摄像头模组贴膜总成及摄像头模组贴膜撕膜设备的制作方法
1.本发明涉及摄像头模组生产设备,具体涉及一种摄像头模组贴膜总成及摄像头模组贴膜撕膜设备。
背景技术:
2.摄像头模组是影像捕捉的关键电子器件,被称作手机的“眼睛”。摄像头模组的工作原理为:物体通过镜头聚集的光,通过cmos或ccd集成电路把光信号转换成电信号,再经过内部图像处理器转换成数字图像信号输出到数字信号处理器加工处理,转换成标准的grb、yuv等格式图像信号。摄像头模组贴膜是加工摄像头模组的重要生产步骤,用于为摄像头模组安装保护膜提供保护,便于运输。现有技术通常是人工将摄像头模组进行贴膜作业,效率低,难以保证贴膜的精准,并且易因用力过大而损伤摄像头模组。
3.cn213938083u公开了一种基于工业机器手全自动贴附摄像模组辅料的设备,包括基座,基座上固设有工业机器手,基座上还设有用于存放膜的膜平台、用于输送摄像头模组的上料输送带、上ccd相机及下ccd相机;工业机器手根据下ccd相机的信号从膜平台抓取膜,并根据上ccd相机的信号将抓取到的膜贴附于上料输送带上的摄像头模组上。该自动贴辅料设备是针对电子产品中摄像头模块生产过程中的贴膜、导电布工序进行全自动生产而开发的一台高效率设备,并能够实现一人操作多台机台,极大的提升生产效率。另一方面,贴附过程中基于双ccd影像识别系统,同时抓取辅料和产品坐标位置,保证了贴附精度品质要求,避免人为贴歪导致的返工。毋庸置疑,该专利文献公开的技术方案是所属技术领域的一种有益的尝试。
技术实现要素:
4.有鉴于此,本发明的目的在于提供一种摄像头模组贴膜总成,贴膜自动化程度高,贴膜精准,不易损伤摄像头模组;本发明的目的还在于提供一种摄像头模组贴膜撕膜设备,各部分装置布局合理,结构紧凑,充分利用空间。
5.本发明中的一种摄像头模组贴膜总成,包括机架,还包括设置在所述机架上的卷膜剥料装置和贴膜移栽装置,所述卷膜剥料装置包括第二收卷电机、膜片胶带放卷辊、膜片胶带收卷辊、膜片剥料平台和多个剥料过渡辊,所述膜片胶带放卷辊上能够安装膜片胶带放料卷筒,所述膜片胶带收卷辊上能够安装膜片胶带收料卷筒,所述膜片剥料平台上设置有削刀片,其中一个所述剥料过渡辊与所述削刀片之间具有膜片胶带通道间隙,膜片胶带放料卷筒上的膜片胶带能够经过所述膜片胶带通道间隙和多个所述剥料过渡辊并与膜片胶带收料卷筒固定连接;所述第二收卷电机能够带动所述膜片胶带收卷辊转动,从而使膜片胶带放料卷筒上的膜片胶带被卷至膜片胶带收卷辊上,膜片胶带运动过程中会从上至下穿过所述膜片胶带通道间隙,所述削刀片能够将膜片胶带上的膜片剥离;所述贴膜移栽装置能够将所述膜片剥料平台剥离的膜片移动并粘贴至待加工摄像头模组的表面。
6.进一步,所述贴膜移栽装置包括移栽驱动机构以及作业机构,所述移栽驱动机构
包括移栽支撑架、中层安装架、水平移动安装架、水平驱动组件以及竖直驱动组件,所述中层安装架设置在所述移栽支撑架的上侧,所述水平移动安装架以能够沿所述中层安装架的长度方向移动的方式设置在所述中层安装架上,所述水平驱动组件能够带动所述水平移动安装架移动,所述作业机构以能够沿上下方向移动的方式设置在所述水平移动安装架上,所述竖直驱动组件能够带动所述作业机构沿上下方向移动。
7.进一步,所述移栽驱动机构还包括上层安装架和相机组件,所述上层安装架设置在所述中层安装架的上侧,所述上相机组件以能够沿所述上层安装架的长度方向移动的方式设置在所述上层安装架上。
8.进一步,所述贴膜移栽装置的所述作业机构为弹性贴膜机构,所述贴膜移栽装置的所述中层安装架以及上层安装架的长度方向均沿左右方向设置。
9.进一步,所述弹性贴膜机构包括贴膜机构连接架、第三气吸嘴机构、导向连接杆和弹性元件,所述贴膜机构连接架上设置有长度沿上下方向的气吸嘴机构导轨,所述第三气吸嘴机构上设置有用于与所述气吸嘴机构导轨配合的气吸嘴机构导向块,所述弹性元件设置在所述贴膜机构连接架上,所述导向连接杆的上端与所述弹性元件连接,所述导向连接杆的下端与所述气吸嘴机构导向块连接。
10.本发明中的一种摄像头模组贴膜撕膜设备,包括设置在机架上的上料输送装置、上料移栽装置、四工位转盘装置、撕膜移栽装置、卷膜收料装置、下料移栽装置、下料输送装置以及如上所述的摄像头模组贴膜总成;所述四工位转盘装置设置在所述机架的中部;所述上料移栽装置、撕膜移栽装置、贴膜移栽装置以及下料移栽装置沿所述四工位转盘装置的周向间隔设置,所述上料移栽装置、撕膜移栽装置、贴膜移栽装置以及下料移栽装置的首部均位于所述四工位转盘装置的上方;所述上料输送装置、卷膜收料装置、卷膜剥料装置以及下料输送装置设置在所述四工位转盘装置的四周;所述上料输送装置包括料盘存储机构以及料盘输送机构,所述料盘存储机构能够存储多个摄像头模组料盘,所述料盘输送机构位于所述上料移栽装置的尾部与所述料盘存储机构之间,所述料盘输送机构能够将所述料盘存储机构内的摄像头模组料盘输送至所述上料移栽装置的尾部;所述上料移栽装置能够将所述摄像头模组料盘上的待加工摄像头模组移动至所述四工位转盘装置上,所述四工位转盘装置上设置有用于固定待加工摄像头模组的摄像头模组固定治具,并且所述四工位转盘装置能够转动使所述摄像头模组固定治具分别移动至所述上料移栽装置、撕膜移栽装置、贴膜移栽装置以及下料移栽装置的首部的下方;所述卷膜收料装置的位置与所述撕膜移栽装置的尾部的位置相对应,所述撕膜移栽装置能够将位于所述四工位转盘装置上的待加工摄像头模组的表面的膜片撕下并移动至所述卷膜收料装置上;所述卷膜剥料装置的位置与所述贴膜移栽装置的尾部的位置相对应,所述卷膜剥料装置能够提供膜片,所述贴膜移栽装置能够将所述卷膜剥料装置提供的膜片移动并粘贴至位于所述四工位转盘装置上的待加工摄像头模组的表面;所述下料输送装置的位置与所述下料移栽装置的尾部的位置相对应,所述下料移栽装置能够将所述四工位转盘装置上的待加工摄像头模组移动至所述下料输送装置上。
11.本发明的有益效果是:1、本发明中的摄像头模组贴膜总成能够方便的将膜片胶带上的膜片剥下,以便于贴膜移栽装置将膜片压紧粘贴在待加工摄像头模组的表面。
12.2、本发明中的贴膜移栽装置能够通过第三气吸嘴机构将膜片贴在待加工摄像头模组的表面,粘贴过程中弹性元件能够防止第三气吸嘴机构的位移量过大,导致作用于待加工摄像头模组的表面的压力过大而造成损伤。
13.3、本发明中的摄像头模组贴膜撕膜设备能够根据实际生产需求,将本设备用于摄像头模组自动贴膜或者将本设备用于摄像头模组自动撕膜,贴膜作业或撕膜作业的效率得以提高,并且该设备相对于使用两个不同的设备分别进行贴膜作业或撕膜作业,本设备能够使机架、上料输送装置、上料移栽装置、四工位转盘装置、下料移栽装置以及下料输送装置得以共用,从而能够显著降低设备制造成本。
14.4、本发明中的上料输送装置、上料移栽装置、四工位转盘装置、撕膜移栽装置、卷膜收料装置、卷膜剥料装置、贴膜移栽装置、下料移栽装置以及下料输送装置能够分别独立进行工作,互不干扰,四工位转盘装置上设置有四个摄像头模组固定治具,进行贴膜作业或撕膜作业的效率高。
15.5、本发明中的各部分装置布局合理,结构紧凑,充分利用空间。
附图说明
16.为了使本发明的目的、技术方案和有益效果更加清楚,本发明提供如下附图进行说明:图1为本发明的摄像头模组贴膜总成的结构示意图;图2为本发明的卷膜剥料装置的结构示意图;图3为本发明的贴膜移栽装置、上料移栽装置、撕膜移栽装置或者下料移栽装置的结构示意图;图4为本发明的弹性贴膜机构与移栽驱动机构的竖直驱动组件连接的结构示意图图5为本发明的弹性贴膜机构的结构示意图;图6为本发明的摄像头模组贴膜撕膜设备的结构示意图一;图7为本发明的摄像头模组贴膜撕膜设备的结构示意图二;图8为本发明的摄像头模组贴膜撕膜设备的结构示意图三(部分零件未示出);图9为本发明的摄像头模组贴膜撕膜设备的结构示意图四(部分零件未示出);图10为本发明的摄像头模组贴膜撕膜设备的结构示意图五(部分零件未示出);图11为本发明的四工位转盘装置的结构示意图;图12为本发明的上料输送装置的结构示意图一;图13为本发明的上料输送装置的结构示意图二;图14为本发明的上料输送装置的结构示意图三;图15为本发明的料盘存储机构的结构示意图;图16为本发明的料盘输送机构的结构示意图一;图17为本发明的料盘输送机构的结构示意图二;图18为本发明的料盘输送机构的局部放大结构示意图;
图19为本发明的上料移栽装置、撕膜移栽装置、贴膜移栽装置以及下料移栽装置的结构示意图;图20为本发明的第一气吸嘴机构或者第二气吸嘴机构的结构示意图;图21为本发明的撕膜气爪的结构示意图;图22为本发明的撕膜移栽装置和卷膜收料装置的结构示意图一;图23为本发明的撕膜移栽装置和卷膜收料装置的结构示意图二;图24为本发明的撕膜移栽装置的局部放大结构示意图;图25为本发明的卷膜收料装置的结构示意图;图26为本发明的下料输送装置的结构示意图。
17.附图中标记如下:1-机架,11-壳体,12-空气净化器,13-三色灯;2-上料输送装置,21-料盘存储安装架,211-料仓导向轨,22-料仓组件,221-料仓框架,222-分隔滚轮组,223-料仓导向块,23-料仓驱动组件, 24-料盘输送安装架,241-输送滚轮体,242-安装架导向轨,25-料盘夹持组件,251-料盘夹持安装架,252-夹持气爪,253-安装架导向块,26-料盘夹持驱动组件,261-输送主动轮,262-输送从动轮,263-安装架输送带,264-主动轮驱动电机,27-摄像头模组料盘;301-上料移栽装置,302-撕膜移栽装置,303-贴膜移栽装置,304-下料移栽装置,31-移栽驱动机构,311-移栽支撑架,312-中层安装架,313-上层安装架,314-相机组件,315-水平移动安装架,316-水平驱动组件,317-竖直驱动组件,32-作业机构,321-第一气吸嘴机构,322-撕膜气爪,323-弹性贴膜机构,3231-贴膜机构连接架,3232-第三气吸嘴机构,3233-导向连接杆,3234-弹性元件,324-第二气吸嘴机构;4-四工位转盘装置,41-摄像头模组固定治具,42-转盘本体,43-转盘驱动机构;5-卷膜收料装置,51-第一收卷电机,52-空胶带放卷辊,53-空胶带收卷辊,54-收料支撑架,55-收料过渡辊;6-卷膜剥料装置,61-第二收卷电机,62-膜片胶带放卷辊,63-膜片胶带收卷辊,64-膜片剥料平台,65-剥料过渡辊,66-膜片胶带通道间隙;7-下料输送装置。
具体实施方式
18.下面结合附图对本发明作详细说明。
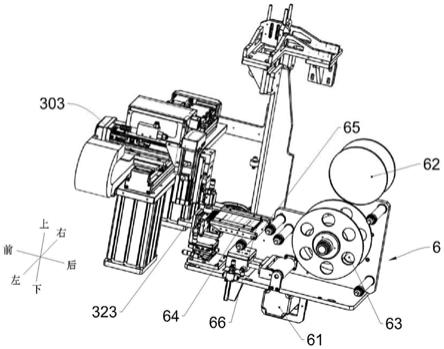
19.如图1-图3所示,本实施例中的一种摄像头模组贴膜总成,包括机架1,还包括设置在机架1上的卷膜剥料装置6和贴膜移栽装置303,卷膜剥料装置6包括第二收卷电机61、膜片胶带放卷辊62、膜片胶带收卷辊63、膜片剥料平台64和多个剥料过渡辊65,膜片胶带放卷辊62上能够安装膜片胶带放料卷筒,膜片胶带收卷辊63上能够安装膜片胶带收料卷筒,膜片剥料平台64上设置有削刀片,其中一个剥料过渡辊65与削刀片之间具有膜片胶带通道间隙66,膜片胶带放料卷筒上的膜片胶带能够经过膜片胶带通道间隙66和多个剥料过渡辊65并与膜片胶带收料卷筒固定连接;第二收卷电机61能够带动膜片胶带收卷辊63转动,从而使膜片胶带放料卷筒上的膜片胶带被卷至膜片胶带收卷辊63上,膜片胶带运动过程中会从上至下穿过膜片胶带通道间隙66,削刀片能够将膜片胶带上的膜片剥离;贴膜移栽装置303
能够将膜片剥料平台64剥离的膜片移动并粘贴至待加工摄像头模组的表面。
20.本实施例中,如图3所示,贴膜移栽装置303包括移栽驱动机构31以及作业机构32,移栽驱动机构31包括移栽支撑架311、中层安装架312、水平移动安装架315、水平驱动组件316以及竖直驱动组件317,中层安装架312设置在移栽支撑架311的上侧,水平移动安装架315以能够沿中层安装架312的长度方向移动的方式设置在中层安装架312上,水平驱动组件316能够带动水平移动安装架315移动,作业机构32以能够沿上下方向移动的方式设置在水平移动安装架315上,竖直驱动组件317能够带动作业机构32沿上下方向移动。
21.本实施例中,如图3所示,移栽驱动机构31还包括上层安装架313和相机组件314,上层安装架313设置在中层安装架312的上侧,上相机组件314以能够沿上层安装架313的长度方向移动的方式设置在上层安装架313上。
22.本实施例中,如图3-图5所示,贴膜移栽装置303的作业机构32为弹性贴膜机构323,贴膜移栽装置303的中层安装架312以及上层安装架313的长度方向均沿左右方向设置。
23.本实施例中,如图3-图5所示,弹性贴膜机构323包括贴膜机构连接架3231、第三气吸嘴机构3232、导向连接杆3233和弹性元件3234,贴膜机构连接架3231上设置有长度沿上下方向的气吸嘴机构导轨,第三气吸嘴机构3232上设置有用于与气吸嘴机构导轨配合的气吸嘴机构导向块,弹性元件3234设置在贴膜机构连接架3231上,导向连接杆3233的上端与弹性元件3234连接,导向连接杆3233的下端与气吸嘴机构导向块连接。
24.本实施例中的一种摄像头模组贴膜撕膜设备,如图6-图26所示,包括设置在机架1上的上料输送装置2、上料移栽装置301、四工位转盘装置4、撕膜移栽装置302、卷膜收料装置5、下料移栽装置304、下料输送装置7以及如上的摄像头模组贴膜总成;四工位转盘装置4设置在机架1的中部;上料移栽装置301、撕膜移栽装置302、贴膜移栽装置303以及下料移栽装置304沿四工位转盘装置4的周向间隔设置,上料移栽装置301、撕膜移栽装置302、贴膜移栽装置303以及下料移栽装置304的首部均位于四工位转盘装置4的上方;上料输送装置2、卷膜收料装置5、卷膜剥料装置6以及下料输送装置7设置在四工位转盘装置4的四周;具体的,上料输送装置2设置在四工位转盘装置4的右侧,卷膜收料装置5设置在四工位转盘装置4的后侧,卷膜剥料装置6设置在四工位转盘装置4的左侧,下料输送装置7设置在四工位转盘装置4的前侧;上料输送装置2包括料盘存储机构以及料盘输送机构,料盘存储机构能够存储多个摄像头模组料盘27,料盘输送机构位于上料移栽装置301的尾部与料盘存储机构之间,料盘输送机构能够将料盘存储机构内的摄像头模组料盘27输送至上料移栽装置301的尾部;上料移栽装置301能够将摄像头模组料盘27上的待加工摄像头模组移动至四工位转盘装置4上,四工位转盘装置4上设置有用于固定待加工摄像头模组的摄像头模组固定治具41,并且四工位转盘装置4能够转动使摄像头模组固定治具41分别移动至上料移栽装置301、撕膜移栽装置302、贴膜移栽装置303以及下料移栽装置304的首部的下方;卷膜收料装置5的位置与撕膜移栽装置302的尾部的位置相对应,撕膜移栽装置302能够将位于四工位转盘装置4上的待加工摄像头模组的表面的膜片撕下并移动至卷膜收料装置5上;卷膜剥料装置6的位置与贴膜移栽装置303的尾部的位置相对应,卷膜剥料装置6
能够提供膜片,贴膜移栽装置303能够将卷膜剥料装置6提供的膜片移动并粘贴至位于四工位转盘装置4上的待加工摄像头模组的表面;下料输送装置7的位置与下料移栽装置304的尾部的位置相对应,下料移栽装置304能够将四工位转盘装置4上的待加工摄像头模组移动至下料输送装置7上。
25.如图12-图18所示,本实施例中,料盘存储机构包括料盘存储安装架21、料仓组件22以及料仓驱动组件23,料盘存储安装架21与机架1连接,料仓组件22以能够沿上下方向移动的方式与料盘存储安装架21连接,料仓驱动组件23能够带动料仓组件22沿上下方向移动;料仓组件22包括料仓框架221以及多个用于为摄像头模组料盘27提供支撑的分隔滚轮组222,多个分隔滚轮组222沿上下方向间隔设置在料仓框架221内,多个分隔滚轮组222包括多个沿前后方向间隔设置的料仓滚轮体;料盘存储安装架21上设置有料仓导向轨211,料仓框架221上设置有用于与料仓导向轨211配合的料仓导向块223。
26.如图12-图18所示,本实施例中,料盘输送机构包括料盘输送安装架24、料盘夹持组件25以及料盘夹持驱动组件26;料盘输送安装架24与机架1连接,料盘输送安装架24的后部与料仓组件22的位置相对应,料盘输送安装架24的前部与上料移栽装置301的尾部的位置相对应,料盘输送安装架24上设置有用于支撑摄像头模组料盘27的多个输送滚轮体241,多个输送滚轮体241沿前后方向间隔设置;料盘夹持组件25包括料盘夹持安装架251以及夹持气爪252,料盘夹持安装架251以能够沿前后方向移动的方式与料盘输送安装架24连接,夹持气爪252与料盘夹持安装架251连接并向后伸出于料盘夹持安装架251;料盘夹持驱动组件26包括输送主动轮261、输送从动轮262、安装架输送带263以及主动轮驱动电机264,输送主动轮261和输送从动轮262分别设置在料盘输送安装架24的前后两部,安装架输送带263张紧于输送主动轮261和输送从动轮262上,料盘夹持安装架251的一端与安装架输送带263固定连接,主动轮驱动电机264能够使输送主动轮261正转或者反转,从而使安装架输送带263带动料盘夹持组件25靠近或者远离料仓组件22;料盘输送安装架24上设置有长度沿前后方向的安装架导向轨242,料盘夹持安装架251上设置有用于与安装架导向轨242相配合的安装架导向块253。
27.如图11所示,本实施例中,四工位转盘装置4包括转盘本体42和转盘驱动机构43,转盘本体42以能够转动的方式与机架1连接,转盘本体42上沿周向等间隔设置有四个摄像头模组固定治具41,转盘驱动机构43能够使转盘本体42转动。
28.如图19-图21所示,本实施例中,上料移栽装置301、撕膜移栽装置302以及下料移栽装置304的结构均与贴膜移栽装置303相似,上料移栽装置301、撕膜移栽装置302以及下料移栽装置304也均包括移栽驱动机构31以及作业机构32,区别在于,如图19和图20所示,上料移栽装置301的作业机构32为第一气吸嘴机构321,上料移栽装置301的中层安装架312以及上层安装架313的长度方向均沿左右方向设置;如图19和图21所示,撕膜移栽装置302的作业机构32为撕膜气爪322,撕膜移栽装置302的中层安装架312以及上层安装架313的长度方向均沿前后方向设置;如图19和图20所示,下料移栽装置304的作业机构32为第二气吸嘴机构324,下料移栽装置304的中层安装架312以及上层安装架313的长度方向均沿前后方向设置。
29.本实施例中,如图22-图25所示,卷膜收料装置5包括第一收卷电机51、空胶带放卷辊52、空胶带收卷辊53、收料支撑架54和多个收料过渡辊55,空胶带放卷辊52上能够安装空
胶带放料卷筒,空胶带收卷辊53上能够安装空胶带收料卷筒,空胶带放料卷筒上的空胶带能够经过收料支撑架54和多个收料过渡辊55并与空胶带收料卷筒固定连接;第一收卷电机51能够带动空胶带收卷辊53转动,从而使空胶带放料卷筒上的空胶带被卷至空胶带收料卷筒上;撕膜气爪322能够将位于四工位转盘装置4上的待加工摄像头模组的表面的膜片撕下后能够将该膜片移动至收料支撑架54上的空胶带上。
30.本实施例中,如图6-图7所示,还包括设备壳体2、空气净化器12以及三色灯13,设备壳体2设置在机架1上,空气净化器12以及三色灯13均设置在设备壳体2的顶部。
31.本实施例中的摄像头模组贴膜撕膜设备既能够用于摄像头模组自动贴膜,又可以用于摄像头模组自动撕膜,贴膜作业或撕膜作业的效率得以提高,并且该设备相对于使用两个不同的设备分别进行贴膜作业或撕膜作业,该设备能够使机架1、上料输送装置2、上料移栽装置301、四工位转盘装置4、下料移栽装置304以及下料输送装置7得以共用,从而能够显著降低制造成本。
32.本实施例中的摄像头模组贴膜撕膜设备在进行撕膜作业的工作步骤如下所示:a1、待加工摄像头模组的表面具有膜片,将装有多个待加工摄像头模组分别放入多个摄像头模组料盘27,然后将多个摄像头模组料盘27分别放置在料仓框架221内的各个分隔滚轮组222上;a2、通过料仓驱动组件23带动料仓组件22沿上下方向移动,从而使其中一摄像头模组料盘27在上下方向上的位置与夹持气爪252的在上下方向上的位置相对应,夹持气爪252此时为张开状态,通过主动轮驱动电机264正转,使安装架输送带263带动料盘夹持组件25靠近料仓组件22,张开的夹持气爪252伸入料仓组件22后闭合夹持住对应位置的摄像头模组料盘27,再通过主动轮驱动电机264反转,使安装架输送带263带动料盘夹持组件25远离料仓组件22,直至将夹持住的摄像头模组料盘27移动至上料移栽装置301的下方;值得说明的是,料仓驱动组件23和夹持气爪252的结构均为现有技术,不属于本技术的发明内容,此处不详细说明,例如料仓驱动组件23可以采用现有的旋转电机与丝杠螺母副组成的结构,料仓驱动组件23也可以采用现有的直线电机或直线气缸的输出轴直接带动料仓框架221移动的结构;a3、通过上料移栽装置301的移栽驱动机构31的水平驱动组件316带动第一气吸嘴机构321移动至摄像头模组料盘27的上方,通过相机组件314拍照定位后,通过该移栽驱动机构31的竖直驱动组件317使第一气吸嘴机构321向下朝向摄像头模组料盘27移动,第一气吸嘴机构321吸起待加工摄像头模组后,该移栽驱动机构31的竖直驱动组件317使第一气吸嘴机构321向上移动,并通过该移栽驱动机构31的水平驱动组件316将第一气吸嘴机构321移动至四工位转盘装置4的上方,通过相机组件314拍照定位校正后将待加工摄像头模组移动至转盘本体42上的摄像头模组固定治具41上,摄像头模组固定治具41将该待加工摄像头模组固定;当料盘夹持组件25夹持住的摄像头模组料盘27上的待加工摄像头模组全部移走后,通过主动轮驱动电机264正转,使安装架输送带263带动料盘夹持组件25靠近料仓组件22,将空的摄像头模组料盘27移回料仓组件22后张开夹持气爪252,通过主动轮驱动电机264反转,使安装架输送带263带动料盘夹持组件25远离料仓组件22,然后重复步骤a2;a4、转盘驱动机构43使转盘本体42旋转90
°
,将摄像头模组固定治具41上的待加工摄像头模组移动至撕膜移栽装置302的下方;
a5、通过撕膜移栽装置302的移栽驱动机构31的水平驱动组件316带动撕膜气爪322移动至待加工摄像头模组的上方,通过相机组件314拍照定位后,通过该移栽驱动机构31的竖直驱动组件317使撕膜气爪322向下朝向待加工摄像头模组移动,撕膜气爪322作业将该待加工摄像头模组上的膜片撕下后,通过该移栽驱动机构31将撕膜气爪322移动至收料支撑架54上的空胶带的上方,撕膜气爪322将撕下的膜片粘贴至空胶带上,然后通过第一收卷电机51带动空胶带收卷辊53转动,在空胶带放料卷筒上的空胶带被卷至空胶带收料卷筒的过程中,粘贴有膜片的空胶带从收料支撑架54移开并最终被卷至空胶带收料卷筒上,完成膜片的回收;a6、转盘驱动机构43使转盘本体42旋转180
°
,将摄像头模组固定治具41上的待加工摄像头模组移动至下料移栽装置304的下方;a7、通过下料移栽装置304的移栽驱动机构31的水平驱动组件316带动第二气吸嘴机构324移动至待加工摄像头模组的上方,通过相机组件314拍照定位后,通过该移栽驱动机构31的竖直驱动组件317使第二气吸嘴机构324向下朝向待加工摄像头模组移动,第二气吸嘴机构324吸起待加工摄像头模组后,该移栽驱动组件的竖直驱动组件317使第二气吸嘴机构324向上移动,并通过该移栽驱动机构31的水平驱动组件316使第二气吸嘴机构324移动至下料输送装置7上,完成撕膜后的待加工摄像头模组的收纳。
33.本实施例中的摄像头模组贴膜撕膜设备在进行贴膜作业的工作步骤如下所示:b1、待加工摄像头模组的表面无膜片,将装有多个待加工摄像头模组分别放入多个摄像头模组料盘27,然后将多个摄像头模组料盘27分别放置在料仓框架221内的各个分隔滚轮组222上;b2、通过料仓驱动组件23带动料仓组件22沿上下方向移动,从而使其中一摄像头模组料盘27在上下方向上的位置与夹持气爪252的在上下方向上的位置相对应,夹持气爪252此时为张开状态,通过主动轮驱动电机264正转,使安装架输送带263带动料盘夹持组件25靠近料仓组件22,张开的夹持气爪252伸入料仓组件22后闭合夹持住对应位置的摄像头模组料盘27,再通过主动轮驱动电机264反转,使安装架输送带263带动料盘夹持组件25远离料仓组件22,直至将夹持住的摄像头模组料盘27移动至上料移栽装置301的下方;值得说明的是,料仓驱动组件23和夹持气爪252的结构均为现有技术,不属于本技术的发明内容,此处不详细说明,例如料仓驱动组件23可以采用现有的旋转电机与丝杠螺母副组成的结构,料仓驱动组件23也可以采用现有的直线电机或直线气缸的输出轴直接带动料仓框架221移动的结构;b3、通过上料移栽装置301的移栽驱动机构31的水平驱动组件316带动第一气吸嘴机构321移动至摄像头模组料盘27的上方,通过相机组件314拍照定位后,通过该移栽驱动机构31的竖直驱动组件317使第一气吸嘴机构321向下朝向摄像头模组料盘27移动,第一气吸嘴机构321吸起待加工摄像头模组后,该移栽驱动机构31的竖直驱动组件317使第一气吸嘴机构321向上移动,并通过该移栽驱动机构31的水平驱动组件316将第一气吸嘴机构321移动至四工位转盘装置4的上方,通过相机组件314拍照定位校正后将待加工摄像头模组移动至转盘本体42上的摄像头模组固定治具41上,摄像头模组固定治具41将该待加工摄像头模组固定;当料盘夹持组件25夹持住的摄像头模组料盘27上的待加工摄像头模组全部移走后,通过主动轮驱动电机264正转,使安装架输送带263带动料盘夹持组件25靠近料仓组件
22,将空的摄像头模组料盘27移回料仓组件22后张开夹持气爪252,通过主动轮驱动电机264反转,使安装架输送带263带动料盘夹持组件25远离料仓组件22,然后重复步骤b2;b4、转盘驱动机构43使转盘本体42旋转180
°
,将摄像头模组固定治具41上的待加工摄像头模组移动至贴膜移栽装置303的下方;b5、通过第二收卷电机61带动膜片胶带收卷辊63转动,从而使膜片胶带放料卷筒上的膜片胶带被卷至膜片胶带收卷辊63上,膜片胶带运动过程中会从上至下穿过膜片胶带通道间隙66,削刀片将膜片胶带上的膜片剥离;通过贴膜移栽装置303的移栽驱动机构31的水平驱动组件316带动弹性贴膜机构323移动至待膜片剥料平台64的上方,通过相机组件314拍照定位后,通过该移栽驱动机构31的竖直驱动组件317使第三气吸嘴机构3232向下移动并吸取待膜片剥料平台64上的膜片,然后又使第三气吸嘴机构3232向上移动,并通过该移栽驱动机构31的水平驱动组件316带动弹性贴膜机构323移动至待加工摄像头模组的上方,通过相机组件314拍照定位后,通过该移栽驱动机构31的竖直驱动组件317使第三气吸嘴机构3232向下移动并将膜片贴在摄像头模组固定治具41上的待加工摄像头模组的表面,粘贴过程中弹性元件3234能够防止第三气吸嘴机构3232的位移量过大,导致作用于待加工摄像头模组的表面的压力过大而造成损伤;b6、转盘驱动机构43使转盘本体42旋转90
°
,将摄像头模组固定治具41上的待加工摄像头模组移动至下料移栽装置304的下方;b7、通过下料移栽装置304的移栽驱动机构31的水平驱动组件316带动第二气吸嘴机构324移动至待加工摄像头模组的上方,通过相机组件314拍照定位后,通过该移栽驱动机构31的竖直驱动组件317使第二气吸嘴机构324向下朝向待加工摄像头模组移动,第二气吸嘴机构324吸起待加工摄像头模组后,该移栽驱动组件的竖直驱动组件317使第二气吸嘴机构324向上移动,并通过该移栽驱动机构31的水平驱动组件316使第二气吸嘴机构324移动至下料输送装置7上,完成贴膜后的待加工摄像头模组的收纳。
34.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1