具备破损感知的载板玻璃整列装置及整列方法与流程
1.本发明涉及一种具备破损感知的载板玻璃整列装置及整列方法,属于oled载板玻璃加工技术领域。
背景技术:
2.在载板玻璃后加工工程中,自动化流水线上的载板玻璃在输送到关键加工工位时,需要对玻璃整列对中。目前常用的方法是使用整列辅助机构,通常为气缸驱动定位轮或定位块,玻璃存在被定位轮或定位块打碎的可能性较大,当发生破损时,人员往往无法第一时间发现,造成破损后继续运行,会导致更多玻璃出现划伤等品质缺陷,恢复开机的处理时间变得更长。
3.载板玻璃是面板行业关键的原材料,对微观的品质要求极高,生产中发生破损对生产的质量稳定造成很大隐患。但是,载板玻璃厚度仅0.4-0.6mm,会偶发整列动作导致破损,如何进一步减少破损和第一时间发现破损,是减少损失,提高良率和效率的关键。
技术实现要素:
4.针对现有技术存在的上述缺陷,为载板玻璃的整列定位提供一种能够有效减少整列阻力,减少破损,同时具备感知整列过程中发生破损的方法与装置,提高产线运行可靠性。
5.本发明所述的具备破损感知的载板玻璃整列装置,包括皮带输送机、整列辅助机构和定位感知装置,整列辅助机构活动安装于皮带输送机的下方,定位感知装置安装于皮带输送机的边侧,其中:皮带输送机,包括并列多段间隔的皮带,以及为皮带提供支撑的支架;整列辅助机构,包括安装于支架上的气缸,以及通过气缸升降控制的整列框架,整列框架自下而上依次分为:底部框架,与气缸相连,并在气缸控制下相对于支架作升降动作;中部条框,包括若干放置在皮带下方的条框,条框固定在底部框架上表面;顶部毛刷,安装于中部条框上,底部框架托举中部条框升至皮带处,使中部条框上安装的顶部毛刷伸出皮带,顶部毛刷与载板玻璃的底部相接触;定位感知装置,包括安装于支架上的伺服电机,以及通过伺服电机摆动控制的感知摆臂,感知摆臂包括摆臂以及安装于摆臂末端的聚氨酯轮;载板玻璃经由气缸驱动的整列框架托举至皮带间隔空隙上方;伺服电机将感知摆臂定位至载板玻璃的侧缘;聚氨酯轮对侧缘施加的扭矩大于顶部毛刷对载板玻璃施加的力矩。
6.本发明所提供的载板整列装置目的是:简化机构,提供多功能使用,投资小,收益率高。首先,整套机构可以直接在现有的皮带输送机上进行改装,在皮带下方放置整列框架,在支架侧部安装气缸和定位感知装置,从而节省企业成本;整个结构相对简单,投资成
本低,后面不用改整列装置也可以作为正常的皮带输送机使用。其次,顶部毛刷提供缓冲作用,气缸提供载板玻璃脱离皮带输送机的上升力;定位感知装置提供三种控制模式:定位控制、扭矩控制、整列控制,并且根据检测到的扭矩进行破损感知。
7.优选地,所述中部条框的宽度小于皮带之间的间隔宽度,中部条框沿皮带间隔自由地升降运动。
8.通过间隙之间的中部条框将载板玻璃向上托举,从而让载板玻璃更容易调转方向,实现整列对中。而中部条框需要跟皮带间隙进行配合,避免因为间隙过窄导致中部条框无法穿过的问题。
9.优选地,所述顶部毛刷包括沿中部条框长度方向布置的毛刷体,以及与毛刷体布置方向倾斜设置的毛丝,毛丝的倾斜方向与载板玻璃输送方向相适配。
10.顶部毛刷的毛丝起到缓冲作用,根据实际需要设置倾斜方向。当载板玻璃是静止落在毛刷上时,则将毛丝设置为垂向即可。
11.优选地,所述顶部毛刷为载板玻璃与中部条框之间的缓冲弹性带。
12.缓冲弹性带的目的是避免直接将载板玻璃直接落在中部条框上,由于中部条框高低不平很容易造成对载板玻璃的划伤、甚至破损。
13.优选地,所述感知摆臂自待机位置向靠近载板玻璃方向旋转,使聚氨酯轮与载板玻璃边部距离在0-1mm。
14.根据实际载板玻璃的宽度等参数,与载板玻璃边部距离可以适应性地调整。感知摆臂的目的是快速旋转至载板玻璃进行定位,便于聚氨酯轮后面快速接触到载板玻璃进行整列。
15.优选地,所述载板玻璃与聚氨酯轮轻微接触后,伺服电机根据反馈的聚氨酯轮对侧缘施加的扭矩大小变化来感知载板玻璃是否破损。
16.由于聚氨酯轮仅仅接触到载板玻璃的部分位置,因此无法检测到载板玻璃整个边缘的破损程度。如果恰好在接触位置的载板玻璃发生了破损,则通过聚氨酯轮的整列距离s可以判断载板玻璃是有破损的。因此,通过该装置感知到的载板玻璃发生破损则一定是必然存在的,反之,本装置感知到载板玻璃未发生破损则不一定载板玻璃其他位置没有破损,两者不是同一概念。
17.优选地,所述扭矩大于力矩,位于顶部毛刷上的载板玻璃在聚氨酯轮的作用下沿指定的方向整列对中。
18.通过伺服电机进行整列,必须要利用比较大的扭矩实现载板玻璃的转动,如果连力矩的大小都满足不了,则载板玻璃是挪动不了的,显然无法实现整列对齐的目的。因此需要对于力矩和扭矩大小进行设定。
19.本发明所述的具备破损感知的载板玻璃整列装置的整列方法,包括如下步骤:s1:待检测到载板玻璃输送至皮带输送机处;s2:启动整列辅助机构,包括如下小步:s21:整列辅助机构的气缸控制带有顶部毛刷的整列框架缓慢上升;s22:顶部毛刷先与放置在皮带上的载板玻璃相接触;s23:缓冲结束后继续上升,直至载板玻璃脱离皮带完全落至整列辅助机构上;s3:启动定位感知装置,包括如下小步:
s31:位置控制:伺服电机驱动摆臂自待机位置向靠近载板玻璃方向旋转,当聚氨酯轮与载板玻璃边部距离在0-1mm时,摆臂停止旋转完成定位;s32:扭矩控制:伺服电机通过聚氨酯轮对载板玻璃施加扭矩,扭矩通过伺服电机的编码器反馈,此时载板玻璃所受外力分为如下两步:s321:扭矩小于力矩:说明载板玻璃与顶部毛刷之间的力矩过大,继续增加扭矩;s322:扭矩大于力矩:说明载板玻璃与顶部毛刷之间的力矩适当开始整列,当扭矩达到设定值时停止整列;s33:整列控制:编码器将扭矩大小转换为聚氨酯轮的整列距离s,即:式中:t为聚氨酯轮对载板玻璃施加的扭矩,f为顶部毛刷对载板玻璃施加的摩擦力,l为力臂,n为伺服电机的转速,t为单位时间;s3:判断载板玻璃是否破损:通过公式(1)判断整列聚氨酯轮的整列距离s是否大于1,分为如下两种情况:情况一:s>1,说明在设定值的扭矩作用下载板玻璃整列距离过大,载板玻璃的侧缘产生破损;情况二:s≤1,说明在设定值的扭矩作用下载板玻璃整列距离符合要求,载板玻璃正常。
20.优选地,所述方法还包括如下后续步骤:s4:感知破损的后续处理:当感知载板玻璃破损时,载板整列装置自动停机,及时将不合格的载板玻璃自顶部毛刷上取下,避免流入后道工序;载板整列装置自动复位。
21.本发明所提供的载板整列方法目的是:可实现在不需要人工监管的情况下,采用智能的控制方法和手段能有效的降低载板玻璃的破损率,并能第一时间发现破损的载板玻璃,提高产线运行的可靠性,提升生产效率。
附图说明
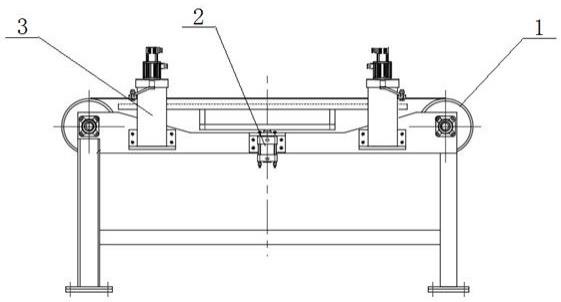
22.图1是本发明的主视图。
23.图2是本发明的俯视图。
24.图3是定位感知装置的结构示意图。
25.图4是整列辅助机构的主视图。
26.图5是整列辅助机构的俯视图。
27.图6(a)是步骤s31位置控制的状态图。
28.图6(b)是步骤s32扭矩控制的状态图。
29.图6(c)是步骤s3判断载板玻璃是否破损的状态图。
30.图7是本发明的流程原理框图。
31.图中:1、皮带输送机;11、皮带;12、支架;2、整列辅助机构;21、气缸;22、底部框架;23、中部条框;24、顶部毛刷;3、定位感知装置;31、伺服电机;32、感知摆臂;321、摆臂;322、聚氨酯轮;4、载板玻璃。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
33.如图1和图2所述,本发明所述的具备破损感知的载板玻璃整列装置,包括皮带输送机1、整列辅助机构2和定位感知装置3,整列辅助机构2活动安装于皮带输送机1的下方,定位感知装置3安装于皮带输送机1的边侧。皮带输送机1,包括并列多段间隔的皮带11,以及为皮带11提供支撑的支架12。
34.如图3所示,定位感知装置3,包括安装于支架12上的伺服电机31,以及通过伺服电机31摆动控制的感知摆臂32,感知摆臂32包括摆臂321以及安装于摆臂321末端的聚氨酯轮322。
35.载板玻璃4经由气缸21驱动的整列框架托举至皮带11间隔空隙上方;伺服电机31将感知摆臂32定位至载板玻璃4的侧缘;聚氨酯轮322对侧缘施加的扭矩大于顶部毛刷24对载板玻璃4施加的力矩。所述感知摆臂32自待机位置向靠近载板玻璃4方向旋转,使聚氨酯轮322与载板玻璃4边部距离在0-1mm。根据实际载板玻璃4的宽度等参数,与载板玻璃4边部距离可以适应性地调整。感知摆臂32的目的是快速旋转至载板玻璃4进行定位,便于聚氨酯轮322后面快速接触到载板玻璃4进行整列。所述载板玻璃4与聚氨酯轮322轻微接触后,伺服电机31根据反馈的聚氨酯轮322对侧缘施加的扭矩大小变化来感知载板玻璃4是否破损。由于聚氨酯轮322仅仅接触到载板玻璃4的部分位置,因此无法检测到载板玻璃4整个边缘的破损程度。如果恰好在接触位置的载板玻璃4发生了破损,则通过聚氨酯轮322的整列距离s可以判断载板玻璃4是有破损的。因此,通过该装置感知到的载板玻璃4发生破损则一定是必然存在的,反之,本装置感知到载板玻璃4未发生破损则不一定载板玻璃4其他位置没有破损,两者不是同一概念。所述扭矩大于力矩,位于顶部毛刷24上的载板玻璃4在聚氨酯轮322的作用下沿指定的方向整列对中。通过伺服电机31进行整列,必须要利用比较大的扭矩实现载板玻璃4的转动,如果连力矩的大小都满足不了,则载板玻璃4是挪动不了的,显然无法实现整列对齐的目的。因此需要对于力矩和扭矩大小进行设定。
36.如图4和图5所示,整列辅助机构2,包括安装于支架12上的气缸21,以及通过气缸21升降控制的整列框架,整列框架自下而上依次分为:底部框架22、中部条框23和顶部毛刷24。
37.底部框架22,与气缸21相连,并在气缸21控制下相对于支架12作升降动作;中部条框23,包括若干放置在皮带11下方的条框,条框固定在底部框架22上表面;所述中部条框23的宽度小于皮带11之间的间隔宽度,中部条框23沿皮带11间隔自由地升降运动。通过间隙之间的中部条框23将载板玻璃4向上托举,从而让载板玻璃4更容易调转方向,实现整列对中。而中部条框23需要跟皮带11间隙进行配合,避免因为间隙过窄导致中部条框23无法穿过的问题。
38.顶部毛刷24,安装于中部条框23上,底部框架22托举中部条框23升至皮带11处,使中部条框23上安装的顶部毛刷24伸出皮带11,顶部毛刷24与载板玻璃4的底部相接触;所述顶部毛刷24包括沿中部条框23长度方向布置的毛刷体,以及与毛刷体布置方向倾斜设置的毛丝,毛丝的倾斜方向与载板玻璃4输送方向相适配。顶部毛刷24的毛丝起到缓冲作用,根据实际需要设置倾斜方向。当载板玻璃4是静止落在毛刷上时,则将毛丝设置为垂向即可。
所述顶部毛刷24为载板玻璃4与中部条框23之间的缓冲弹性带。缓冲弹性带的目的是避免直接将载板玻璃4直接落在中部条框23上,由于中部条框23高低不平很容易造成对载板玻璃4的划伤、甚至破损。
39.本发明所提供的载板整列装置目的是:简化机构,提供多功能使用,投资小,收益率高。首先,整套机构可以直接在现有的皮带输送机1上进行改装,在皮带11下方放置整列框架,在支架12侧部安装气缸21和定位感知装置3,从而节省企业成本;整个结构相对简单,投资成本低,后面不用改整列装置也可以作为正常的皮带输送机1使用。其次,顶部毛刷24提供缓冲作用,气缸21提供载板玻璃4脱离皮带输送机1的上升力;定位感知装置3提供三种控制模式:定位控制、扭矩控制、整列控制,并且根据检测到的扭矩进行破损感知。
40.实施例1:所述整列辅助机构2,包括气缸驱动机构、毛刷固定装置、毛刷。
41.载板玻璃的定位感知装置3及整列辅助机构2,包括伺服电机31、连接套、摆臂321、聚氨酯轮322以及整套机构固定架。本发明与载板玻璃4接触轮采用聚氨酯材料进行制作,有一定的缓冲力,降低玻璃的破损率。
42.本发明的工作原理及过程:载板玻璃4由并列多段皮带输送机1,输送到指定位置,这时安装在皮带输送机1下部的整列辅助机构2动作,气缸21升起。顶部毛刷24与载板玻璃4接触,起到一个缓冲作用。此时由伺服电机31驱动的4个定位感知装置3动作,摆臂321从待机位置向靠近玻璃方向旋转,此阶段的控制模式为位置控制,plc发出位置控制指令使摆臂321前端的聚氨酯轮322与载板玻璃4边部距离在0-1mm。这时伺服电机31由位置控制改为扭矩控制,载板玻璃4和聚氨酯轮322轻微接触后,不但起到定位的作用,还能通过扭力的大小来控制载板玻璃4的破损,降低破损率,并利用伺服电机31编码器位置值的变化,来感知载板是否破损,第一时间发现破损后自动停机,人员能够及时进行处理,避免不合格产品流入后道工序,给质量和效率造成影响。
43.实施例2:本发明的使用过程如下所示:当载板玻璃4放到多线段并列带孔皮带输送机1上,皮带11转动,将载板玻璃4输送到如图位置,整列辅助机构2动作,气缸21升起,将载板玻璃4托起,此时由伺服电机31驱动的四个定位感知装置3动作,摆臂321由竖直位置旋转90
°
,使摆臂321前端的聚氨酯轮322与载板玻璃4距离为0.5mm,这时伺服电机31由位置控制改为扭矩控制,聚氨酯轮322会继续运动靠紧玻璃,这时通过伺服电机31的编码器位置值的变化,来感知是否破损,当位置值变化超过1mm则报警停机。若正常,四个定位感知装置3复位,回到待机位置。缓冲毛整列结构气缸21收回,皮带输送机1构继续运行,重复下一个循环。
44.具体步骤如下:s1:待检测到载板玻璃4输送至皮带输送机1处;s2:启动整列辅助机构2,包括如下小步:s21:整列辅助机构2的气缸21控制带有顶部毛刷24的整列框架缓慢上升;s22:顶部毛刷24先与放置在皮带11上的载板玻璃4相接触;s23:缓冲结束后继续上升,直至载板玻璃4脱离皮带11完全落至整列辅助机构2上;s3:启动定位感知装置3,包括如下小步:
s31:位置控制:伺服电机31驱动摆臂321自待机位置向靠近载板玻璃4方向旋转,当聚氨酯轮322与载板玻璃4边部距离在0-1mm时,摆臂321停止旋转完成定位;s32:扭矩控制:伺服电机31通过聚氨酯轮322对载板玻璃4施加扭矩,扭矩通过伺服电机31的编码器反馈,此时载板玻璃4所受外力分为如下两步:s321:扭矩小于力矩:说明载板玻璃4与顶部毛刷24之间的力矩过大,继续增加扭矩;s322:扭矩大于力矩:说明载板玻璃4与顶部毛刷24之间的力矩适当开始整列,当扭矩达到设定值时停止整列;s33:整列控制:编码器将扭矩大小转换为聚氨酯轮322的整列距离s,即:式中:t为聚氨酯轮322对载板玻璃4施加的扭矩,f为顶部毛刷24对载板玻璃4施加的摩擦力,l为力臂,n为伺服电机31的转速,t为单位时间;s3:判断载板玻璃4是否破损:通过公式(1)判断整列聚氨酯轮322的整列距离s是否大于1,分为如下两种情况:情况一:s>1,说明在设定值的扭矩作用下载板玻璃4整列距离过大,载板玻璃4的侧缘产生破损;情况二:s≤1,说明在设定值的扭矩作用下载板玻璃4整列距离符合要求,载板玻璃4正常。
45.优选地,所述方法还包括如下后续步骤:s4:感知破损的后续处理:当感知载板玻璃4破损时,载板整列装置自动停机,及时将不合格的载板玻璃4自顶部毛刷24上取下,避免流入后道工序;载板整列装置自动复位。
46.本发明所提供的载板整列方法目的是:可实现在不需要人工监管的情况下,采用智能的控制方法和手段能有效的降低载板玻璃4的破损率,并能第一时间发现破损的载板玻璃4,提高产线运行的可靠性,提升生产效率。
47.本发明可广泛运用于oled载板玻璃加工场合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1