一种绕线扎线成捆一体机的制作方法
1.本实用新型涉及电线生产设备领域,特别涉及一种绕线扎线成捆一体机。
背景技术:
2.为方便线材存放、运输、使用以及销售,线材生产企业或是其他有类似需要的设备厂,常常需要将一整根指定长度的线材分别装绕扎成多圈线材,然后再对多圈线材进行整理,通常需要使用胶带对线材进行捆绑,不仅能够避免线材缠绕在一起,而且也大大提高了操作人员整理的工作效率。
3.为实现上述的目的,现有市面上分别出现了将一整根指定长度的线材分别装绕扎成多圈线材的绕线扎线装置,也有部分将线材进行捆绑的捆绑机。
4.现有的绕线扎线装置和捆绑装置一般是独立设置,分别运行。也就是说,经绕线扎线装置加工完成后的线材需要人工手动将其运输至捆绑装置进行捆绑,人工劳动强度大且生产效率低。
技术实现要素:
5.本实用新型的目的是提供一种绕线扎线成捆一体机,至少能够解决上述问题之一。
6.根据本实用新型的一个方面,提供了一种绕线扎线成捆一体机,至少包括以下组件:
7.机体;
8.绕线装置,设置于机体且配置为对输入的指定长度的单根线材盘绕成多圈线材;
9.扎线装置,设置于机体且位于绕线装置的后端,配置为将多圈线材进行初步捆绑,得到单捆线材;
10.成捆装置,设置于机体且位于扎线装置的后端,配置为对多个经扎线装置初步捆绑的单捆线材进行捆绑,得到成品成捆线材;
11.输送装置,设置于机体且位于绕线装置、扎线装置的上方,配置为将多圈线材输送至扎线装置和/或将单捆线材输送至成捆装置。
12.由此,本实用新型提供了一种全新结构的绕线扎线成捆一体机,该绕线扎线成捆一体机的工作原理为:人工或者机械手将单根线材放置于绕线装置的进料端,在绕线装置的作用下,单根线材被盘绕成多圈线材,输送装置工作,将多圈线材输送至扎线装置,扎线装置工作,对该多圈线材进行初步捆绑,得到单个的单捆线材;输送装置继续工作,将该单捆线材输送至成捆装置,重复以上步骤,当输送至成捆装置处的单捆线材达到设定数量后,成捆工作工作,将成垛的单捆线材进行捆绑,得到成品成捆线材。
13.本实用新型的绕线扎线成捆一体机不仅可以实现的绕线、扎线、成捆等工作的自动进行,大大减少人力,提高生产效率和生产质量;而且能够集绕线扎线装置和捆绑装置与一体,结构紧凑,可实现连续生产。
14.在一些实施方式中,绕线装置包括上下排线机构和绕线机构,上下排线机构与绕线机构相配合;
15.上下排线机构包括送线夹、驱动送线夹松开或夹紧的第一驱动件以及用于驱动送线夹沿若干轴方向运动的第一驱动组件,送线夹、第一驱动件安装于第一驱动组件,送线夹包括一固定的立柱和一与第一驱动件动力连接的滚轮,在第一驱动件的驱动下,滚轮可靠近或者远离所述立柱;
16.绕线机构包括转盘、第二驱动组件、托线叉、第二驱动件、第一绕线柱和第二绕线柱,转盘可转动地安装于机体,第二驱动组件与转盘动力连接且用于驱动转盘转动,第一绕线柱和第二绕线柱相对设置且位于转盘的边缘,托线叉设置在转盘中部且位于第一绕线柱和第二绕线柱之间,第一绕线柱和第二绕线柱的其中之一连接有第二驱动件,在第二驱动件的驱动下,第二绕线柱与第一绕线柱可相对运动。
17.在一些实施方式中,输送装置包括第一取线手机构、第二取线手机构和驱动机构,第一取线手机构、第二取线手机构安装于驱动机构,驱动机构安装于机体且配置为驱动第一取线手机构和第二取线手机构沿水平方向往复平移,第一取线手机构配置为将多圈线材输送至扎线装置,第二取线手机构配置为将单捆线材输送至成捆装置。由此,可实现物料的连续输送,运输效率高,进而提高生产效率。
18.在一些实施方式中,扎线装置包括送扎带机构、预扎线机构和扭扎线机构,送扎带机构、预扎线机构安装于机体且与转盘位于同一水平线上,送扎带机构用于输入第一扎带至预扎线机构,预扎线机构与第一取线手机构相配合,用于承接第一取线手机构输送的多圈线材,扭扎线机构安装于第二取线手机构且与预扎线机构相配合,用于将第一扎带绑在多圈线材上。由此,扎线装置工作原理为:送扎带机构预先将第一扎带输送至预扎线机构,当第一取线手机构将多圈线材输入至预扎线机构后,会压紧预扎线机构内的第一扎带,第一扎带包围于多圈线材的外周,然后扭扎线机构夹紧第一扎带的两端部,并将其旋转拧合在一起,完成初步捆绑,得到单个的单捆线材。
19.在一些实施方式中,第一取线手机构包括第一取线夹组件和第三驱动件,第一取线夹组件安装于第三驱动件,第三驱动件安装于驱动机构,第一取线夹组件用于夹取所述多圈线材,第三驱动件用于驱动第一取线夹组件升降;
20.第一取线夹组件包括第四驱动件、第一取线夹和第一横臂,第一取线夹安装于第一横臂且至少为一对,第一横臂可活动地安装于第四驱动件,第一横臂上开设有供第一取线夹沿第一横臂的长度方向移动的滑槽,第四驱动件能够驱动第一横臂摆动,进而带动第一取线夹张开或者闭合。
21.在一些实施方式中,第一取线手机构还包括第一压线板,第一压线板安装于第四驱动件且与多圈线材相配合,用于将多圈线材压紧于预扎线机构里,第三驱动件能够驱动第一取线夹组件以及和第一压线板一起升降。
22.在一些实施方式中,第二取线手机构包括第二取线夹组件、第一安装架和第五驱动件,第二取线夹组件、扭扎线机构安装于第一安装架,第一安装架安装于第五驱动件,第二取线夹组件用于夹取单捆线材,第五驱动件用于驱动第二取线夹组件升降;
23.在一些实施方式中,第二取线夹组件包括第六驱动件、第二取线夹和第二横臂,第二横臂安装于第一安装架,第六驱动件安装于第二横臂且至少为一个,第二取线夹安装于
第二横臂且至少为一对,第六驱动件用于第二取线夹张开或者闭合。
24.在一些实施方式中,扭扎线机构包括扎线夹、第七驱动件和第三驱动组件,扎线夹安装于第七驱动件,第七驱动件安装于第三驱动组件且用于驱动扎线架张开或者闭合,第三驱动组件安装于第一安装架且用于驱动扎线夹以及第七驱动件一起旋转。
25.在一些实施方式中,驱动机构包括第二安装架、第三安装架、第四驱动组件、第一直线导轨和第一滑块,第二安装架安装于机体,第四驱动组件和第一直线导轨安装于第二安装架,第三安装架与第四驱动组件动力连接,且通过第一滑块可滑动地安装于第一直线导轨,第一滑块套装于第一直线导轨的外周且与第一直线导轨滑动配合,第一取线手机构和第二取线手机构安装于第三安装架。由此,驱动机构可驱动第一取线手机构和第二取线手机构在水平方向运动,进而完成水平方向的进给,具体原理为:第四驱动组件带动第三安装架沿着第一直线导轨滑动,进而带动安装于第三安装架的第一取线手机构和第二取线手机构平移,完成横向方向的进给。
26.在一些实施方式中,成捆装置包括工作台、捆绑机构、推送机构和穿绳机构,工作台、捆绑机构、推送机构和穿绳机构均安装于机体,捆绑机构设置于工作台的下方,推送机构和穿绳机构设置于工作台的上方,工作台的表面设有捆绑工位,捆绑工位处开设有与穿绳机构相配合的孔位,穿绳机构、捆绑机构分别位于孔位的上下两侧且相配合;
27.推送机构配置为将第二取线手机构输送过来的成垛的单捆线材推送至捆绑工位以及将成品成捆线材从捆绑工位推出;
28.穿绳机构与捆绑机构共同配合,配置为将第二扎带捆绑于成垛的单捆线材上,得到成品成捆线材。
29.由此,成捆装置的工作原理为:第二取线手机构将单捆线材一个个输送至工作台的表面且放置于推送机构的前方,当数量达到设定参数值后,推送机构工作,将成垛的单捆线材推送至捆绑工位,在推送过程中,最前端的单捆线材会推动穿绳机构夹取的第二扎带,使得第二扎带包围于所有单捆线材的外周,然后穿绳机构与捆绑机构共同配合,将第二扎带捆绑于所有单捆线材的外周,得到成品的成捆线材。
30.在一些实施方式中,成捆装置还包括限位机构,限位机构安装于穿绳机构且位于穿绳机构的前侧,限位机构前侧的工作台的表面设有放料工位,第二取线手机构配置为将单捆线材输送至放料工位,限位机构与推送机构相配合,共同对放料工位上的多个单捆线材进行限位。由此,限位机构可起到整理的作用,便于后续的捆绑。
31.在一些实施方式中,成捆装置还包括压紧机构,限位机构安装于穿绳机构且位于穿绳机构的后侧,压紧机构位于捆绑工位的上方且配置为压紧捆绑工位上的成垛的单捆线材。由此,压紧机构可在单捆线材到位后对其进行压紧限位,便于捆绑机构的捆绑。
32.本实用新型的有益效果:
33.本实用新型提供了一种全新结构的绕线扎线成捆一体机,该绕线扎线成捆一体机的工作原理为:人工或者机械手将单根线材放置于绕线装置的进料端,在绕线装置的作用下,单根线材被盘绕成多圈线材,输送装置工作,将多圈线材输送至扎线装置,扎线装置工作,对该多圈线材进行初步捆绑,得到单个的单捆线材;输送装置继续工作,将该单捆线材输送至成捆装置,重复以上步骤,当输送至成捆装置处的单捆线材达到设定数量后,成捆工作工作,将成垛的单捆线材进行捆绑,得到成品成捆线材。
34.本实用新型的绕线扎线成捆一体机不仅可以实现的绕线、扎线、成捆等工作的自动进行,大大减少人力,提高生产效率和生产质量;而且能够集绕线扎线装置和捆绑装置与一体,结构紧凑,可实现连续生产。
35.本实用新型的绕线扎线成捆一体机自动化程度高、人工参与度低,可大大节省人工,极大提高生产效率,降低生产成本。
附图说明
36.图1为本实用新型一实施方式的线材的加工过程的步骤示意图;
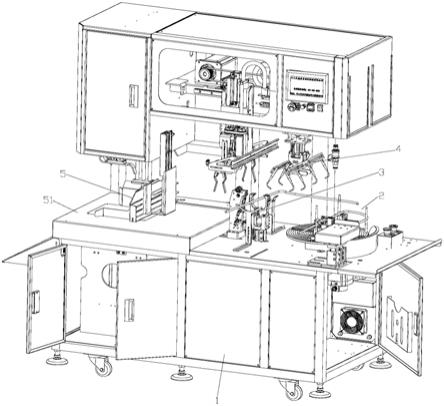
37.图2为本实用新型一实施方式的绕线扎线成捆一体机的立体结构示意图;
38.图3为图2所示的绕线扎线成捆一体机省略部分机体后的简化结构示意图;
39.图4为图3所示的绕线扎线成捆一体机的绕线装置和扎线装置的部分立体结构示意图;
40.图5为图4所示的绕线装置的上下排线机构的立体结构示意图;
41.图6为图4所示的绕线装置的绕线机构的立体结构示意图;
42.图7为图3所示的绕线扎线成捆一体机的输送装置的立体结构示意图;
43.图8为图7所示的输送装置的驱动机构的立体结构示意图;
44.图9为图7所示的输送装置的第一取线手机构的立体结构示意图;
45.图10为图7所示的第二取线手机构和扭扎线机构的立体结构示意图;
46.图11为图10所示的扭扎线机构的立体结构示意图;
47.图12为图10所示的第二取线手机构的第二取线夹组件的立体结构示意图;
48.图13为图3所示的绕线扎线成捆一体机的成捆装置的立体结构示意图;
49.图14为图13所示的成捆装置的省略部分结构后的简化结构示意图;
50.图15为图14所示的成捆装置的推送机构的立体结构示意图;
51.图16为图14所示的成捆装置的穿绳机构的立体结构示意图;
52.图17为图14所示的成捆装置的捆绑机构的立体结构示意图。
53.图1~17中的附图标记:
[0054]1‑
机体;2
‑
绕线装置;3
‑
扎线装置;4
‑
输送装置;5
‑
成捆装置;21
‑
上下排线机构;22
‑
绕线机构;31
‑
送扎带机构;32
‑
预扎线机构;33
‑
扭扎线机构;41
‑
第一取线手机构;42
‑
第二取线手机构;43
‑
驱动机构;51
‑
工作台;52
‑
捆绑机构;53
‑
推送机构;54
‑
穿绳机构;55
‑
限位机构;56
‑
压紧机构;211
‑
送线夹;212
‑
第一驱动件;213
‑
第一驱动组件;221
‑
转盘;222
‑
第二驱动组件;223
‑
托线叉;224
‑
第一绕线柱;225
‑
第二绕线柱;226
‑
第二驱动件;331
‑
扎线夹;332
‑
第七驱动件;333
‑
第三驱动组件;411
‑
第一取线夹组件;412
‑
第三驱动件;413
‑
第一压线板;421
‑
第二取线夹组件;422
‑
第一安装架;423
‑
第五驱动件;431
‑
第二安装架;432
‑
第三安装架;433
‑
第四驱动组件;434
‑
第一直线导轨;511
‑
捆绑工位;512
‑
放料工位;513
‑
孔位;531
‑
第八驱动件;532
‑
第四安装架;533
‑
第二直线导轨;534
‑
第二滑块;535
‑
横向推板;536
‑
侧挡板;2111
‑
立柱;2112
‑
滚轮;4111
‑
第四驱动件;4112
‑
第一取线夹;4113
‑
第一横臂;4211
‑
第六驱动件;4212
‑
第二取线夹;4213
‑
第二横臂;4113a
‑
滑槽;
[0055]
100
‑
单根线材;200
‑
多圈线材;300
‑
单捆线材;400
‑
成品成捆线材;500
‑
第一扎带;600
‑
第二扎带。
具体实施方式
[0056]
下面结合附图和具体实施例对本实用新型作进一步详细的说明。
[0057]
图1~17示意性地显示了根据本实用新型的一种实施方式的绕线扎线成捆一体机。
[0058]
如图1~17所示,该绕线扎线成捆一体机至少包括以下组件:
[0059]
机体1;
[0060]
绕线装置2,设置于机体1且配置为对输入的指定长度的单根线材100盘绕成多圈线材200;
[0061]
扎线装置3,设置于机体1且位于绕线装置2的后端,配置为将多圈线材200进行初步捆绑,得到单捆线材300;
[0062]
成捆装置5,设置于机体1且位于扎线装置3的后端,配置为对多个经扎线装置3初步捆绑的单捆线材300进行捆绑,得到成品成捆线材400;
[0063]
输送装置4,设置于机体1且位于绕线装置2、扎线装置3的上方,配置为将多圈线材200输送至扎线装置3和/或将单捆线材300输送至成捆装置5。
[0064]
如图4~6所示,本实施方式的绕线装置2包括上下排线机构21和绕线机构22,上下排线机构21与绕线机构22相配合;
[0065]
如图5所示,上下排线机构21包括送线夹211、驱动送线夹211松开或夹紧的第一驱动件212以及用于驱动送线夹211沿若干轴方向运动的第一驱动组件213,送线夹211、第一驱动件212安装于第一驱动组件213,送线夹211包括一固定的立柱2111和一与第一驱动件212动力连接的滚轮2112,在第一驱动件212的驱动下,滚轮2112可靠近或者远离所述立柱2111;本实施方式的第一起到件可以为气缸,第一驱动组件213包括用于驱动送线夹211前后运动的伸缩气缸以及用于驱动送线夹211升降的伸缩气缸。
[0066]
如图6所示,绕线机构22包括转盘221、第二驱动组件222、托线叉223、第二驱动件226、第一绕线柱224和第二绕线柱225。转盘221可转动地安装于机体1,第二驱动组件222与转盘221动力连接且用于驱动转盘221转动,第一绕线柱224和第二绕线柱225相对设置且位于转盘221的边缘,托线叉223设置在转盘221中部且位于第一绕线柱224和第二绕线柱225之间。第一绕线柱224和第二绕线柱225的其中之一连接有第二驱动件226,本实施方式的第二驱动件226与第二绕线柱225动力连接,第二驱动件226为伸缩气缸,在第二驱动件226的驱动下,第二绕线柱225与第一绕线柱224可相对运动。
[0067]
如图7~12所示,输送装置4包括第一取线手机构41、第二取线手机构42和驱动机构43。第一取线手机构41、第二取线手机构42安装于驱动机构43。驱动机构43安装于机体1且配置为驱动第一取线手机构41和第二取线手机构42沿水平方向往复平移,第一取线手机构41配置为将多圈线材200输送至扎线装置3,第二取线手机构42配置为将单捆线材300输送至成捆装置5。由此,可实现物料的连续输送,运输效率高,进而提高生产效率。
[0068]
如图3~4和图10~11所示,扎线装置3包括送扎带机构31、预扎线机构32和扭扎线机构33。送扎带机构31、预扎线机构32安装于机体1且与转盘221位于同一水平线上,送扎带机构31用于输入第一扎带500至预扎线机构32。预扎线机构32与第一取线手机构41相配合,用于承接第一取线手机构41输送的多圈线材200,扭扎线机构33安装于第二取线手机构42且与预扎线机构32相配合,用于将第一扎带500绑在多圈线材200上。由此,扎线装置3工作
原理为:送扎带机构31预先将第一扎带500输送至预扎线机构32,当第一取线手机构41将多圈线材200输入至预扎线机构32后,会压紧预扎线机构32内的第一扎带500,第一扎带500包围于多圈线材200的外周,然后扭扎线机构33夹紧第一扎带500的两端部,并将其旋转拧合在一起,完成初步捆绑,得到单个的单捆线材300。
[0069]
本实施方式的送扎带机构31、预扎线机构32为现有结构,具体的结构可参考“公告号为cn205045029u、专利名称为一种绕线扎线装置”的中国实用新型专利中的相关描述。
[0070]
如图9所示,第一取线手机构41包括第一取线夹组件411和第三驱动件412。第一取线夹组件411安装于第三驱动件412,第三驱动件412安装于驱动机构43,第一取线夹组件411用于夹取所述多圈线材200,第三驱动件412用于驱动第一取线夹组件411升降;
[0071]
第一取线夹组件411包括第四驱动件4111、第一取线夹4112和第一横臂4113,第一取线夹4112安装于第一横臂4113且至少为一对,第一横臂4113可活动地安装于第四驱动件4111,第一横臂4113上开设有供第一取线夹4112沿第一横臂4113的长度方向移动的滑槽4113a,第四驱动件4111能够驱动第一横臂4113摆动,进而带动第一取线夹4112张开或者闭合。
[0072]
第一取线手机构41还包括第一压线板413,第一压线板413安装于第四驱动件4111且与多圈线材200相配合,用于将多圈线材200压紧于预扎线机构32里,第三驱动件412能够驱动第一取线夹组件411以及和第一压线板413一起升降。
[0073]
本实施方式的第三驱动件412、第四驱动件4111可以为气缸,第一横臂4113可通过连杆结构与第四驱动件4111的驱动端活动连接。
[0074]
如图10所示,第二取线手机构42包括第二取线夹组件421、第一安装架422和第五驱动件423。第二取线夹组件421、扭扎线机构33安装于第一安装架422,第一安装架422安装于第五驱动件423,第二取线夹组件421用于夹取单捆线材300,第五驱动件423用于驱动第二取线夹组件421升降;
[0075]
如图12所示,第二取线夹组件421包括第六驱动件4211、第二取线夹4212和第二横臂4213。第二横臂4213安装于第一安装架422,第六驱动件4211安装于第二横臂4213且至少为一个,第二取线夹4212安装于第二横臂4213且至少为一对,第六驱动件4211用于第二取线夹4212张开或者闭合。
[0076]
本实施方式的第五驱动件423、第六驱动件4211可以为气缸,第二横臂4213可通过螺丝等紧固件固定安装于第一安装架422的其中一侧面。
[0077]
如图11所示,扭扎线机构33包括扎线夹331、第七驱动件332和第三驱动组件333,扎线夹331安装于第七驱动件332,第七驱动件332安装于第三驱动组件333且用于驱动扎线架张开或者闭合,第三驱动组件333安装于第一安装架422且用于驱动扎线夹331以及第七驱动件332一起旋转。
[0078]
本实施方式的第七驱动件332可以为气缸,第三驱动组件333可以包括电机以及与电机动力连接的皮带传动结构,第七驱动件332的顶部套装于皮带传动结构的动力输出端。
[0079]
如图8所示,驱动机构43包括第二安装架431、第三安装架432、第四驱动组件433、第一直线导轨434和第一滑块。第二安装架431安装于机体1,第四驱动组件433和第一直线导轨434安装于第二安装架431,第三安装架432与第四驱动组件433动力连接,且通过第一滑块可滑动地安装于第一直线导轨434,第一滑块套装于第一直线导轨434的外周且与第一
直线导轨434滑动配合,第一取线手机构41和第二取线手机构42安装于第三安装架432。由此,驱动机构43可驱动第一取线手机构41和第二取线手机构42在水平方向运动,进而完成水平方向的进给,具体原理为:第四驱动组件433带动第三安装架432沿着第一直线导轨434滑动,进而带动安装于第三安装架432的第一取线手机构41和第二取线手机构42平移,完成横向方向的进给。
[0080]
本实施方式的第四驱动组件433可以包括电机以及与电机动力连接的皮带传动结构,第三安装架432的背面可通过限位套套装于皮带传动结构的传动皮带上。
[0081]
如图13~17所示,成捆装置5包括工作台51、捆绑机构52、推送机构53和穿绳机构54。工作台51、捆绑机构52、推送机构53和穿绳机构54均安装于机体1,捆绑机构52设置于工作台51的下方,推送机构53和穿绳机构54设置于工作台51的上方。工作台51的表面设有捆绑工位511,捆绑工位511处开设有与穿绳机构54相配合的孔位513,穿绳机构54、捆绑机构52分别位于孔位513的上下两侧且相配合。
[0082]
推送机构53配置为将第二取线手机构42输送过来的成垛的单捆线材300推送至捆绑工位511以及将成品成捆线材400从捆绑工位511推出;
[0083]
穿绳机构54与捆绑机构52共同配合,配置为将第二扎带600捆绑于成垛的单捆线材300上,得到成品成捆线材400。
[0084]
如图15所示,本实施方式的推送机构53包括第八驱动件531、第四安装架532、第二直线导轨533、第二滑块534、横向推板535和侧挡板536。第八驱动件531和第二直线导轨533安装于机体1,第四安装架532通过第二滑块534可滑动地安装于第二直线导轨533,横向推板535安装于第四安装架532,侧挡板536安装于横向推板535且与横向推板535相垂直。可根据需要在横向推板535上开设限位滑槽,实现两侧挡板536之间的距离的调节,满足各种规格的产品的生产。本实施方式的第八驱动件531可以为伸缩气缸,用于驱动第四安装架532沿着第二直线导轨533滑动,进而实现横向推板535以及侧挡板536在水平方向的平移,完成推送工作。
[0085]
如图13~14所示,本实施方式的成捆装置5还包括限位机构55,限位机构55安装于穿绳机构54且位于穿绳机构54的前侧,限位机构55前侧的工作台51的表面设有放料工位512,第二取线手机构42配置为将单捆线材300输送至放料工位512,限位机构55与推送机构53相配合,共同对放料工位512上的多个单捆线材300进行限位。由此,限位机构55可起到整理的作用,便于后续的捆绑。本实施方式的限位机构55可以由伸缩气缸和限位板组成,限位板可在伸缩气缸的驱动下伸缩,配合横向推板535和侧挡板536共同实现对多个单捆线材300的限位。
[0086]
成捆装置5还包括压紧机构56,限位机构55安装于穿绳机构54且位于穿绳机构54的后侧,压紧机构56位于捆绑工位511的上方且配置为压紧捆绑工位511上的成垛的单捆线材300。本实施方式的压紧机构56可以由伸缩气缸和第二压线板组成,第二压线板可在伸缩气缸的驱动下伸缩,配合工作台51的台面共同实现对多个单捆线材300的压紧限位。由此,压紧机构56可在单捆线材300到位后对其进行压紧限位,便于捆绑机构52的捆绑。
[0087]
如图16~17所示,本实施方式的捆绑机构52和穿绳机构54均为现有结构,具体的结构可参考“公告号为cn209776873u、专利名称为一种捆绑机”的中国实用新型专利中的相关描述。
[0088]
本实施方式的成捆装置5的工作原理为:第二取线手机构42将单捆线材300一个个输送至工作台51的表面且放置于推送机构53的前方,当数量达到设定参数值后,推送机构53工作,将成垛的单捆线材300推送至捆绑工位511,在推送过程中,最前端的单捆线材300会推动穿绳机构54夹取的第二扎带600,使得第二扎带600包围于所有单捆线材300的外周,然后穿绳机构54与捆绑机构52共同配合,将第二扎带600捆绑于所有单捆线材300的外周,得到成品的成捆线材。
[0089]
本实用新型提供了一种全新结构的绕线扎线成捆一体机,该绕线扎线成捆一体机的工作原理为:人工或者机械手将单根线材100放置于绕线装置2的进料端,在绕线装置2的作用下,单根线材100被盘绕成多圈线材200,输送装置4工作,将多圈线材200输送至扎线装置3,扎线装置3工作,对该多圈线材200进行初步捆绑,得到单个的单捆线材300;输送装置4继续工作,将该单捆线材300输送至成捆装置5,重复以上步骤,当输送至成捆装置5处的单捆线材300达到设定数量后,成捆工作工作,将成垛的单捆线材300进行捆绑,得到成品成捆线材400。
[0090]
本实用新型的绕线扎线成捆一体机不仅可以实现的绕线、扎线、成捆等工作的自动进行,大大减少人力,提高生产效率和生产质量;而且能够集绕线扎线装置3和捆绑装置与一体,结构紧凑,可实现连续生产。
[0091]
本实用新型的绕线扎线成捆一体机自动化程度高、人工参与度低,可大大节省人工,极大提高生产效率,降低生产成本。
[0092]
以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1