一种用于细支烟包装机的内衬纸输送装置的制作方法
1.本发明涉及一种吸风输送装置,尤其涉及一种用于细支烟包装机的内衬纸输送装置。
背景技术:
2.在yb45型(细支)包装设备的生产过程中,内衬纸常在输送过程产生折皱、歪曲变形的问题,从而使得设备在内衬纸歪斜输送的情况下,造成设备无法全速运行或停机,且生产过程中存在产品质量安全隐患。经技术人员深入研究发现,内衬纸输送过程中出现大多因为内衬纸吸风室内灰尘堵塞吸风孔,使得负压吸附力不足,从而无法产生均匀的内衬纸牵引摩擦力,同时内衬纸在受力不均匀的情况下易产生扭曲变形,进而使得内衬纸变形折皱、输送歪曲甚至发生内衬纸堵塞。经检索发现对比文件cn2020216188030中提出一种加装加速辊对的方式及改变吸风腔体吸风孔的位置和孔径来实现减少内衬纸输送过程中的输送歪曲情况的发生频次,但只是单一改变吸风孔位置与孔径并不能有效延长保养内衬纸吸风输送组件的保养时间。
3.所以针对上述问题,本发明希望通过改变吸风室腔体结构,达到可容纳一定容量灰尘进入吸风室后,依旧不影响内衬纸吸风输送,避免吸风孔因吸风室内部灰尘堆积造成堵塞,进而产生内衬纸吸附不到位,造成输送歪曲、变形。
技术实现要素:
4.(1)要解决的技术问题
5.针对现有技术的不足,本发明的目的在于提供一种用于细支烟包装机的内衬纸输送装置,旨在解决原有内衬纸输送导板因灰尘累积过多而导致吸风孔易堵塞的问题,进而避免内衬纸在输送过程中出现传输不稳定,产生烟包包裹质量不合格的缺陷情况,同时通过对内衬纸吸风输送导板进行结构改进,有效降低因吸风室堵塞造成的设备停机故障频次和维修时间,并采用增大导板吸风室面积的方式,延长内衬纸吸风室的保养周期,防止吸风室易堵塞的情况频发,让内衬纸在输送过程中吸附更牢靠,输送不歪斜,从而间接降低质量包裹缺陷的烟包数量和生产成本,节约维修人员的维修时间。
6.(2)技术方案
7.为了解决上述技术问题,本发明提供了这样一种用于细支烟包装机的内衬纸输送装置,包括内衬纸吸风部分,分别由吸风底座、吸风板、张紧辊调节座、张紧辊、吸风输送皮带、同步轴调节座、同步轴、门底座、门架、门轴座、门板、门轴组成,还包括有内衬纸压痕部分、内衬纸定位部分,吸风底座固定安装在机架上,吸风底座侧面开设有通风孔,通风孔处安装有密封螺丝,吸风底座另一侧面上开设有通风连接孔,通风连接孔连接包装机的负压通风气管,吸风底座正面开设有三条两两垂直相交的铣槽ⅰ,铣槽ⅰ呈工字型,吸风底座正上方通过螺纹连接安装有吸风板,吸风板与吸风底座铣槽ⅰ正对位置处开设有两条平行的铣槽ⅱ,铣槽ⅱ贯穿吸风板,吸风板上的铣槽ⅱ位于吸风底座的铣槽ⅰ正上方且铣槽长度、宽
度相等,吸风板上的铣槽ⅱ和吸风底座的铣槽ⅰ紧密贴合,吸风板侧面紧密贴合有门底座,吸风板厚度与门底座厚度相等,门底座通过螺栓连接在吸风底座上,门底座上螺栓连接有门架,门轴穿过门架和门轴座上的轴孔配合连接,门轴座上还安装有门板,门板位于门轴座和门底座之间;
8.吸风底座背面上部对称开设有两条长宽相等的张紧辊座安装槽,张紧辊调节座固定安装在张紧辊座安装槽内,张紧辊调节座上安装有张紧辊,吸风底座背面下部对称开设有两条长宽相等的同步轴座安装槽,两个同步轴调节座固定安装在同步轴座安装槽内,同步轴两端分别安装在两个同步轴调节座孔内,同步轴上对称地安装有两个辊子,同步轴上辊子与张紧辊大小相同,同步轴上辊子的轴线与张紧辊的轴线平行且位于同一竖直平面内,同步轴一侧端安装有连接块,连接块连接在机架传动轴上,同步轴上辊子与张紧辊上安装有带孔的吸风输送皮带,吸风输送皮带位于吸风板铣槽ⅰ的正上方。
9.还包括有内衬纸压痕部分、内衬纸导向板和内衬纸定位部分,内衬纸压痕部分位于内衬纸吸风部分正上方,内衬纸压痕部分由基座ⅰ、基座ⅱ、凹轮轴、凹轮、凸轮轴、凸轮、齿轮ⅰ和齿轮ⅱ组成,基座ⅰ和基座ⅱ固定连接在机架上,凹轮轴水平安装在基座ⅰ和基座ⅱ的安装孔内,凹轮轴一侧配合安装有齿轮ⅰ,凹轮轴中部安装有两个相同的凹轮,凹轮轴轴线与凸轮轴轴线平行,凸轮轴通过螺纹连接在机架传动部分上,凸轮轴在凹轮轴装有齿轮的一侧处安装有齿轮ⅱ,齿轮ⅱ与齿轮ⅰ啮合,凸轮轴中部安装有两个相同的凸轮,凸轮轴上凸轮与凹轮轴上凹轮啮合。
10.内衬纸定位部分位于内衬纸吸风部分正下方,内衬纸定位部分由由左侧定位部ⅰ和右侧定位部ⅱ组成,其中左侧定位部ⅰ由l型定位块ⅰ和定纸刀ⅰ组成,右侧定位部ⅱ由l型定位块ⅱ和定纸刀ⅱ组成,l型定位块ⅰ和l型定位块ⅱ的上端面设有垂直于定位块前后平面的定纸刀ⅰ和定纸刀ⅱ,定纸刀ⅰ和定纸刀ⅱ刀刃面垂直于内衬纸纸张方向,l型定位块ⅰ和l型定位块ⅱ的下部开设有螺纹孔,l型定位块ⅰ和l型定位块ⅱ通过螺栓连接在机架上。
11.内衬纸定位部分与内衬纸吸风部分之间还安装有内衬纸导向板,内衬纸导向板固定安装在机架上,内衬纸导向板正面设有内衬纸圆弧导向部,内衬纸导向板下部开设有用于固定连接的安装孔。将内衬纸圆弧导向部高度略高于内衬纸导向板,使得内衬纸在内衬纸圆弧导向部上平滑过渡进入内衬纸定位部分,减轻内衬纸输送过程中的冲击力,防止内衬纸出现歪曲变形。
12.吸风输送皮带为同步齿形带,吸风输送皮带齿形部分宽度占吸风输送皮带总宽度的一半。同步齿形带更适用于速度较高的内衬纸输送场合,同时齿形带薄、轻利于内衬纸的高速输送,并在传输过程中传动比恒定能够保证内衬纸不相对于吸风输送皮带发生滑移。
13.同步轴上辊子与张紧辊为齿轮且模数、压力角、分度圆直径都相等。保证吸风输送皮带在安装后传动输送面始终平行于竖直平面,避免因输送皮带安装不到位而使得内衬纸在传输过程中不能保证竖直输送状态,防止内衬纸歪曲变形。
14.吸风输送皮带与同步轴上辊子、张紧辊的配合关系为齿轮啮合。通过将原有的摩擦传动换成齿轮传动,大大提高了传动效率,并有效保证了内衬纸在传输过程中的平稳性,避免出现因内衬纸输送不到位而产生的停机情况发生。
15.工作原理:本内衬纸吸风输送装置在工作时主要对内衬纸进行工序处理。内衬纸首先穿过内衬纸压痕部分中凸轮与凹轮处的间隙之间,由转动的凸轮轴和凹轮轴相互啮合
转动,从而在内衬纸上压痕,使得内衬纸在竖直方向上更挺阔,避免在输送过程中出现弯曲歪斜。
16.随后,穿过压痕部分的内衬纸进入内衬纸吸风部分,内衬纸穿过吸风板与门板之间的间隙向下输送,此时吸风输送皮带位于吸风板和内衬纸中间。在内衬纸吸风输送过程中,由设备提供的负压经过吸风底座与吸风板之间的铣槽形成的腔体,对带孔的吸风输送皮带上的内衬纸进行负压吸附,从而保证吸风输送过程中内衬纸因负压吸附作用始终紧贴吸风输送皮带,同时在稳定负压吸附情况下利用设备传动轴通过连接块带动同步轴转动,从而使得同步轴上辊子带动吸风输送皮带传动输送内衬纸,此时吸风输送皮带对内衬纸的摩擦力不变,能够保障内衬纸输送平稳不歪曲。同时利用增大的吸风腔体体积能容纳更多的纸沫、灰尘,使得吸风室的清理保养周期延长,间接减少因吸风孔堵塞造成的故障。
17.其次,内衬纸在内衬纸导向板的引导通道中进行向下输送,利用内衬纸导向板上的内衬纸圆弧导向部,让内衬纸在内衬纸圆弧导向部上平滑过渡进入内衬纸定位部分,避免单张内衬纸与内衬纸引导板大面积接触产生内衬纸折皱、堵塞,同时减轻内衬纸输送过程中的冲击力,有效防止内衬纸出现歪曲变形。
18.最后,穿过内衬纸吸风部分的内衬纸进入内衬纸定位部分,该部分利用吸风输送皮带对内衬纸的摩擦力,使得内衬纸向下输送的过程中快速下落,而定位刀此时在内衬纸的惯性力作用下对内衬纸产生微量切割,从而实现内衬纸的定位,通过内衬纸定位部分可有效避免内衬纸在输送过程中出现的内衬纸歪曲、偏移问题,防止因内衬纸输送不到位而产生的停机情况,同时减少包裹歪斜的缺陷烟包数量,提高设备的稳定性。
19.(3)有益效果
20.与现有技术相比,本发明的有益效果在于:通过扩大内衬纸吸风部分吸风腔体体积的基础上,增加内衬纸压痕部分和改变内衬纸定位部分结构的方式,来解决原有内衬纸吸风部分因灰尘堵塞吸风孔而导致内衬纸在输送过程中出现传输不稳定,产生包裹质量不达标的缺陷烟包情况,并且通过吸风腔腔体改造降低吸风室堵塞造成的设备停机故障频次和维修时间,有效保证输送过程中内衬纸输送吸附更牢靠、不产生歪斜的情况,同时延长内衬纸吸风室的保养周期,从而间接降低质量包裹缺陷的烟包数量和生产成本,节约维修人员的维修时间。内衬纸吸风部分将原有的摩擦传动换成齿轮传动提高了传动效率,有效保证内衬纸在传输过程中的平稳性,避免出现因内衬纸输送不到位而产生的停机情况发生。同时选用齿形带则是由于齿形带薄、轻,利于内衬纸的高速输送,在传输过程中保证内衬纸不相对于吸风输送皮带发生滑移。
21.增加的内衬纸压痕部分则可利用凹凸辊的压痕效果,使得内衬纸更加挺阔,保证内衬纸在进入到内衬纸吸风部分时始终保持竖直状态,更利于内衬纸的平稳输送,避免在进入内衬纸吸风部分之前产生内衬纸歪曲变形。
22.利用内衬纸导向板上的内衬纸圆弧导向部,使得内衬纸能够在内衬纸圆弧导向部上平滑过渡进入内衬纸定位部分,避免单张内衬纸在导向板上不同接触位置处受力不均,产生内衬纸折皱、堵塞,同时减轻内衬纸输送过程中的冲击力,有效防止内衬纸出现歪曲变形。
23.改变内衬纸定位部分的结构是利用吸风输送皮带对内衬纸的摩擦力,使得内衬纸向下输送至内衬纸定位部分过程时能够快速下落,定位刀对在惯性力作用下的内衬纸进行
微量切割,从而实现内衬纸在定位刀上停靠实现内衬纸的定位,该定位方式可有效避免内衬纸在定位输送过程中出现内衬纸歪曲、偏移,防止因内衬纸输送不到位而产生停机,同时减少包裹歪斜的缺陷烟包数量,提高设备的稳定性。同时改变原有由两个定位块上平面同时对内衬纸进行定位的方式,无需在维修过程中调整定位块上平面的相对位置,降低了维修调整的技术要求及难度,提高维修效率。
附图说明
24.为了更清楚的说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术中描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一种实施方式,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
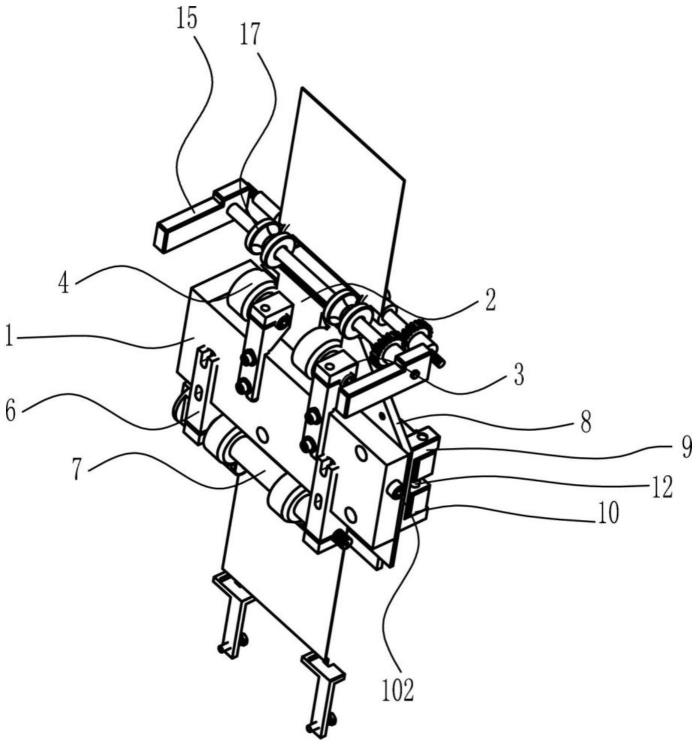
25.图1为本发明整体外观结构图。
26.图2为本发明内衬纸吸风部分的外观后侧视结构图。
27.图3为本发明内衬纸吸风部分的外观主侧视结构图
28.图4为本发明内衬纸压痕部分的外观结构图。
29.图5为本发明内衬纸定位部分的外观结构图。
30.图6为本发明内衬纸吸风部分的吸风底座正面轴测结构示意图。
31.图7为本发明内衬纸吸风部分的吸风底座后侧面轴测结构示意图。
32.图8为本发明内衬纸吸风部分吸风板的结构示意图。
33.图9为本发明内衬纸导向板的结构示意图。
34.附图中的标记为:1-吸风底座、101-通风孔、102-密封螺丝、103-铣槽ⅰ、104-张紧辊座安装槽、105-同步轴座安装槽、2-吸风板、201-铣槽ⅱ、3-张紧辊调节座、4-张紧辊、5-吸风输送皮带、6-同步轴调节座、7-同步轴、8-门底座、9-门架、10-门轴座、11-门板、12-门轴、13-内衬纸导向板、1301-内衬纸导向板、14-基座ⅰ、15-基座ⅱ、16-凹轮轴、17-凹轮、18-凸轮轴、19-凸轮、20-齿轮ⅰ、21-齿轮ⅱ、22-l型定位块、23-定纸刀ⅰ、24-l型定位块ⅱ和25-定纸刀ⅱ。
具体实施方式
35.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本发明具体实施方式中的技术方案进行清楚、完整的描述,以进一步阐述本发明,显然,所描述的具体实施方式仅仅是本发明的一部分实施方式,而不是全部的样式。
36.实施例1
37.一种用于细支烟包装机的内衬纸输送装置,如图1至图8所示,图1为本发明整体外观结构图,图2为本发明内衬纸吸风部分的外观后侧视结构图,图3为本发明内衬纸吸风部分的外观主侧视结构图,图4为本发明内衬纸压痕部分的外观结构图,图5为本发明内衬纸定位部分的外观结构图,图6为本发明内衬纸吸风部分的吸风底座正面轴测结构示意图,图7为本发明内衬纸吸风部分的吸风底座后侧面轴测结构示意图,图8为本发明内衬纸吸风部分吸风板的结构示意图;该内衬纸输送装置包括内衬纸吸风部分,分别由吸风底座1、吸风板2、张紧辊调节座3、张紧辊4、吸风输送皮带5、同步轴调节座6、同步轴7、门底座8、门架9、
门轴座10、门板11、门轴12组成,还包括有内衬纸压痕部分、内衬纸定位部分,吸风底座1固定安装在机架上,吸风底座1侧面开设有通风孔101,通风孔处安装有密封螺丝102,吸风底座1另一侧面上开设有通风连接孔,通风连接孔连接包装机的负压通风气管,吸风底座1正面开设有三条两两垂直相交的铣槽ⅰ103,铣槽ⅰ呈工字型,吸风底座1正上方通过螺纹连接安装有吸风板2,吸风板2与吸风底座铣槽ⅰ103正对位置处开设有两条平行的铣槽ⅱ201,铣槽ⅱ201贯穿吸风板2,吸风板上的铣槽ⅱ201位于吸风底座的铣槽ⅰ103正上方且铣槽长度、宽度相等,吸风板上的铣槽ⅱ201和吸风底座的铣槽ⅰ103紧密贴合,吸风板2侧面紧密贴合有门底座8,吸风板2厚度与门底座8厚度相等,门底座8通过螺栓连接在吸风底座1上,门底座8上螺栓连接有门架9,门轴12穿过门架9和门轴座10上的轴孔配合连接,门轴座10上还安装有门板11,门板11位于门轴座10和门底座8之间;
38.吸风底座1背面上部对称开设有两条长宽相等的张紧辊座安装槽104,张紧辊调节座3固定安装在张紧辊座安装槽104内,张紧辊调节座3上安装有张紧辊4,吸风底座1背面下部对称开设有两条长宽相等的同步轴座安装槽105,两个同步轴调节座6固定安装在同步轴座安装槽105内,同步轴7两端分别安装在两个同步轴调节座孔6内,同步轴7上对称地安装有两个辊子,同步轴7上辊子与张紧辊4大小相同,同步轴7上辊子的轴线与张紧辊3的轴线平行且位于同一竖直平面内,同步轴7一侧端安装有连接块,连接块连接在机架传动轴上,同步轴7上辊子与张紧辊3上安装有带孔的吸风输送皮带5,吸风输送皮带5位于吸风板铣槽ⅰ103的正上方。
39.还包括有内衬纸压痕部分、内衬纸导向板13和内衬纸定位部分,内衬纸压痕部分位于内衬纸吸风部分正上方,内衬纸压痕部分由基座ⅰ14、基座ⅱ15、凹轮轴16、凹轮17、凸轮轴18、凸轮19、齿轮ⅰ20和齿轮ⅱ21组成,基座ⅰ14和基座ⅱ15固定连接在机架上,凹轮轴16水平安装在基座ⅰ14和基座ⅱ15的安装孔内,凹轮轴16一侧配合安装有齿轮ⅰ20,凹轮轴16中部安装有两个相同的凹轮17,凹轮轴16轴线与凸轮轴18轴线平行,凸轮轴18通过螺纹连接在机架传动部分上,凸轮轴18在凹轮轴16装有齿轮的一侧处安装有齿轮ⅱ21,齿轮ⅱ21与齿轮ⅰ20啮合,凸轮轴18中部安装有两个相同的凸轮19,凸轮轴18上凸轮19与凹轮轴16上凹轮17啮合。
40.内衬纸定位部分位于内衬纸吸风部分正下方,内衬纸定位部分由由左侧定位部ⅰ和右侧定位部ⅱ组成,其中左侧定位部ⅰ由l型定位块ⅰ22和定纸刀ⅰ23组成,右侧定位部ⅱ由l型定位块ⅱ24和定纸刀ⅱ25组成,l型定位块ⅰ22和l型定位块ⅱ24的上端面设有垂直于定位块前后平面的定纸刀ⅰ23和定纸刀ⅱ25,定纸刀ⅰ23和定纸刀ⅱ25刀刃面垂直于内衬纸纸张方向,l型定位块ⅰ22和l型定位块ⅱ24的下部开设有螺纹孔,l型定位块ⅰ22和l型定位块ⅱ24通过螺栓连接在机架上。
41.吸风输送皮带5为同步齿形带,吸风输送皮带5齿形部分宽度占吸风输送皮带总宽度的一半。同步齿形带更适用于速度较高的内衬纸输送场合,同时齿形带薄、轻利于内衬纸的高速输送,并在传输过程中传动比恒定能够保证内衬纸不相对于吸风输送皮带发生滑移。
42.同步轴7上辊子与张紧辊4为齿轮且模数、压力角、分度圆直径都相等。保证吸风输送皮带5在安装后传动输送面始终平行于竖直平面,避免因输送皮带安装不到位而使得内衬纸在传输过程中不能保证竖直输送状态,防止内衬纸歪曲变形。
由l型定位块ⅱ24和定纸刀ⅱ25组成,l型定位块ⅰ22和l型定位块ⅱ24的上端面设有垂直于定位块前后平面的定纸刀ⅰ23和定纸刀ⅱ25,定纸刀ⅰ23和定纸刀ⅱ25刀刃面垂直于内衬纸纸张方向,l型定位块ⅰ22和l型定位块ⅱ24的下部开设有螺纹孔,l型定位块ⅰ22和l型定位块ⅱ24通过螺栓连接在机架上。
49.内衬纸定位部分与内衬纸吸风部分之间还安装有内衬纸导向板13,内衬纸导向板13固定安装在机架上,内衬纸导向板13正面设有内衬纸圆弧导向部1301,内衬纸导向板1301下部开设有用于固定连接的安装孔。将内衬纸圆弧导向部1301高度略高于内衬纸导向板13,使得内衬纸在内衬纸圆弧导向部1301上平滑过渡进入内衬纸定位部分,减轻内衬纸输送过程中的冲击力,防止内衬纸出现歪曲变形。
50.吸风输送皮带5为同步齿形带,吸风输送皮带5齿形部分宽度占吸风输送皮带总宽度的一半。同步齿形带更适用于速度较高的内衬纸输送场合,同时齿形带薄、轻利于内衬纸的高速输送,并在传输过程中传动比恒定能够保证内衬纸不相对于吸风输送皮带发生滑移。
51.同步轴7上辊子与张紧辊4为齿轮且模数、压力角、分度圆直径都相等。保证吸风输送皮带5在安装后传动输送面始终平行于竖直平面,避免因输送皮带安装不到位而使得内衬纸在传输过程中不能保证竖直输送状态,防止内衬纸歪曲变形。
52.吸风输送皮带5与同步轴7上辊子、张紧辊3的配合关系为齿轮啮合。通过将原有的摩擦传动换成齿轮传动,大大提高了传动效率,并有效保证了内衬纸在传输过程中的平稳性,避免出现因内衬纸输送不到位而产生的停机情况发生。
53.工作原理:本内衬纸吸风输送装置在工作时主要对内衬纸进行工序处理。内衬纸首先穿过内衬纸压痕部分中凸轮与凹轮处的间隙之间,由转动的凸轮轴和凹轮轴相互啮合转动,从而在内衬纸上压痕,使得内衬纸在竖直方向上更挺阔,避免在输送过程中出现弯曲歪斜。
54.随后,穿过压痕部分的内衬纸进入内衬纸吸风部分,内衬纸穿过吸风板与门板之间的间隙向下输送,此时吸风输送皮带位于吸风板和内衬纸中间。在内衬纸吸风输送过程中,由设备提供的负压经过吸风底座与吸风板之间的铣槽形成的腔体,对带孔的吸风输送皮带上的内衬纸进行负压吸附,从而保证吸风输送过程中内衬纸因负压吸附作用始终紧贴吸风输送皮带,同时在稳定负压吸附情况下利用设备传动轴通过连接块带动同步轴转动,从而使得同步轴上辊子带动吸风输送皮带传动输送内衬纸,此时吸风输送皮带对内衬纸的摩擦力不变,能够保障内衬纸输送平稳不歪曲。同时利用增大的吸风腔体体积能容纳更多的纸沫、灰尘,使得吸风室的清理保养周期延长,间接减少因吸风孔堵塞造成的故障。
55.其次,内衬纸在内衬纸导向板的引导通道中进行向下输送,利用内衬纸导向板上的内衬纸圆弧导向部,让内衬纸在内衬纸圆弧导向部上平滑过渡进入内衬纸定位部分,避免单张内衬纸与内衬纸引导板大面积接触产生内衬纸折皱、堵塞,同时减轻内衬纸输送过程中的冲击力,有效防止内衬纸出现歪曲变形。
56.最后,穿过内衬纸吸风部分的内衬纸进入内衬纸定位部分,该部分利用吸风输送皮带对内衬纸的摩擦力,使得内衬纸向下输送的过程中快速下落,而定位刀此时在内衬纸的惯性力作用下对内衬纸产生微量切割,从而实现内衬纸的定位,通过内衬纸定位部分可有效避免内衬纸在输送过程中出现的内衬纸歪曲、偏移问题,防止因内衬纸输送不到位而
产生的停机情况,同时减少包裹歪斜的缺陷烟包数量,提高设备的稳定性。
57.本发明的有益效果在于:通过扩大内衬纸吸风部分吸风腔体体积的基础上,增加内衬纸压痕部分和改变内衬纸定位部分结构的方式,来解决原有内衬纸吸风部分因灰尘堵塞吸风孔而导致内衬纸在输送过程中出现传输不稳定,产生包裹质量不达标的缺陷烟包情况,并且通过吸风腔腔体改造降低吸风室堵塞造成的设备停机故障频次和维修时间,有效保证输送过程中内衬纸输送吸附更牢靠、不产生歪斜的情况,同时延长内衬纸吸风室的保养周期,从而间接降低质量包裹缺陷的烟包数量和生产成本,节约维修人员的维修时间。内衬纸吸风部分将原有的摩擦传动换成齿轮传动提高了传动效率,有效保证内衬纸在传输过程中的平稳性,避免出现因内衬纸输送不到位而产生的停机情况发生。同时选用齿形带则是由于齿形带薄、轻,利于内衬纸的高速输送,在传输过程中保证内衬纸不相对于吸风输送皮带发生滑移。
58.增加的内衬纸压痕部分则可利用凹凸辊的压痕效果,使得内衬纸更加挺阔,保证内衬纸在进入到内衬纸吸风部分时始终保持竖直状态,更利于内衬纸的平稳输送,避免在进入内衬纸吸风部分之前产生内衬纸歪曲变形。
59.利用内衬纸导向板上的内衬纸圆弧导向部,使得内衬纸能够在内衬纸圆弧导向部上平滑过渡进入内衬纸定位部分,避免单张内衬纸在导向板上不同接触位置处受力不均,产生内衬纸折皱、堵塞,同时减轻内衬纸输送过程中的冲击力,有效防止内衬纸出现歪曲变形。
60.改变内衬纸定位部分的结构是利用吸风输送皮带对内衬纸的摩擦力,使得内衬纸向下输送至内衬纸定位部分过程时能够快速下落,定位刀对在惯性力作用下的内衬纸进行微量切割,从而实现内衬纸在定位刀上停靠实现内衬纸的定位,该定位方式可有效避免内衬纸在定位输送过程中出现内衬纸歪曲、偏移,防止因内衬纸输送不到位而产生停机,同时减少包裹歪斜的缺陷烟包数量,提高设备的稳定性。同时改变原有由两个定位块上平面同时对内衬纸进行定位的方式,无需在维修过程中调整定位块上平面的相对位置,降低了维修调整的技术要求及难度,提高维修效率。
61.以上描述了本发明的主要技术特征和基本原理及相关优点,对于本领域技术人员而言,显然本发明不限于上述示范性具体实施方式的细节,而且在不背离本发明的构思或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将上述具体实施方式看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
62.此外,应当理解,虽然本说明书按照各实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1