一种GD包装机安全联锁故障的诊断方法及系统与流程
一种gd包装机安全联锁故障的诊断方法及系统
技术领域
1.本发明涉及卷烟包装机的监测技术领域,尤其涉及一种gd包装机安全联锁故障的诊断方法及系统。
背景技术:
2.gd包装设备是我国烟草行业从意大利g.d公司进口的8000型包装机组,机器配有活动安全连锁护罩,其作用是在机器运行时保护操作人员的人身安全,打开时机器会立即停机。每一个安全开关里都会有一个常开触点和一个常闭触点,对于每一护罩的打开操作也就是常开触点动作,opc会显示出相应安全护罩打开的指示。然而针对常闭触点的故障仅仅提示安全防护连锁故障信息,gdx2与gdx1分别含有21、15个安全护罩开关,当常闭触点出现故障时,需要逐一检查,会花费大量时间,严重影响机组生产效率。因此,如何对gd包装机安全联锁故障精准诊断,节省停机时间,具有重要的意义。
技术实现要素:
3.本发明提供一种gd包装机安全联锁故障的诊断方法及系统,解决现有gd包装机安全联锁故障时故障诊断时间花费长的问题,能提高gd包装机生产的智能监控水平,提高gd包装机的生产效率。
4.为实现以上目的,本发明提供以下技术方案:
5.一种gd包装机安全联锁故障的诊断方法,包括:
6.将包装机组防护罩的每个安全开关所对应的常开触点和常闭触点分别通安全联锁线串接在一起,并与包装机的opc显示屏信号连接;
7.设置plc控制器,并单独设置所述plc控制器的输入端与每一个所述常闭触点之间的信号线连接;
8.对所述plc控制器的输入端口进行编号,并使输入端口编号与每一个所述常闭触点相对应;
9.在包装机运转时,根据所述输入端口编号循环对所述plc控制器输入端口的电压进行实时监测,以判断对应的所述常闭触点是否存在故障。
10.优选的,还包括:
11.设置上位机,所述上位机与所述plc控制器信号连接,并通过所述上位机实时显示所述输入端口编号对应的所述常闭触点的工作状态;
12.如果所述plc控制器输入端口的电压低于设定阈值,则所述上位机显示对应的所述常闭触点的工作状态为故障状态。
13.优选的,所述单独设置所述plc控制器的输入端与每一个所述常闭触点之间的信号线连接,包括:
14.设置动力柜,所述动力柜内设置多个插接件,每个所述常闭触点通过一个所述插接件与plc控制器信号连接。
15.本发明还提供一种gd包装机安全联锁故障的诊断系统,包括:opc显示屏和plc控制器;
16.将包装机组防护罩的每个安全开关所对应的常开触点和常闭触点分别通安全联锁线串接在一起,并与包装机的opc显示屏信号连接;
17.所述plc控制器的输入端分别与每一个所述常闭触点信号连接,并进行输入端口编号,以使所述输入端口编号与每一个所述常闭触点相对应;
18.在包装机运转时,所述plc控制器根据所述输入端口编号循环对输入端口的电压进行实时监测,以判断对应的所述常闭触点是否存在故障。
19.优选的,还包括:上位机;
20.所述上位机与所述plc控制器信号连接,所述上位机用于实时显示所述输入端口编号对应的所述常闭触点的工作状态;
21.在所述plc控制器输入端口的电压低于设定阈值时,所述上位机显示对应的所述常闭触点的工作状态为故障状态。
22.优选的,还包括:动力柜;
23.所述动力柜内设置多个插接件,每个所述常闭触点通过一个所述插接件与plc控制器信号连接。
24.优选的,还包括:报警装置;
25.所述报警装置与所述上位机信号连接,在所述常闭触点处于故障状态时,所述报警装置进行报警。
26.优选的,所述报警装置至少为以下任意一种:指示灯、蜂鸣器和声光报警器。
27.优选的,还包括:空气开关;
28.所述plc控制器与所述动力柜内的24v电源之间设置有所述空气开关,以对所述plc控制器进行电气安全保护。
29.本发明提供一种gd包装机安全联锁故障的诊断方法及系统,将每一个所述常闭触点与plc控制器的输入端信号连接,并对所述plc控制器的输入端口进行编号,plc控制器根据所述输入端口编号循环对输入端口的电压进行实时监测,以判断对应的所述常闭触点是否存在故障。解决现有gd包装机安全联锁故障时故障诊断时间花费长的问题,能提高gd包装机生产的智能监控水平,提高gd包装机的生产效率。
附图说明
30.为了更清楚地说明本发明的具体实施例,下面将对实施例中所需要使用的附图作简单地介绍。
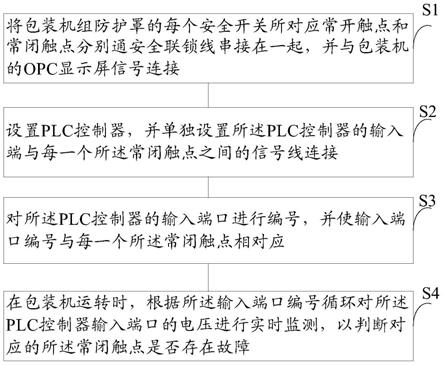
31.图1是本发明提供的一种gd包装机安全联锁故障的诊断方法的示意图。
32.图2是本发明提供的一种gd包装机安全联锁故障的诊断系统的结构示意图。
具体实施方式
33.为了使本技术领域的人员更好地理解本发明实施例的方案,下面结合附图和实施方式对本发明实施例作进一步的详细说明。
34.针对当前gd包装机安全联锁故障诊断花费时间长的问题。本发明提供一种gd包装
机安全联锁故障的诊断方法及系统,解决现有gd包装机安全联锁故障时故障诊断时间花费长的问题,能提高gd包装机生产的智能监控水平,提高gd包装机的生产效率。
35.如图1所示,一种gd包装机安全联锁故障的诊断方法,包括:
36.s1:将包装机组防护罩的每个安全开关所对应常开触点和常闭触点分别通安全联锁线串接在一起,并与包装机的opc显示屏信号连接。
37.s2:设置plc控制器,并单独设置所述plc控制器的输入端与每一个所述常闭触点之间的信号线连接。
38.s3:对所述plc控制器的输入端口进行编号,并使输入端口编号与每一个所述常闭触点相对应。
39.s4:在包装机运转时,根据所述输入端口编号循环对所述plc控制器输入端口的电压进行实时监测,以判断对应的所述常闭触点是否存在故障。
40.具体地,将plc控制器的输入端口进行编号,并使每一个常闭触点与plc控制器的输入端口相连接,使每个常闭触点对应一个编号。在常闭触点出现故障时,可通过输入端口编号进行故障查询。gd包装机的主机防护罩和辅机防护罩的安全开关对应的常开触点通过安全联锁线串联在一起,并与opc显示屏信号连接。在防护罩打开时常开触点被闭合,opc显示屏进行报警并显示防护罩被打开的指示。同时,gd包装机的主机防护罩和辅机防护罩的安全开关对应的常闭触点也通过另一个安全联锁线串接在一起,并与opc显示屏信号连接,在任一个常闭触点出现故障时,opc显示屏进行安全防护连锁的故障报警。在实际应用中,可通过对plc控制器的输入端口的电压进行查询,在其出现异常时,对其编号对应的常闭触点进行故障报警。本方法能解决现有gd包装机安全联锁故障时故障诊断时间花费长的问题,能提高gd包装机生产的智能监控水平,提高gd包装机的生产效率。
41.该方法还包括:
42.s5:设置上位机,所述上位机与所述plc控制器信号连接,并通过所述上位机实时显示所述输入端口编号对应的所述常闭触点的工作状态;
43.如果所述plc控制器输入端口的电压低于设定阈值,则所述上位机显示对应的所述常闭触点的工作状态为故障状态。
44.进一步,所述单独设置所述plc控制器的输入端与每一个所述常闭触点之间的信号线连接,包括:设置动力柜,所述动力柜内设置多个插接件,每个所述常闭触点通过一个所述插接件与plc控制器信号连接。
45.在实际应用中,动力柜内设置有多个插接件,常闭触点和plc控制器的输入端均可通过插接件进行连接,在一实施例中,如图2所示,gd包装机主机安全防护信号通过插接器2x103、插接器2x210、插接器2x504分别与动力柜内的插接器2x100、插接器2x200、插接器2x500相连接,gd包装机辅机安全防护信号通过插接器3x249、插接器3x452、插接器3x502分别与动力柜内的插接器3x200、插接器3x450、插接器3x500相连接,所有信号与plc控制器上的输入点连接,plc型号可采用cpu313c6es7 313-5bf03-0ab0,固件号为v2.6,输入输出点范围为di24/do16,ai5/ao2,安装动力柜内,24v电源通过空气开关对plc控制器供电,plc控制器通过通讯线与上位机信号连接,通讯线可采用dp线,上位机可采用tp170型号,可安装在动力柜前面板上。
46.可见,本发明提供一种gd包装机安全联锁故障的诊断方法,将每一个所述常闭触
点与plc控制器的输入端信号连接,并对所述plc控制器的输入端口进行编号,plc控制器根据所述输入端口编号循环对输入端口的电压进行实时监测,以判断对应的所述常闭触点是否存在故障。解决现有gd包装机安全联锁故障时故障诊断时间花费长的问题,能提高gd包装机生产的智能监控水平,提高gd包装机的生产效率。
47.如图2所示,发明还提供一种gd包装机安全联锁故障的诊断系统,包括:opc显示屏(图中未显示)和plc控制器。将包装机组防护罩的每个安全开关所对应常开触点和常闭触点分别通安全联锁线串接在一起,并与包装机的opc显示屏信号连接。所述plc控制器的输入端分别与每一个所述常闭触点信号连接,并进行输入端口编号,以使所述输入端口编号与每一个所述常闭触点相对应。在包装机运转时,所述plc控制器根据所述输入端口编号循环对输入端口的电压进行实时监测,以判断对应的所述常闭触点是否存在故障。
48.该系统还包括:上位机;所述上位机与所述plc控制器信号连接,所述上位机用于实时显示所述输入端口编号对应的所述常闭触点的工作状态。在所述plc控制器输入端口的电压低于设定阈值时,所述上位机显示对应的所述常闭触点的工作状态为故障状态。
49.该系统还包括:动力柜;所述动力柜内设置多个插接件,每个所述常闭触点通过一个所述插接件与plc控制器信号连接。
50.该系统还包括:报警装置(图中未显示);所述报警装置与所述上位机信号连接,在所述常闭触点处于故障状态时,所述报警装置进行报警。
51.进一步,所述报警装置至少为以下任意一种:指示灯、蜂鸣器和声光报警器。
52.该系统还包括:空气开关;所述plc控制器与所述动力柜内的24v电源之间设置有所述空气开关,以对所述plc控制器进行电气安全保护。
53.可见,本发明提供一种gd包装机安全联锁故障的诊断系统,将每一个所述常闭触点与plc控制器的输入端信号连接,并对所述plc控制器的输入端口进行编号,plc控制器根据所述输入端口编号循环对输入端口的电压进行实时监测,以判断对应的所述常闭触点是否存在故障。解决现有gd包装机安全联锁故障时故障诊断时间花费长的问题,能提高gd包装机生产的智能监控水平,提高gd包装机的生产效率。
54.以上依据图示所示的实施例详细说明了本发明的构造、特征及作用效果,以上所述仅为本发明的较佳实施例,但本发明不以图面所示限定实施范围,凡是依照本发明的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1