圆柱型锂离子电池的兼容型托盘的制作方法
1.本实用新型属于锂电池技术领域,尤其涉及圆柱型锂离子电池生产过程中电池转运、化成与储存的一种圆柱型锂离子电池的兼容型托盘。
背景技术:
2.在圆柱型锂离子电池生产制造过程中,由于自动化生产的需要,圆柱型锂离子电池是由专用载具运输、充放电、存储的,专用载具会伴随电池的整个制造周期15-20天的时间,而且电池专用载具的使用量在3-5万个,用量非常大。但由于市场需求变化频繁,需要对电池型号进行更换,因此快速完成生产设备换型抓住市场机遇尤为重要。目前大多数工厂设备已经可以完成柔性制造,但运转电池的载具一直不能满足需求。以型号为18650(d=18mm)和21700(d=21mm)的圆柱型锂离子电池为例,如下图1托盘的市场售价约为200元,自动化产线使用至少30000个,当电池型号发生改变时伴随着电池工装的换型,更换托盘会浪费大量的时间以及人力物力。因此设计一种适用于两种常用电池型号的托盘,不仅成倍减少物料费用和注塑成型托盘的二次开模费用,还提高换型效率对快速占有该型号市场尤为重要。
技术实现要素:
3.本实用新型是为了克服现有技术中的不足,提供一种圆柱型锂离子电池的兼容型托盘,可同时兼容a和b两个型号的圆柱型锂离子电池在转运、储存和化成过程中使用。
4.本实用新型为实现上述目的,通过以下技术方案实现,一种圆柱型锂离子电池的兼容型托盘,其特征是:包括托盘本体,所述托盘本体的底板上设置有放置圆槽,所述放置圆槽包括第一电池放置圆槽和第二电池放置圆槽,由四个第一电池放置圆槽和中央一个第二电池放置圆槽以及由四个第二电池放置圆槽和中央一个第一电池放置圆槽交替排布构成四方连续的兼容型电池放置结构,所述第一电池放置圆槽和第二电池放置圆槽底部设有充放电探针孔,四个第一电池放置圆槽或四个第二电池放置圆槽之间的相邻位置设有电池限位块。
5.所述放置圆槽为等距间隔排列,所述横向摆放第一电池的间距和摆放第二电池的间距相同,同理纵向摆放第一电池的间距和摆放第二电池的间距相同。
6.所述托盘本体四个侧框的内壁根部与底板交界处设有增强刚性的加强筋。
7.所述托盘本体的侧框高度大于电池整体高度。
8.所述托盘本体的侧框上设有两托盘间叠放时定位的卡槽。
9.所述托盘本体的侧框上设有两托盘之间准确叠放的定位孔。
10.所述托盘本体的侧框上设置托盘方向识别槽。
11.有益效果:与现有技术相比,该托盘可同时兼容a和b两个型号的圆柱型锂离子电池在转运、储存和化成过程中使用;在电池换型制造过程中,由于整体外部结构未发生改变,所以与其对应的工装可直接使用;本设计托盘采用所述横向摆放第一电池的间距和摆
放第二电池的间距相同,同理纵向摆放第一电池的间距和摆放第二电池的间距相同。所述第一电池放置圆槽和所述托盘上侧框的间距与所述第二电池放置圆槽和所述托盘下侧框的间距相同,同理所述第一电池放置圆槽和所述托盘左侧框的间距与所述第二电池放置圆槽和所述托盘右侧框的间距相同。在电池换型制造过程中,只需托盘进给设备方向旋转90
°
,无需调整机械手间距和充放电设备砧板上探针的间距。大大减少换型人员的工作量,使设备快速投入生产使用;本设计托盘的电池存放间距加大,提高了电池化成工序和电池储存过程中的安全性,此外在进行老化时更容易受热均匀提高电池一致性。
附图说明
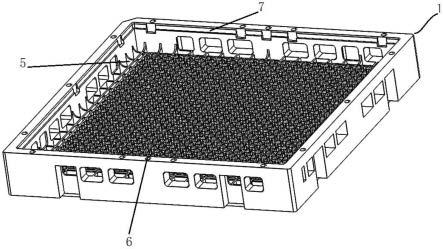
12.图1是本实用新型的结构示意图;
13.图2是图1的俯视图;
14.图3是图2中a的局部放大图;
15.图4是托盘内横向和纵向摆放第一和第二电池的间距相同示意图;
16.图5是化成换型时只需改变电池托盘进给方向的示意图;
17.图6是托盘放置圆槽的局部放大图。
18.图中:1、托盘本体,2、放置圆槽,2-1、第一电池放置圆槽,2-2、第二电池放置圆槽,3、充放电探针孔,3-1、第一电池充放电探针孔,3-2、第二电池充放电探针孔,4、电池限位块,5、加强筋,6、定位孔,7、卡槽,8-1、托盘e 方向识别槽,8-2、托盘f方向识别槽。
具体实施方式
19.以下结合较佳实施例,对依据本实用新型提供的具体实施方式详述如下:详见附图,本实施例提供了一种圆柱型锂离子电池的兼容型托盘,包括托盘本体1,所述托盘本体的底板上设置有放置圆槽2,所述放置圆槽包括第一电池放置圆槽 2-1和第二电池放置圆槽2-2,由四个第一电池放置圆槽和中央一个第二电池放置圆槽以及由四个第二电池放置圆槽和中央一个第一电池放置圆槽交替排布构成四方连续的兼容型电池放置结构,两种结构交替排布可以提高空间利用率。本实施例的兼容型电池放置结构方式为:横向
×
纵向=22
×
22;所述第一电池放置圆槽和第二电池放置圆槽底部设有充放电探针孔3,充放电探针孔作为化成工序提供充放电探针通过的通道,此外也可以电池下电极悬空防止接触托盘形成污染, 其中充放电探针孔包括第一电池充放电探针孔3-1和第二电池充放电探针孔3-2。四个第一电池放置圆槽或四个第二电池放置圆槽之间的相邻位置设有电池限位块4,定位块限制电池的位置防止其倾倒,并分隔电池与电池之间的距离,防止一支电池发生爆燃引燃周围其他电池,提高安全性能。所述放置圆槽为等距间隔排列。所述横向摆放第一电池的间距和摆放第二电池的间距相同,同理纵向摆放第一电池的间距和摆放第二电池的间距相同,兼容性托盘旋转90
°
就可以实现不同型号使用。所述托盘本体的侧框高度大于电池整体高度,可避免电池托盘堆叠时与电池上端的电极与托盘底部接触。并增大高度方向上的电池间距,提高安全性能。
20.本实施例的优选方案是,所述托盘本体四个侧框的内壁根部与底板交界处设有增强刚性的加强筋5,加强筋可以提高托盘整体的刚性,减少满载电池运转过程中产生的形变。
21.本实施例的优选方案是,所述托盘本体的侧框上设有两托盘间叠放时定位的卡槽7。托盘本体底部四边设有凸台,上面托盘本体的凸台与下面叠放的托盘本体上方的卡槽吻合,可以保证运输中托盘本体不会移位。
22.本实施例的优选方案是,所述托盘本体的侧框上设有两托盘之间准确叠放的定位孔6,定位孔保证电池堆叠过程中的准确性,并防止转运过程中电池托盘发生相对滑动。
23.本实施例的优选方案是,所述托盘本体的侧框上设置托盘方向识别槽8-1和8-2,其凹槽内可以张贴二维码进行设备识别托盘行进方向和托盘内电池种类,并保护二维码有效性防止在托盘堆叠移时损坏。
24.工作原理:
25.为适应不同电池型号的更换,本设计托盘可容纳两种型号电池,并且两种型号电池的间距和相对位置在某个方向一致,在电池换型制造过程中,只需改变托盘的进给方向,并且在圆柱型锂离子电池化成工序中无需调整砧板上探针的间距。大大减少换型人员的工作量,使设备快速投入生产使用。
26.此托盘可用于化成(电池充放电),化成时连接探针为固定的,化成探针一旦按一定尺寸固定成型很难更改尺寸。详见附图4,该托盘内摆放第一电池的间距和纵向摆放第二电池的间距相同间距都为a,摆放第二电池的间距和纵向摆放第一电池的间距相同间距都为b(间距a和b可相同也可不同)。
27.详见附图5,以托盘边缘作为参考,以e方向为正方向摆放第一电池相对于整个托盘的相对位置与以f方向为正方向摆放第二电池相对于整个托盘的位置相同,同为间距c和间距d。
28.详见附图5,本实用新型托盘在以方向e为正方向摆放第一电池的相对托盘位置与在以f方向为正方向第二电池的相对托盘位置相同。化成换型时将第一电池换成第二电池。此时,则无需改变针床排布,只需将电池托盘的进给方向,即更换两种规格的电池后,托盘仅需等距旋转90度,如方向e变为方向f,即可实现两种不同规格电池的化成换型。
29.详见附图6,本实用新型托盘在托盘侧边框上设置识别凹槽,转运、化成设备通过凹槽内不同图案(二维码)来识别托盘内装载的电池型号。
30.上述参照实施例对该一种圆柱型锂离子电池的兼容型托盘进行的详细描述,是说明性的而不是限定性的,可按照所限定范围列举出若干个实施例,因此在不脱离本实用新型总体构思下的变化和修改,应属本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1