述高度调节装置ⅰ安装在所述基板ⅰ上,包含调节手轮ⅱ、丝杆ⅰ、导向杆ⅰ、滑块ⅰ、安装板ⅱ;所述安装板ⅱ安装在所述基板ⅰ上;所述丝杆ⅰ、导向杆ⅰ平行的安装在所述安装板ⅱ上;所述调节手轮ⅱ安装在所述丝杆ⅰ上端;所述滑块ⅰ内置螺母安装在所述丝杆ⅰ上;所述导向杆ⅰ贯穿所述滑块ⅰ;所述基板ⅱ安装在所述滑块ⅰ上;所述转轴ⅳ使用轴承座安装在所述基板ⅱ上;所述气缸ⅱ安装在所述基板ⅱ上,使用连杆ⅳ与所述转轴ⅳ连接,并驱动转轴ⅳ转动;所述支杆ⅰ一端与所述转轴ⅳ连接,随同转轴ⅳ转动,另一端上安装所述预折杆;所述预折杆下端设置滚轮ⅰ;所述导折杆安装在所述基板ⅱ上;所述顶盖预压板一端与所述基板ⅱ铰接,顶盖预压板中部与所述气缸ⅲ连接,由气缸ⅲ驱动绕铰接点转动。
8.进一步,所述封箱机构包含基板ⅲ、高度调节装置ⅱ、气缸ⅳ、压板ⅰ、折边板ⅰ、定型杆ⅰ、整形气缸;所述基板ⅲ安装在所述机架上;所述高度调节装置ⅱ安装在所述基板ⅲ上,包含调节手轮ⅲ、丝杆ⅱ、导向杆ⅱ、滑块ⅱ、安装板ⅲ;所述安装板ⅲ安装在所述基板ⅲ上;所述丝杆ⅱ、导向杆ⅱ平行的安装在所述安装板ⅲ上;所述调节手轮ⅲ安装在所述丝杆ⅱ上端;所述滑块ⅱ内置螺母安装在所述丝杆ⅱ上;所述导向杆ⅱ贯穿所述滑块ⅱ;所述气缸ⅳ安装在所述滑块ⅱ上;所述压板ⅰ与所述气缸ⅳ连接,由气缸ⅳ驱动做上下运动;所述折边板ⅰ设有两个,分别安装在所述压板ⅰ底面的两边;所述整形气缸设有三个,分别使用支架ⅰ安装在所述压板ⅰ上;所述定型杆ⅰ使用支架ⅱ安装在所述气缸ⅳ上。
9.进一步,所述输送机构为步进式输送机构,包含伺服电机ⅱ、传动链轮组ⅰ、传动链轮组ⅱ、主链条、副链条;所述传动链轮组ⅰ与传动链轮组ⅱ结构一样;所述传动链轮组ⅰ上安装一条主链条和一条副链条,由所述伺服电机ⅱ驱动;所述传动链轮组ⅱ上安装一条主链条和一条副链条,由所述伺服电机ⅱ驱动;所述主链条和副链条上分别等节距的安装箱挡。
10.进一步,所述侧调整机构包含支架ⅲ、压边机构、折立页机构、填充检测传感器、封箱侧压机构、二次侧压机构、幅宽调节装置ⅱ;所述压边机构、折立页机构、填充检测传感器、封箱侧压机构、二次侧压机构、幅宽调节装置ⅱ分别安装在所述支架ⅲ上;所述压边机构设有两个,分别安装在所述支架ⅲ的两端,包含气缸
ⅴ
、转轴
ⅴ
、压边板ⅱ;所述转轴
ⅴ
使用轴承座安装在所述支架ⅲ上;所述气缸
ⅴ
安装在所述支架ⅲ上,使用连杆
ⅴ
与所述转轴
ⅴ
连接,并驱动转轴
ⅴ
转动;所述压边板ⅱ与所述转轴
ⅴ
连接,随同转轴
ⅴ
转动;所述折立页机构设有两个,分别安装在所述支架ⅲ的两端,呈前后排布,包含气缸ⅵ、转轴ⅵ、折页板;所述转轴ⅵ使用轴承座安装在所述支架ⅲ上;所述气缸ⅵ安装在所述支架ⅲ上,使用连杆ⅵ与所述转轴ⅵ连接,驱动转轴ⅵ转动;所述折页板安装在所述转轴ⅵ上,随同转轴ⅵ转动;所述填充检测传感器安装在两个折立页机构之间;所述封箱侧压机构设有两个,分别安装在所述支架ⅲ的两端,包含气缸ⅶ、压板ⅶ;所述气缸ⅶ安装在所述支架ⅲ上;所述压板ⅶ与所述气缸ⅶ连接,由气缸ⅶ驱动做往复运动;所述二次侧压机构设有两个,分别安装在所述支架ⅲ的两端,包含气缸
ⅷ
、压板
ⅷ
;所述气缸
ⅷ
安装在所述支架ⅲ上;所述压板
ⅷ
与
所述气缸
ⅷ
连接,由气缸
ⅷ
驱动做往复运动。
11.进一步,所述幅宽调节装置ⅱ包含转轴ⅶ、转轴
ⅷ
、调节边板ⅰ、调节边板ⅱ、调节手轮ⅳ、推板ⅰ、推板ⅱ;所述转轴ⅶ、转轴
ⅷ
分别安装在所述支架ⅲ,转轴ⅶ、转轴
ⅷ
之间使用链轮链条传动;所述转轴ⅶ的末端安装调节手轮ⅳ,转动调节手轮ⅳ驱动转轴ⅶ、转轴
ⅷ
转动;所述推板ⅰ、推板ⅱ分别使用传动螺母安装在转轴
ⅷ
两端,沿转轴
ⅷ
轴向做直线往复运动;所述调节边板ⅰ安装在所述推板ⅰ上;所述调节边板ⅱ安装在所述推板ⅱ上。
12.进一步,所述导出机构包含支架ⅳ、挡边、导出板、导轮;所述导出板安装在所述支架ⅳ上;所述导轮设置若干,分别安装在所述导出板上;所述挡边安装在所述导出板上。
13.进一步,所述入箱机设置plc控制器以及人机交互面板。
14.本实用新型的有益效果:(1)本实用新型采用单张纸板进行裹包装箱,减少制箱、开箱环节,节约了制箱、开箱设备的成本,同时也见减小了设备所占用的面积;(2)本实用新型通过在料架上设置幅宽调节装置ⅰ以及在侧调整机构上设置幅宽调节装置ⅱ,使得本设备适用于不同宽度纸板的使用,适用范围广;(3)本实用新型设置喷胶装置,采用热熔胶进行封箱,封箱效果好;(4)本实用新型采用plc控制,同时设置人机交互界面,操作简单;(5)本实用新型采用步进式输送机构,在折立页机构的工位处设置装箱位,可使用人工进行装箱,亦可配套使用自动化设备进行装箱,适用性强,同时配置填充检测传感器检测箱体的装箱情况,使用可靠性强;(6)本实用新型输送机构设置主链条、副链条,主链条和副链条上分别等节距的安装箱挡,通过调整副链条或者主链条,即可调整相邻两个箱挡之间的长度,以适用于不同长度箱体的传送,调节十分的方便。
附图说明
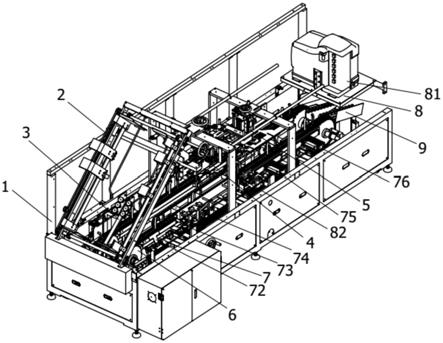
15.图1为本实用新型立体图;图2为本实用新型另一角度立体图;图3为本实用新型料架立体图;图4为本实用新型下箱机构立体图;图5为本实用新型预折机构立体图;图6为本实用新型预折机构平面图;图7为本实用新型封箱机构立体图;图8为本实用新型封箱机构平面图;图9为本实用新型侧调整机构立体图;图10为本实用新型侧调整机构平面图;图11为本实用新型导出机构立体图;图12为本实用新型输送机构立体图;图13为本实用新型输送机构平面图。
具体实施方式
16.如图所示:一种五包入装箱机,其特征在于:包含机架1、料架2、下箱机构3、预折机构4、封箱机构5、输送机构6、侧调整机构7、喷胶装置8、导出机构9;所述输送机构6安装在所述机架1上;所述导出机构9安装在所述机架1上连接所述输送机构6的输出端;所述料架2安装在所述机架1上,位于所述输送机构6的上方;所述下箱机构3安装在所述机架1上,位于所述料架2的下方;所述侧调整机构7安装在所述机架1上,位于所述输送机构6两侧;所述预折机构4、封箱机构5依次安装在所述机架1上,位于所述输送机构6的上方;所述喷胶装置8包含喷胶机81和喷胶机构82;所述喷胶机81安装在所述机架1上,位于所述装箱机的尾部;所述喷胶机构82安装在所述封箱机构5的下方,使用管道与所述喷胶机81连接。
17.所述料架2包含框架ⅰ21、幅宽调节装置ⅰ22、托条23;所述托条23设有两个,分别安装在所述框架ⅰ21上,用于放置所述纸板;所述幅宽调节装置ⅰ22包含转轴ⅰ221、转轴ⅱ222、
传动同步带ⅰ223、同步带轮ⅰ224、调整板ⅰ225、调整板ⅱ226、手轮ⅰ227;所述转轴ⅰ221、转轴ⅱ222分别安装在所述框架ⅰ21上,转轴ⅰ221、转轴ⅱ222之间通过使用同步带ⅰ223、同步带轮ⅰ224传动;所述转轴ⅰ221上分别攻制正向、反向两段螺纹;所述转轴ⅱ222上也分别攻制正向、反向两段螺纹;所述调整板ⅰ225上安装两个正向螺母,分别与所述转轴ⅰ221、转轴ⅱ222连接;所述调整板ⅱ226上安装两个方向螺母,分别与所述转轴ⅰ221、转轴ⅱ222连接;所述调整板ⅰ225、调整板ⅱ226上分别安装若干挡板ⅰ24;所述手轮ⅰ227安装在所述转轴ⅰ221的末端。
18.所述下箱机构3包含预下纸装置31、下纸装置32、转轴ⅲ33;所述转轴ⅲ33使用轴承座安装在所述机架1上;所述预下纸装置31包含气缸ⅰ311、连杆ⅰ312、预下纸吸盘313、预下纸吸盘座314;所述气缸ⅰ311固定安装在所述机架1上;所述连杆ⅰ312一端与所述气缸ⅰ311的活塞杆铰接,另一端与所述转轴ⅲ33连接;所述预下纸吸盘31安装在所述预下纸吸盘座314上;所述预下纸吸盘座314与所述转轴ⅲ33连接,在所述气缸ⅰ31的作用下随同转轴ⅲ33旋转;所述下纸装置32包含安装板ⅰ321、伺服电机ⅰ322、圆形转盘ⅰ323、连杆ⅱ324、连杆ⅲ325、下纸吸盘326;所述伺服电机ⅰ322安装在所述安装板ⅰ321上,通过齿轮传动带动所述圆形转盘ⅰ323转动;所述连杆ⅱ324一端与所述圆形转盘ⅰ323偏心铰接,另一端与所述连杆ⅲ325连接;所述连杆ⅲ325一端安装轴承,套装在所述转轴ⅲ33的中部,在所述伺服电机ⅰ322的驱动下绕转轴ⅲ33转动;所述下纸吸盘326设有若干,安装在所述连杆ⅲ325上。
19.所述预折机构4包含基板ⅰ41、基板ⅱ42、预折杆43、导折杆44、顶盖预压板45、气缸ⅱ46、气缸ⅲ47、高度调节装置ⅰ48、转轴ⅳ49、支杆ⅰ40;所述基板ⅰ41安装在所述机架上1;所述高度调节装置ⅰ48安装在所述基板ⅰ41上,包含调节手轮ⅱ481、丝杆ⅰ482、导向杆ⅰ483、滑块ⅰ484、安装板ⅱ485;所述安装板ⅱ485安装在所述基板ⅰ41上;所述丝杆ⅰ482、导向杆ⅰ483平行的安装在所述安装板ⅱ485上;所述调节手轮ⅱ481安装在所述丝杆ⅰ482上端;所述滑块ⅰ484内置螺母安装在所述丝杆ⅰ482上;所述导向杆ⅰ483贯穿所述滑块ⅰ484;所述基板ⅱ42安装在所述滑块ⅰ484上;所述转轴ⅳ49使用轴承座安装在所述基板ⅱ42上;所述气缸ⅱ46安装在所述基板ⅱ42上,使用连杆ⅳ461与所述转轴ⅳ49连接,并驱动转轴ⅳ49转动;所述支杆ⅰ40一端与所述转轴ⅳ49连接,随同转轴ⅳ49转动,另一端上安装所述预折杆43;所述预折杆43下端设置滚轮ⅰ431;所述导折杆44安装在所述基板ⅱ42上;所述顶盖预压板45一端与所述基板ⅱ42铰接,顶盖预压板45中部与所述气缸ⅲ47连接,由气缸ⅲ47驱动绕铰接点转动。
20.所述封箱机构5包含基板ⅲ51、高度调节装置ⅱ52、气缸ⅳ53、压板ⅰ54、折边板ⅰ55、定型杆ⅰ56、整形气缸57;所述基板ⅲ51安装在所述机架1上;所述高度调节装置ⅱ52安装在所述基板ⅲ51上,包含调节手轮ⅲ521、丝杆ⅱ522、导向杆ⅱ523、滑块ⅱ524、安装板ⅲ525;所述安装板ⅲ525安装在所述基板ⅲ51上;所述丝杆ⅱ522、导向杆ⅱ523平行的安装在所述安装板ⅲ525上;所述调节手轮ⅲ521安装在所述丝杆ⅱ522上端;所述滑块ⅱ523内置螺母安装在所述丝杆ⅱ522上;所述导向杆ⅱ523贯穿所述滑块ⅱ523;所述气缸ⅳ53安装在所述滑块ⅱ523上;所述压板ⅰ54与所述气缸ⅳ53连接,由气缸ⅳ53驱动做上下运动;所述折边板ⅰ55设有两个,分别安装在所述压板ⅰ54底面的两边;所述整形气缸57设有三个,分别使用支架ⅰ58安装在所述压板ⅰ54上;所述定型杆ⅰ56使用支架ⅱ59安装在所述气缸ⅳ53上。
21.所述输送机构6为步进式输送机构,包含伺服电机ⅱ61、传动链轮组ⅰ62、传动链轮
组ⅱ63、主链条64、副链条65;所述传动链轮组ⅰ62与传动链轮组ⅱ63结构一样;所述传动链轮组ⅰ62上安装一条主链条64和一条副链条65,由所述伺服电机ⅱ61驱动;所述传动链轮组ⅱ63上安装一条主链条64和一条副链条65,由所述伺服电机ⅱ61驱动;所述主链条64和副链条65上分别等节距的安装箱挡66。
22.所述侧调整机构7包含支架ⅲ71、压边机构72、折立页机构73、填充检测传感器74、封箱侧压机构75、二次侧压机构76、幅宽调节装置ⅱ77;所述压边机构72、折立页机构73、填充检测传感器74、封箱侧压机构75、二次侧压机构76、幅宽调节装置ⅱ77分别安装在所述支架ⅲ71上;所述压边机构72设有两个,分别安装在所述支架ⅲ71的两端,包含气缸
ⅴ
721、转轴
ⅴ
722、压边板ⅱ723;所述转轴
ⅴ
722使用轴承座安装在所述支架ⅲ71上;所述气缸
ⅴ
721安装在所述支架ⅲ71上,使用连杆
ⅴ
78与所述转轴
ⅴ
722连接,并驱动转轴
ⅴ
722转动;所述压边板ⅱ723与所述转轴
ⅴ
722连接,随同转轴
ⅴ
722转动;所述折立页机构73设有两个,分别安装在所述支架ⅲ71的两端,呈前后排布,包含气缸ⅵ731、转轴ⅵ732、折页板733;所述转轴ⅵ732使用轴承座安装在所述支架ⅲ71上;所述气缸ⅵ731安装在所述支架ⅲ71上,使用连杆ⅵ79与所述转轴ⅵ732连接,驱动转轴ⅵ732转动;所述折页板733安装在所述转轴ⅵ732上,随同转轴ⅵ732转动;所述填充检测传感器74安装在两个折立页机构73之间;所述封箱侧压机构75设有两个,分别安装在所述支架ⅲ71的两端,包含气缸ⅶ751、压板ⅶ752;所述气缸ⅶ751安装在所述支架ⅲ71上;所述压板ⅶ752与所述气缸ⅶ751连接,由气缸ⅶ751驱动做往复运动;所述二次侧压机构76设有两个,分别安装在所述支架ⅲ71的两端,包含气缸
ⅷ
761、压板
ⅷ
762;所述气缸
ⅷ
761安装在所述支架ⅲ71上;所述压板
ⅷ
762与所述气缸
ⅷ
761连接,由气缸
ⅷ
761驱动做往复运动。
23.所述幅宽调节装置ⅱ77包含转轴ⅶ771、转轴
ⅷ
772、调节边板ⅰ773、调节边板ⅱ774、调节手轮ⅳ775、推板ⅰ776、推板ⅱ777;所述转轴ⅶ771、转轴
ⅷ
772分别安装在所述支架ⅲ71,转轴ⅶ771、转轴
ⅷ
772之间使用链轮链条传动;所述转轴ⅶ771的末端安装调节手轮ⅳ775,转动调节手轮ⅳ775驱动转轴ⅶ771、转轴
ⅷ
772转动;所述推板ⅰ776、推板ⅱ777分别使用传动螺母安装在转轴
ⅷ
772两端,沿转轴
ⅷ
772轴向做直线往复运动;所述调节边板ⅰ773安装在所述推板ⅰ776上;所述调节边板ⅱ774安装在所述推板ⅱ777上。
24.所述导出机构9包含支架ⅳ91、挡边92、导出板93、导轮94;所述导出板93安装在所述支架ⅳ91上;所述导轮93设置若干,分别安装在所述导出板93上;所述挡边92安装在所述导出板93上。
25.所述装箱机设置plc控制器以及人机交互面板10。
26.本实用新型的动作流程:将纸板放置于料架上,启动机器,下箱机构的预下纸装置动作,将料架上的一个纸板向下拉动,然后下纸装置动作,将预下纸装置拉下来的纸板吸住继续向下拉至纸箱成型工位,压边机构动作,将纸板两侧顶起一定的角度,输送机构动作,将成型工位的纸板向前输送一个工位,到达装箱工位,在这个工位,折立页机构动作将两边呈一定角度的纸板的前后两个立页进行折叠,使纸板成为无盖的箱子状,然后采用人工或者机器的方式将物料装入箱体内,充填检测传感器对箱体内进行检测,待检测到装箱完成后,输送机构继续动作,将箱子向前运送至预折工位,预折机构动作对箱子的顶面的长边进行预折,完成后,输送机构继续动作,将箱子向前运送至封箱工位,封箱侧压机构动作,对箱子两侧的折边进行压合,完成后,喷胶机动作,通过管道将热熔胶输送给喷胶机构对箱子的
顶面和侧面进行封胶作业,完成后,输送机构继续将箱子往前输送,经过封箱侧压工位和二次侧压工位,分别由封箱侧压机构和二次侧压机构对箱子进行双次压合,压合后的箱子由输送机构传送进入导出机构,由导出机构导出,完成一个纸箱的装箱封箱作业。
27.以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1