模切机卷料放卷装置的制作方法
1.本实用新型涉及锂电池刀模模切机极片卷料放卷的技术领域,特别涉及一种模切机卷料放卷装置。
背景技术:
2.锂电池极片在进行模切前是通过放卷机构将锂电池极片卷料放卷入料到刀模模切机的,现在市场上采用的刀模模切机卷料放卷装置是直接将卷料套在一根气涨轴上,这种放卷机构存在上料操作麻烦、卷料上料初始需要人工对中、气涨轴需人工固定等问题,使用极不方便。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供一种模切机卷料放卷装置。
4.为实现上述目的,本实用新型提出的模切机卷料放卷装置,包括:放卷底架,放卷底架上设有用于放置卷料的气涨轴开合机构,气涨轴开合机构上设有用于驱动卷料转动而实现放卷的放卷电机。放卷底架上设有用于检测卷料在放卷时是否发生偏移,并发出检测信号的放卷纠偏感应器,且放卷纠偏感应器设在卷料的放卷输出端。放卷底架上设有用于根据检测信号来驱动气涨轴开合机构和卷料一起沿卷料的宽度方向滑动的放卷纠偏机构。气涨轴开合机构、放卷电机、放卷纠偏感应器及放卷纠偏机构均与外部的控制端信号连接。
5.优选地,气涨轴开合机构包括:载板、滑轨、左放卷立座、右放卷立座、正反牙滚珠丝杆、开合电机、左气涨轴及右气涨轴。滑轨设在载板上,左放卷立座和右放卷立座相对滑动设在滑轨上。正反牙滚珠丝杆转动设在载板上,且正反牙滚珠丝杆的两端分别与左放卷立座和右放卷立座螺纹连接。开合电机设在载板上,开合电机与外部的控制端信号连接,并与正反牙滚珠丝杆传动连接。左气涨轴转动设在左放卷立座上,并与外部的气源连接。右气涨轴转动设在右放卷立座上,并与外部的气源连接。左气涨轴与右气涨轴相对设置,卷料的两侧分别卡在左气涨轴和右气涨轴上。放卷电机设在左放卷立座上,并与左气涨轴传动连接。
6.优选地,放卷纠偏机构包括:设在放卷底架上的纠偏电动丝杆和两根沿卷料的宽度方向平行设在放卷底架上的滑轴,纠偏电动丝杆驱动载板在两滑轴上沿卷料的宽度方向滑动,且纠偏电动丝杆与外部的控制端信号连接。
7.优选地,放卷底架上还设有用于检测卷料厚度的超声波感应器,超声波感应器位于卷料的下方,并与外部的控制端信号连接。
8.与现有技术相比,本实用新型的有益效果在于:该装置通过将卷料放置在气涨轴开合机构上,通过两根分体式气涨轴的自动开合来拆卸和安装卷料,使得上下卷料的操作更加简单方便。该装置在卷料上料和放卷过程中可自动对中纠偏。该装置可根据卷料的厚度实时适配放卷速度,保持放卷张力恒定。
附图说明
9.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
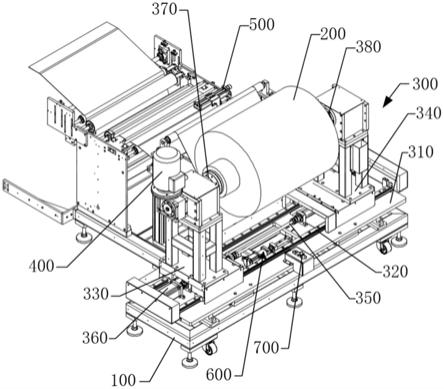
10.图1为本实用新型一实施例的整体结构图;
11.图2为本实用新型一实施例中放卷纠偏机构的分解图;
12.图3为本实用新型一实施例中放卷纠偏机构的又一分解图;
13.本实用新型目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
14.本实用新型提出一种模切机卷料放卷装置。
15.参照图1
‑
3,图1为本实用新型一实施例的整体结构图,图2为本实用新型一实施例中放卷纠偏机构的分解图,图3为本实用新型一实施例中放卷纠偏机构的又一分解图。
16.如图1所示,在本实用新型实施例中,该模切机卷料放卷装置,包括:放卷底架100,放卷底架100上设有用于放置卷料200的气涨轴开合机构300,气涨轴开合机构300上设有用于驱动卷料200转动而实现放卷的放卷电机400。放卷底架100上设有用于检测卷料200在放卷时是否发生偏移,并发出检测信号的放卷纠偏感应器500,且放卷纠偏感应器500设在卷料200的放卷输出端。放卷底架100上设有用于根据检测信号来驱动气涨轴开合机构300和卷料200一起沿卷料200的宽度方向滑动的放卷纠偏机构600。气涨轴开合机构300、放卷电机400、放卷纠偏感应器500及放卷纠偏机构600均与外部的控制端信号连接。
17.具体地,在本实施例中,气涨轴开合机构300包括:载板310、滑轨320、左放卷立座330、右放卷立座340、正反牙滚珠丝杆350、开合电机360、左气涨轴370及右气涨轴380。滑轨320设在载板310上,左放卷立座330和右放卷立座340相对滑动设在滑轨320上。正反牙滚珠丝杆350转动设在载板310上,且正反牙滚珠丝杆350的两端分别与左放卷立座330和右放卷立座340螺纹连接。开合电机360设在载板310上,开合电机360与外部的控制端信号连接,并与正反牙滚珠丝杆350传动连接。左气涨轴370转动设在左放卷立座330上,并与外部的气源连接。右气涨轴380转动设在右放卷立座340上,并与外部的气源连接。左气涨轴370与右气涨轴380相对设置,卷料200的两侧分别卡在左气涨轴370和右气涨轴380上。放卷电机400设在左放卷立座330上,并与左气涨轴370传动连接。
18.安装卷料200时,外部的控制端先控制开合电机360正转,开合电机360正转时驱动正反牙滚珠丝杆350正转,正反牙滚珠丝杆350正转时驱动其两端螺纹连接的左放卷立座330和右放卷立座340在滑轨320上相对远离滑动。再将卷料200放置在左放卷立座330的左气涨轴370和右放卷立座340的右气涨轴380之间,使左气涨轴370和右气涨轴380分别与卷料200中轴线上的料管的两端对准。再通过外部的控制端控制开合电机360反转,开合电机360反转时驱动正反牙滚珠丝杆350反转,正反牙滚珠丝杆350反转时驱动其两端螺纹连接的左放卷立座330和右放卷立座340在滑轨320上相对靠近滑动,从而使得左气涨轴370和右气涨轴380分别插入卷料200中轴线上的料管的两端内部。再通过外部的气源向左气涨轴370和右气涨轴380充气,使得左气涨轴370和右气涨轴380分别与卷料200中轴线上的料管
的两端卡紧,实现对卷料200的对夹固定。拆卸卷料200与安装卷料200的操作相反。
19.具体地,在本实施例中,如图1
‑
3所示,放卷纠偏机构600包括:设在放卷底架100上的纠偏电动丝杆610和两根沿卷料200的宽度方向平行设在放卷底架100上的滑轴620,纠偏电动丝杆610驱动载板310在两滑轴620上沿卷料200的宽度方向滑动,且纠偏电动丝杆610与外部的控制端信号连接。
20.放卷时,当放卷纠偏感应器500检测到卷料200当前放卷有发生偏移,放卷纠偏感应器500发出检测信号给外部的控制端,外部的控制端根据检测信号控制纠偏电动丝杆610驱动载板310在两滑轴620上沿卷料200的宽度方向滑动,使得卷料200的放卷位置归正。放卷纠偏感应器500采用现有放卷机构中常用的放卷纠偏感应器500。
21.进一步地,在本实施例中,如图1
‑
3所示,放卷底架100上还设有用于检测卷料200厚度的超声波感应器700,超声波感应器700位于卷料200的下方,并与外部的控制端信号连接。
22.超声波感应器700实时检测卷料200的厚度,并将厚度检测信号发送给外部的控制端,外部的控制端根据厚度检测信号控制放卷电机400的转速,从而实现实时适配放卷速度,使得放卷张力恒定。
23.通过超声波感应器700实时检测卷料200的厚度,当超声波感应器700检测到卷料200的厚度小于预设值时,表面卷料200放卷完毕,超声波感应器700还可以发出停机信号给外部的控制端,外部的控制端控制放卷电机400停机,以便于工人更换卷料200。
24.与现有技术相比,本实用新型的有益效果在于:该装置通过将卷料200放置在气涨轴开合机构300上,通过两根分体式气涨轴的自动开合来拆卸和安装卷料200,使得上下卷料200的操作更加简单方便。该装置在卷料200上料和放卷过程中可自动对中纠偏。该装置可根据卷料200的厚度实时适配放卷速度,保持放卷张力恒定。
25.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1