多连包输送系统的制作方法
1.本技术涉及输送设备技术领域,具体为一种多连包输送系统。
背景技术:
2.目前,在超市、零食店等卖场有连包产品挂在货架上出售,例如五连包或者十连包的qq软糖、咖啡、奶茶、饼干等产品。这些多连包的袋包装产品,通常在工厂里由包装机包装成一连串的小袋,再由人工撕成或者机器切断形成五连包或者十连包等指定袋数,最后再由人工将多连包产品折叠起来进行打包,以便出货运输。
3.但是,随着科技的发展以及企业生产自动化程度的不断提高,上述采用人工折叠多连包产品的方式,需要耗费大量的人力,人工劳动强度高,工作效率低,成本高。
4.因此,如何设计一款多连包输送系统,以克服上述的不足,是本领域技术人员亟待解决的一个问题。
技术实现要素:
5.本技术的一个目的在于提供一种结构简单,操作方便,自动化程度高,且可以对多连包产品进行输送以及折叠的多连包输送系统。
6.为达到以上目的,本技术采用的技术方案为:一种多连包输送系统,包括输送机构、折叠机构以及压紧机构;所述输送机构包括机架、两个固定轴以及多个皮带;所述固定轴可转动地设置于所述机架上,所述皮带沿左右方向套接于两个所述固定轴上,且相邻的两个所述皮带之间留有间隔;所述折叠机构包括基座、多个t形杆以及多个转动臂,所述基座设置于所述机架上;多个所述t形杆一一对应地布置于多个所述间隔内,所述t形杆的下端设置于所述基座上,所述t形杆的上端面与所述皮带的上表面平齐;所述t形杆的左右两端均铰接于所述转动臂的一端,使得所述转动臂的另一端可沿所述间隔上下转动;所述压紧机构包括安装架以及压板,所述安装架布置于所述机架的前侧或者后侧,且所述安装架可上下活动地设置于所述基座上;所述压板布置于多个所述t形杆的上方,且所述压板可前后活动地设置于所述安装架上。
7.优选的,所述折叠机构还包括两个固定杆以及两个驱动气缸;所述转动臂上靠近所述t形杆的一端均向下延伸有连接臂,位于所述t形杆左侧的多个所述连接臂的下端均设置于一个所述固定杆上,位于所述t形杆右侧的多个所述连接臂的下端均设置于另一个所述固定杆上;两个驱动气缸的一端均铰接于所述基座上,两个所述驱动气缸的另一端分别铰接于两个所述固定杆上。其优点是:通过分别控制两个所述驱动气缸的伸缩,即可分别控制位于所述t形杆左侧以及右侧的所述转动臂自动发生转动,且所述驱动气缸的动作迅速,使得所述转动臂向上转动一定角度后,即可将多连包产品推翻至另一侧。
8.优选的,所述安装架上设有限位滑槽,所述压板上设有限位滑块,所述限位滑块前后滑动连接于所述限位滑槽内;所述压紧机构还包括用于驱动所述限位滑块在所述限位滑槽内滑动的驱动组件,所述驱动组件设置于所述安装架上。其优点是:通过所述限位滑块以
及所述限位滑槽之间的滑动限位,得以提高所述压板的运动精度;同时,在所述驱动组件的作用下,得以自动控制所述限位滑块(即所述压板)沿前后方向发生运动。
9.优选的,所述驱动组件包括电磁铁、磁石以及弹簧;所述电磁铁设置于所述安装架上,并用于对设置于所述限位滑块内部的所述磁石产生吸引力;所述弹簧设置于所述限位滑块以及所述电磁铁之间,并迫使所述限位滑块向偏离所述电磁铁的方向滑动,直至所述压板运动至多个所述t形杆的正上方。其优点是:当需要控制所述压板从上下两层产品之间抽出时,即可启动所述电磁铁,所述电磁铁通电瞬间产生磁场,以对所述磁石产生吸引力,迫使所述限位滑块带动所述压板迅速抽离上下两层产品,抽离瞬间,上下两层产品在惯性作用下,不会发生位移;当给所述电磁铁断电后,在所述弹簧的作用下,得以迫使所述限位滑块向偏离所述电磁铁的方向滑动,直至所述压板运动至多个所述t形杆的正上方,完成所述压板的自动复位,且该过程无需消耗电力。
10.优选的,所述限位滑块以及所述电磁铁上均设有用于容纳所述弹簧的端部的容纳孔。其优点是:当所述电磁铁与所述安装架之间相互固定后,在所述容纳孔的作用下,即可对所述弹簧进行限位固定,从而无需单独对所述弹簧的两端进行固定,降低了对所述弹簧的安装难度。
11.优选的,所述压紧机构还包括行程可变的升降气缸,所述升降气缸的下端设置于所述基座上,所述升降气缸的上端设置于所述安装架上。其优点是:通过所述升降气缸即可控制所述安装架发生上下运动;同时,由于所述升降气缸的行程可变,得以适应多连包产品折叠后的高度变化,否则,若所述升降气缸的行程不可变,极易将折叠后的多连包产品压至破损。
12.优选的,所述机架的前后两侧高于所述皮带的上表面,所述机架的前后两侧且与所述t形杆对应的位置上前后贯穿设有让位槽。其优点是:当所述机架的前后两侧高于所述皮带的上表面时,多连包产品在所述皮带上进行输送的同时,所述机架的前后两侧可以自动对多连包产品进行纠偏,使得多连包产品更加精准的自左向右进行输送。同时,在所述让位槽的作用下,得以避免所述压板无法将产品压紧在t形杆上。
13.与现有技术相比,本技术的有益效果在于:使用时,先控制所述t形杆左右两端的所述转动臂转动至水平位置,再控制所述安装架向上运动至所述机架的上方,并控制所述压板沿前后方向运动至多个所述t形杆的正上方;然后将所述皮带的左端与包装机衔接起来,使得包装机包装形成的多连包产品沿所述皮带的上表面自左向右进行输送;当多连包产品上最右侧的一包产品运动至所述t形杆的正上方时,暂停输送,并控制所述安装架向下运动,使得所述压板压在最右侧的一包产品上,再控制左侧的所述转动臂迅速向上转动,以将位于所述t形杆左方的产品向右推翻至所述皮带上,即完成第一次折叠;完成第一次折叠后,由于所述压板位于上下两层产品之间,只需先控制所述压板沿前后方向活动,使得所述压板与上下两层产品脱离,再控制所述安装架向上运动,使得所述压板位于上层产品的上方后,再控制所述压板运动至上层产品的正上方,并控制所述安装架向下运动,使得所述压板压在上层产品上,再控制所述t形杆右侧的所述转动臂迅速向上转动,以将位于所述t形杆右方的产品向左推翻至所述皮带上,即完成第二次折叠;依次类推,直至将多连包产品依次折叠起来,再重新启动所述皮带,将折叠好多连包产品输送至下一工位上。综上所述,该所述多连包输送系统的结构简单,操作方便,自动化程度高,且可以对多连包产品进行输送
以及折叠,实用性强。
附图说明
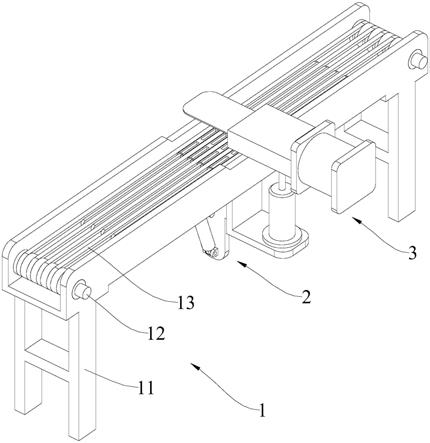
14.图1为本技术提供的一种多连包输送系统的立体图。
15.图2为本技术提供的图1中多连包输送系统的爆炸图。
16.图3为本技术提供的图2中输送机构的剖视图,展示了皮带的设置方式。
17.图4为本技术提供的图2中折叠机构的爆炸图。
18.图5为本技术提供的图2中折叠机构的后视图,展示了驱动气缸的工作原理。
19.图6为本技术提供的图2中压紧机构的爆炸图。
20.图7为本技术提供的图2中压紧机构的剖视图,展示了压板的安装原理。
21.图8
‑
10为本技术提供的图1中多连包输送系统的工作原理图。
22.图中:1、输送机构;11、机架;111、让位槽;12、固定轴;13、皮带;131、间隔;2、折叠机构;21、基座;22、t形杆;23、转动臂;231、连接臂;24、固定杆;25、驱动气缸;3、压紧机构;31、安装架;311、限位滑槽;32、压板;321、限位滑块;322、容纳孔;33、驱动组件;331、电磁铁;332、磁石;333、弹簧;34、升降气缸;100、产品。
具体实施方式
23.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
24.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
25.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
26.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
27.参照图1
‑
10,本技术的一个实施例提供一种多连包输送系统,包括输送机构1、折叠机构2以及压紧机构3;输送机构1包括机架11、两个固定轴12以及多个皮带13;固定轴12可转动地设置于机架11上,皮带13沿左右方向套接于两个固定轴12上,且相邻的两个皮带13之间留有间隔131;折叠机构2包括基座21、多个t形杆22以及多个转动臂23,基座21设置于机架11上;多个t形杆22一一对应地布置于多个间隔131内,t形杆22的下端设置于基座21上,t形杆22的上端面与皮带13的上表面平齐;t形杆22的左右两端均铰接于转动臂23的一端,使得转动臂23的另一端可沿间隔131上下转动;压紧机构3包括安装架31以及压板32,安装架31布置于机架11的前侧或者后侧,且安装架31可上下活动地设置于基座21上;压板32布置于多个t形杆22的上方,且压板32可前后活动地设置于安装架31上。
28.使用时,先控制t形杆22左右两端的转动臂23转动至水平位置,再控制安装架31向上运动至机架11的上方,并控制压板32沿前后方向运动至多个t形杆22的正上方;然后将皮带13的左端与包装机衔接起来,使得包装机上包装形成的多连包产品100沿皮带13的上表面自左向右进行输送。当多连包产品100上最右侧的一包产品100运动至t形杆22的正上方时,暂停输送,并控制安装架31向下运动,使得压板32压在最右侧的一包产品100上(如图8所示),再控制左侧的转动臂23迅速向上转动,以将位于t形杆22左方的产品100向右推翻至皮带13上(如图9所示),即完成第一次折叠;完成第一次折叠后,由于压板32位于上下两层产品100之间,只需先控制压板32沿前后方向活动,使得压板32与上下两层产品100脱离,再控制安装架31向上运动,使得压板32位于上层产品100的上方后,再控制压板32运动至上层产品100的正上方,并控制安装架31向下运动,使得压板32压在上层产品100上(如图10所示),再控制t形杆22右侧的转动臂23迅速向上转动,以将位于t形杆22右方的产品100向左推翻至皮带13上,即完成第二次折叠;依次类推,直至将多连包产品100依次折叠起来,再重新启动皮带13,将折叠好多连包产品100输送至下一工位上。综上,该多连包输送系统的结构简单,操作方便,自动化程度高,且可以对多连包产品100进行输送以及折叠,实用性强。
29.参照图4以及图5,在本技术的一些实施例中,折叠机构2还包括两个固定杆24以及两个驱动气缸25;转动臂23上靠近t形杆22的一端均向下延伸有连接臂231,位于t形杆22左侧的多个连接臂231的下端均设置于一个固定杆24上,位于t形杆22右侧的多个连接臂231的下端均设置于另一个固定杆24上;两个驱动气缸25的一端均铰接于基座21上,两个驱动气缸25的另一端分别铰接于两个固定杆24上。通过分别控制两个驱动气缸25的伸缩,即可分别控制位于t形杆22左侧以及右侧的转动臂23自动发生转动,且驱动气缸25的动作迅速,使得转动臂23向上转动一定角度后,即可将多连包产品100推翻至另一侧。
30.参照图6以及图7,在本技术的一些实施例中,安装架31上设有限位滑槽311,压板32上设有限位滑块321,限位滑块321前后滑动连接于限位滑槽311内;压紧机构3还包括用于驱动限位滑块321在限位滑槽311内滑动的驱动组件33,驱动组件33设置于安装架31上。通过限位滑块321以及限位滑槽311之间的滑动限位,得以提高压板32的运动精度;同时,在驱动组件33的作用下,得以自动控制限位滑块321(即压板32)沿前后方向发生运动。
31.参照图6以及图7,在本技术的一些实施例中,驱动组件33包括电磁铁331、磁石332以及弹簧333;电磁铁331设置于安装架31上,并用于对设置于限位滑块321内部的磁石332产生吸引力;弹簧333设置于限位滑块321以及电磁铁331之间,并迫使限位滑块321向偏离电磁铁331的方向滑动,直至压板32运动至多个t形杆22的正上方。当需要控制压板32从上下两层产品100之间抽出时,即可启动电磁铁331,电磁铁331通电瞬间产生磁场,以对磁石332产生吸引力,迫使限位滑块321带动压板32迅速抽离上下两层产品100,抽离瞬间,上下两层产品100在惯性作用下,不会发生位移;当给电磁铁331断电后,在弹簧333的作用下,得以迫使限位滑块321向偏离电磁铁331的方向滑动,直至压板32运动至多个t形杆22的正上方,完成压板32的自动复位,且该过程无需消耗电力。
32.参照图7,在本技术的一些实施例中,限位滑块321以及电磁铁331上均设有用于容纳弹簧333的端部的容纳孔322。当电磁铁331与安装架31之间相互固定后,在容纳孔322的作用下,即可对弹簧333进行限位固定,从而无需单独对弹簧333的两端进行固定,降低了对弹簧333的安装难度。
33.参照图6,在本技术的一些实施例中,压紧机构3还包括行程可变的升降气缸34,升降气缸34的下端设置于基座21上,升降气缸34的上端设置于安装架31上。通过升降气缸34即可控制安装架31发生上下运动;同时,由于升降气缸34的行程可变,得以适应多连包产品100折叠后的高度变化,否则,若升降气缸34的行程不可变,极易将折叠后的多连包产品100压至破损。需要说明的是,行程可变的升降气缸34本身以及控制行程发生变化的方式均为现有技术,在此不做详细赘述。
34.参照图1以及图2,在本技术的一些实施例中,机架11的前后两侧高于皮带13的上表面,机架11的前后两侧且与t形杆22对应的位置上前后贯穿设有让位槽111。当机架11的前后两侧高于皮带13的上表面时,多连包产品100在皮带13上进行输送的同时,机架11的前后两侧可以自动对多连包产品100进行纠偏,使得多连包产品100更加精准的自左向右进行输送。同时,在让位槽111的作用下,得以避免压板32与机架11的前后两侧产生干涉,从而防止了压板32无法将产品100压紧在t形杆22上。
35.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1